淺談華中數控車床四方電動刀架故障診斷與維修
2012-07-24 09:28:30孫延娟
中國新技術新產品 2012年1期
孫延娟 張 鑫
(長春職業技術學院,吉林 長春 130033)
電動刀架是數控車床的重要組成部分,在機床運行中起著至關重要的作用,一旦出現故障,就可能造成工件作廢,甚至造成卡盤與刀架碰撞的事故,本文主要結合電動刀架的工作原理,對數控車床四方刀架在使用過程中出現的故障現象進行系統分析,針對不同的故障原因,提出相應的診斷與維修方法。
1 刀架控制系統電氣線路連接圖
本文闡述的四工位車床刀架電機采用三相交流380V供電,正轉時驅動電機正轉,反轉時刀架自動鎖死,為了保證刀架完全鎖死,保證刀具的定位精度,在PLC參數中設置了0.5s的反轉鎖死時間。每把刀具都各有一個霍爾位置檢測開關。圖1為四工位刀架控制線路圖。
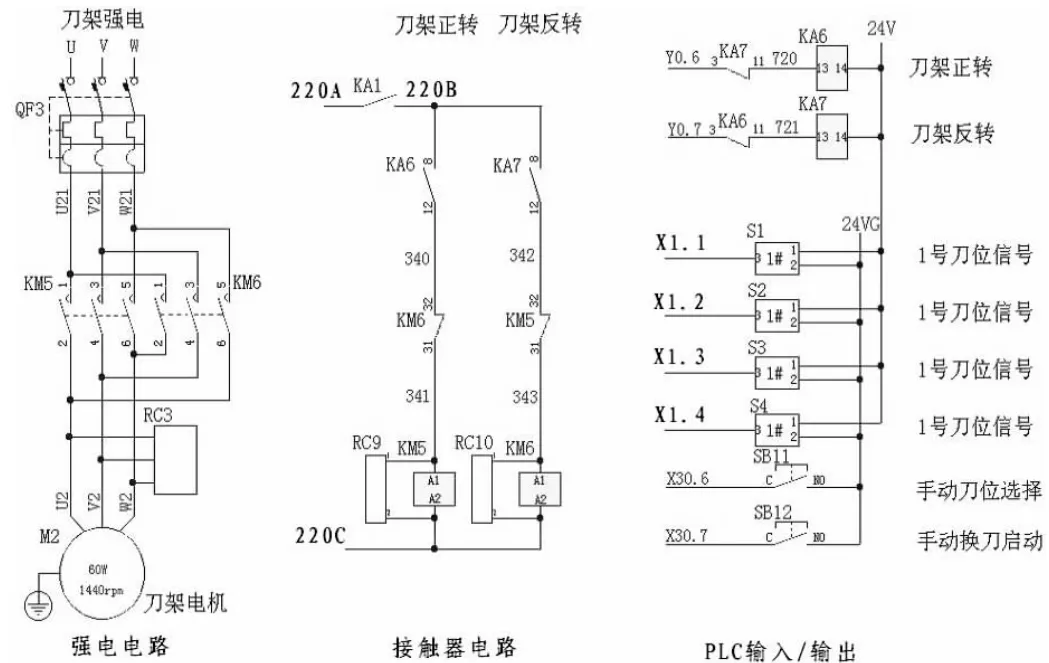
圖1 四工位刀架控制線路圖
2 四工位刀架換刀過程
四方電動刀架是以電動機為動力,帶動蝸桿旋轉,蝸桿帶動蝸輪轉動,再帶動刀具實現換刀;由電動機的正反轉帶動刀架的抬起換刀和刀架的鎖緊,由霍爾元件作為發訊體,把刀位信號發送給數控系統。圖2為螺旋型四工位刀架結構示意圖。
具體的換刀動作及控制過程為:CNC發出換刀信號,控制繼電器KA6動作,刀架電機正轉,通過蝸桿帶動蝸輪,進而帶動上刀體轉位,當上刀體轉到所需刀位時,發訊盤上的霍爾元件與磁鋼座上的磁鋼對磁,霍爾元件發出刀具到位信號,電機正轉延時100ms后電機反轉,刀架鎖緊。反轉時間(一般為1.5s)到,繼電器KA7動作,電機停止,并向CNC發出應答信號,換刀過程結束。圖2為螺旋型四工位刀架結構示意圖。
如果電機長時間旋轉、不轉,而找不到刀位信號,則認為刀架出現故障,停止刀架電機,并發出報警信息。
3 刀架換刀故障原因及排除

當開機后系統處于正常工作狀態,手動或者自動換刀時,刀架出現不能換刀主要有以下幾種原因:
①強電控制電路故障;②接觸器控制電路故障;③PLC輸入/輸出故障;④刀架機械故障;⑤刀架電機損壞故障
刀架故障現象主要有“刀架不動”和“刀架正轉不停”兩種。
3.1 刀架不動故障排除思路
3.1.1 按下換刀啟動按鈕后,觀察繼電器指示燈是否點亮以及觀察PLC輸出點位Y0.6、Y0.7的狀態變化,如繼電器指示燈不點亮,檢查刀架刀位控制模塊24V電源控制回路(380V經變壓器變220V后,經開關電源變為24V)和PLC程序輸出點位(刀架正傳Y0.6、反轉Y0.7)設置是否正確;如點亮且繼電器觸點連接正確并吸合,確定繼電器沒有問題,再看接觸器吸合狀況。
3.1.2 接觸器不吸合,檢查220V電壓是否輸入以及接觸器是否損壞;如吸合說明接觸器沒問題,則可能是刀架相序接反、刀架鎖死以及刀架電機損壞等原因。
3.1.3 如控制線路連接連線正確(接觸器吸合),首先檢查刀架電機進線電壓是否缺相,如不缺相,再把刀架電機U、V相序互換,如還不能排除故障,說明可能電機卡死或電機損壞。
3.1.4 刀架機械卡死。刀架機械卡死會造成刀架電機堵轉而出現過載報警。排除機械卡死故障時,可以將刀架與電機脫開,用扳手盤動蝸桿,如果不能正常轉動,則說明是機械卡死。此時,可以按正確的拆卸順序拆開刀架,進一步檢查中軸、各種銷釘、聯軸器等有無變形。刀架機械卡死,通常是由碰撞變形引起的。
電機不轉且沒有聲音:電源或者繞組有兩相或兩相以上斷路,首先檢查電源是否有電壓,如果三相電壓平衡,那么故障在電動機本身,可檢測電動機三相繞組的電阻,尋找出斷線的繞組。
3.1.5 刀架電機損壞。若接人電源正常,空載下電機仍不轉,則說明電機損壞。電機損壞一般由于缺相、過載運行、繞組接地、繞組相間、匝間短路故障引起。
3.2 電動刀架某一個或幾個刀號換刀轉不停,其余刀號正常。
3.2.1 此刀位霍爾元件損壞。確認是哪個刀位使刀架轉不停后,轉動該刀位,用萬用表測量該刀位信號點(X1.1、X1.2、X1.3 或 X1.4)是否有電壓變化,若無變化,可判定為該位刀霍爾元件損壞,更換發訊盤或霍爾元件。
