串口通信在電熱前床控制系統中的應用
2012-07-26 04:57:12丁小麗張壽明
自動化儀表 2012年5期
關鍵詞:系統
丁小麗 張壽明
(昆明理工大學信息工程與自動化學院,云南 昆明 650000)
0 引言
電熱前床是鉛鋅冶煉生產中的大型關鍵設備,它依靠三相交流電弧起爐,通過調節石墨電極插入熔渣池的深度來改變電極電流的大小,從而實現對熔渣池加熱保溫的目的[1]。
某冶煉廠的原系統采用了歐姆龍的PLC和InTouch7.0組態軟件,同時利用封裝的VB程序來實現上下位機之間的DDE串口通信。本文介紹了基于串口的電熱前床控制系統的通信升級。20世紀90年代后期,該冶煉廠實現了基于PLC的電熱前床的自動控制。
本文根據前床工藝和生產的要求,對串口通信和I/O Server驅動程序在前床控制系統中的應用進行了研究。為減小對生產的影響,在原電熱前床控制系統的基礎上,更換了新一代的歐姆龍CQMIH型PLC,并結合I/O Server和InTouch軟件的組合優勢,對控制系統的通信進行了經濟、簡單、快捷的技術改造。電熱前床控制系統的升級增強了系統的可靠性。
1 電熱前床工藝控制流程
本冶煉廠采用火法煉鋅。礦石先經鼓風爐化料后形成鼓風爐熔渣,注入電熱前床熔池內進行加熱或保溫;然后將液態的熔渣提供給煙化爐進行進一步的吹煉,讓鋅得到充分的揮發和富集,以達到冶煉鋅的目的。
電熱前床的工藝就是依靠強大的電流通過熔渣時產生的焦耳熱維持熔池內溫度,以確保溶液的液態性和流動性。因此,三相電極的電流大小是控制前床溫度的關鍵。
當電壓一定時,電流隨電極插入熔渣的深度的增加而增大,一般通過升降三相電極插入熔渣的深度來調節電流,以達到調整爐溫的目的。只有當電極插入深度還不能滿足所需溫度時,才改變電壓。當鼓風爐熔渣不斷進入前床時,熔渣溫度比前床熔池內的溫度高,無需給前床池加溫,電極插入熔渣的深度要淺,電極電流減小;當前床溶池內溫度下降時,為保持熔渣的液態性和良好的流動性,必須增加前床熔池內溫度,電極插入熔渣的深度要深,電極電流增大。因此,溫度控制變成了位置控制[2-3]。
電熱前床工藝流程如圖1所示。
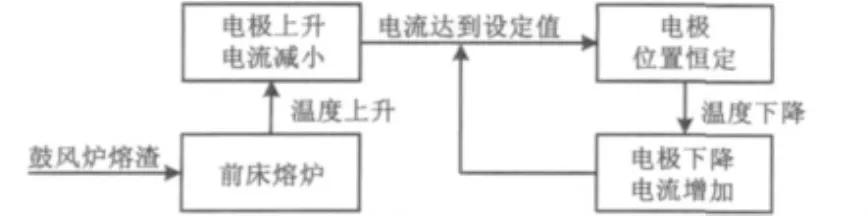
圖1 電熱前床工藝流程圖Fig.1 The technological process of the electric heating fore-hearth
2 通信的硬件系統
2.1 串行數據通信