3.2.2 發訊盤此刀位信號線接觸不良或斷線。若發訊盤該刀位信號輸出正常,則繼續檢查相應PLC刀具到位輸入線號狀態有無變化:若沒有變化,則檢查此刀位信號線與PLC系統的連線是否斷線或接觸不良;若有,則正確連接即可。
3.2.3 PLC系統的刀位信號接收電路故障。若檢查結果霍爾元件和刀位信號接線都完好,則可確PLC認系統輸入信號接收電路故障,更換相應板卡。
3.3 電動刀架換每把刀時都轉不停
3.3.1 發訊盤(刀位信號模塊)電源故障。如果發訊盤上霍爾元件得不到正確的電源,造成無法產生刀具到位應答信號。一般發詢盤電源為DC24V。檢查刀架上的+24V、0V與系統的接線是否出現斷路;檢查24V與0V間是否短路將24V電壓拉低;檢查24V與0V間是否斷路,發訊盤長期處于潮濕的環境,線路容易老化斷線,使電源不能構成回路。
3.3.2 磁鋼故障。包括磁鋼無磁、磁性不強、磁鋼磁極裝反或磁鋼與霍爾元件高度位置不準。對應不同的原因,更換磁鋼或增強磁性;調整磁鋼磁極方向;若磁鋼在刀架抬起時位置太高,則需要調整磁鋼的位置,使磁塊對正霍爾元件。
3.3.3 PLC刀位信號參數設置錯。檢查PLC參數設置是否和系統輸入一一對應,1、2、3、4號刀刀位到位對應的PLC點位分別為X1.1、X1.2、X1.3和 X1.4。
3.3.4 所有霍爾元件損壞。在對應刀位無斷路的情況下,若所對應的刀位線有高電平輸出,則霍爾元件無損壞,否則更換刀架發訊盤或其上的霍爾元件。一般來說,所有霍爾元件同時損壞的可能性很小。
3.4 刀架鎖不緊
3.4.1 刀架電機反轉時間不夠。查看并調整系統反鎖時間參數,一般時間設定為0.5s即可。
3.4.2 刀架不能反轉。按照刀架不能旋轉的檢查方法,排查刀架電機反轉控制線路。
3.4.3 刀架機械鎖緊機構故障。拆開刀架,檢查機械部件,尤其是查看定位銷是否損壞。
3.5刀臺換刀時不到位或過沖太大
3.5.1 磁鋼在圓周方向相對霍爾元件太前或太后。打開刀架上蓋,查看磁鋼和霍爾元件位置,若錯位,則進行相應調整。
3.5.2 機床動作控制程序中,在刀架電機正傳停止和反轉開始之間,插入了較長的延時(如本系統在接收到刀位信號到位后延時100ms)。調整PLC參數中換刀刀位延時時間,一般在正常使用期的機床,由此引起的故障較少見。
結束語
數控車床電動刀架的控制涉及機械、低壓電器、PLC、傳感器等多學科知識,維修人員應熟知刀架的機械結構以及電氣控制原理,并熟練掌握常用工具的使用,根據故障現象,從控制原理著手,確定合理的診斷與檢測步驟,才能快速排除故障。
[l]龔仲華.數控機床故障診斷與維修500例[M].北京:機械工業出版社.2004.
[2]向華.華中數控系統操作、編程及故障診斷與維修[M].北京:機械工業出版社,2007.
[3]龔中華.數控機床維修技術與典型實例[M].人民郵電出版社,2006.
[4]朱仕學.數控機床系統故障診斷與維修[M].北京:清華大學出版社.2007.
猜你喜歡
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
汽車維修與保養(2019年7期)2020-01-06 03:30:42
中國生殖健康(2019年3期)2019-02-01 06:12:26
汽車維護與修理(2016年10期)2016-07-10 08:17:41
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
海軍航空大學學報(2015年3期)2015-11-11 17:20:00
汽車維修與保養(2015年12期)2015-04-18 07:51:49
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維修與保養(2015年2期)2015-04-17 01:30:34