電熱前床控制系統是一個獨立的控制系統,它由兩個PLC站和中心控制站組成簡單的DCS集散控制。為節約成本,采用串口通信方式將工控機的COM端口與歐姆龍的PLC的RS-232端口連接。RS-232采用點對點的通信方式,通信距離最遠只有15 m,最高速率為20 kbit/s,不能用于遠距離的網絡通信;RS-422采用主從點對多雙向通信,從設備之間不能通信;RS-485是從RS-422升級而來的,其不同之處在于它可以實現多點、雙向通信。RS-422和RS-485的通信距離可達120 m,最高速率為10 Mbit/s,如果其采用較低速率通信,最遠通信距離可達 1 200 m[4]。
2.2 通信硬件鏈接
系統硬件由兩臺歐姆龍CQM1H控制器(RS-232口)、一臺研華工控機、三個ICP 7520A系列的RS-232轉RS-485/422轉換模塊、四組三線的數據線和RS-232串口相配的九針串口公、母端口(兩組備用)組成[5]。ICP 7520A轉換器是泓格科技生產的RS-232轉RS-422/485通信總線轉換模塊。該模塊支持RS-422和RS-485兩種轉換。由于本系統中兩個PLC控制站是相互獨立的,不需要互訪數據。因此,電熱前床通信系統的現場采用RS-422接線方式,用來實現兩個距離為500 m左右的PLC控制站與中心控制室的通信網絡。九針串口通信接線圖如圖2所示。
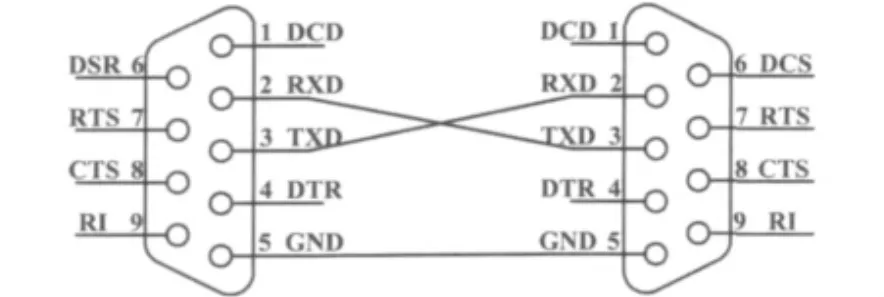
圖2 九針串口通信接線圖Fig.2 Wirings of the 9-pin serial communication
圖2中,電熱前床進行現場網絡連線時,首先需要自制帶有九針串口的公、母端口的數據通信線;然后將兩個九針串口的5號GND相連接、2號RXD與3號TXD交叉連接[6]。通信網絡圖如圖3所示。
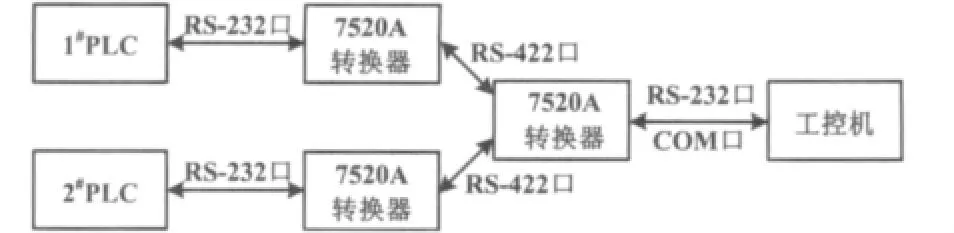
圖3 通信網絡圖Fig.3 The communication network
圖3中,首先將數據線公端與CQMIH型PLC的RS-232口相連,數據線母端與PLC控制站轉換模塊的RS-232端口相連;再從PLC控制站轉換模塊的RS-422端口引出雙絞線,連接到中心控制室轉換模塊的RS-422端口;最后從中心控制室轉換模塊的RS-232端口輸出到工控機的串口,從而完成通信網絡的硬件連接。
3 軟件系統改造方案
3.1 InTouch 組態方案
本系統的電熱前床上位機采用的是Wonderware公司的InTouch組態軟件,它是整個電熱前床控制系統的中樞,用來實現前床生產過程監控系統的可視化、監控、操作和管理等功能。該上位機需要操作員24 h進行監視和操作,所以設計的界面要求具有良好的人機界面[7]。
監控系統的界面結構圖如圖4所示。
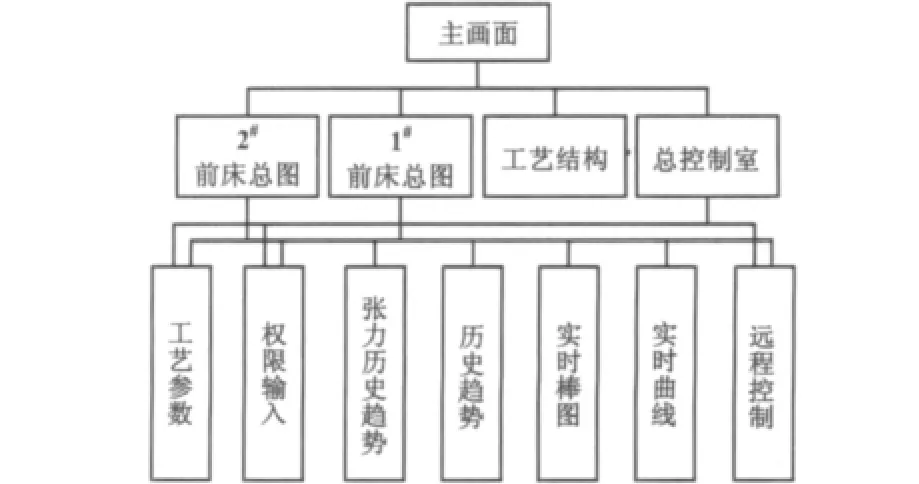
圖4 監控系統界面結構Fig.4 Interface structure drawing of monitoring system
系統利用InTouch軟件開放的組態環境WindowMaker,靈活地實現了工藝參數的數據組態和工藝結構的畫面組態設計,并定義了電熱前床的三相電流、電壓、溫度、張力等系統數據采集和遠程控制任務;在運行環境WindowViewer下,主畫面可以完整地監控電熱前床車間的工藝流程,各子畫面與現場的自控設備、電氣設備等進行連接,執行各類組態任務和監控電極的電流值、電壓值、張力值和溫度值等;同時進行歷史數據報警、運行記錄,并將數據實時地傳輸給本站其他任務。
3.2 軟件配置方案
InTouch支持動態數據交換(dynamic data exchange,DDE),能夠用作DDE和SuiteLink通信協議客戶和服務器。DDE和SuiteLink使InTouch能與其他Windows程序、I/O Server以及第三方 I/O Server程序進行通信。InTouch組態軟件與現場PLC通信時,需要設定系統配置、I/O點組態及接口設備驅動程序等。該系統采用Wonderware公司的通信驅動程序I/O Server,實現 InTouch與 PLC之間的通信。I/O Server支持FastDDE、NetDDE、Suitelink和OPC協議。考慮到系統兼容性的問題,該系統選用的是Wonderware公司的DDE協議。安裝有I/O Server程序的上位機可以獨立工作,并作為服務器與多臺PLC通信,其運行速度快、占用空間小[8-9]。
電熱前床下位機的CQMH1型PLC選擇了I/O Server中的OMRON Host Link軟件,用來方便快捷地實現InTouch與外界自動化設備的數據通信。OMRON Host Link必須進行相應的設置,才能與PLC進行通信。設置過程中,先設置OMRONHL的COM口,該系統COM口的參數設置為波特率9 600 bit/s、7位數據位、1位停止位、偶校驗;然后定義OMRONHL的主題,根據現場的兩組PLC控制系統,需要定義HLPLC0和HLPLC1兩組主題名,它們分別對應于前床系統的1#PLC和2#PLC,物理地址設為0和1;最后,串口選擇COM1口,設備類型選擇歐姆龍C-Series PLC,模塊選擇C200H,更新間隔時間為1 000 ms,其他的為默認設置。
InTouch要與I/O Server進行通信和獲取PLC中的數據,必須先在 InTouch中新建兩個訪問名為HLPLC0和HLPLC1來識別I/O Server程序中與主題名一致的數據元素。其次,建立InTouch中的I/O標記名與訪問名之間的聯系。訪問名包括了應用程序名、主題名和節點名。本系統在進行訪問名設置時,將指定數據值的應用程序名取為OMRONHL、訪問名與I/O Server主題名保持一致、節點名為空。系統通過設置以上三項來打開通往服務器程序的通道[10]。
3.3 上下位變量整定
上下位變量地址對應關系是整個數據通信的關鍵。電熱前床上下位機控制變量有96個,包括了I/O離散、I/O整型、I/O實型等數據類型。根據CQM1H操作說明書的變量地址的規范和地址范圍,將上下位的地址一一對應。特別需要指出的是,前床PLC控制系統使用4~20 mA模擬量輸入模塊AD041,接收現場傳感器、變送器輸入的三相電流、電壓、張力、溫度的標準模擬量(4~20 mA),模擬量進入PLC的A/D轉換模塊后轉換成數字量十六進制的00FA0h(十進制的0~4 000),并與物理量數值呈線性關系。同時,在InTouch軟件上進行I/O組態時,電流、電壓、張力等物理量必須進行標度變換,才能正確表征現場儀表的讀數。電熱前床物理變量整定如表1所示。
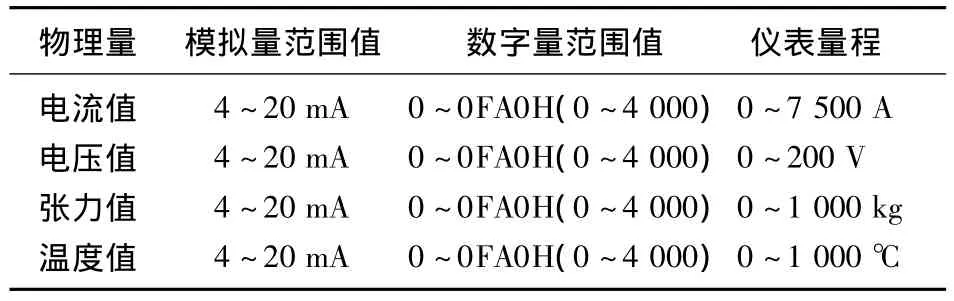
表1 物理變量整定表Tab.1 The tuning table for physical variables
4 結束語
由于原系統控制方案較單一,而現場工作環境較惡劣,為提高工作效率,降低環境污染,本文所設計的系統通信升級改造力求簡單、經濟,以減少對生產的影響;同時,利用串口通信的便捷、通信速度快、可靠性高等特點,簡化了電熱前床的監控系統和通信系統,達到了電熱前床控制系統今后的擴充和升級的目的。試運行表明,該系統提高了現場技術人員的維護效率,給公司帶來了一定的經濟效益;上下位機間數據通信效果良好。
[1]李志勇,羅安.電熱前床三相電極智能集成控制系統[J].計算技術與自動化,2005,24(2):39-41.
[2]李偉,歐迪久.基于PLC的電熱前床自動化控制改造[J].昆明理工大學學報:自然科學版,1998,23(5):100-103.
[3]蘇亞南.電熱前床電流的自動調節控制[J].株冶科技,1996,24(1):68-70.
[4]翁獻進.RS232、RS422/RS485串行通信標準及其在火力發電廠熱工自動化系統中的應用實踐[J].科技信息,2010(10):241-242.
[5]張俊姣,林中達,董長青.基于串口通信的閥門壓力測試監測系統[J].自動化儀表,2006,27(1):36-38.
[6]陳金平,王生澤,吳文英.基于LabVIEW的串口通信數據校驗和的實現方法[J].自動化儀表,2008,29(3):32-34.
[7]高素萍,尹麗娟,徐勤.Intouch組態軟件在計算機監控系統中的應用[J].計算機工程與設計,2007,28(13):3273-3276.
[8]李文正,孫偉,周德華.基于 OPC的 InTouch與 RSview32的通信[J].計算機與現代化,2010(7):48-55.
[9]安連祥,劉新艷,蔡召君,等.組態軟件InTouch在1450mm冷連軋中的設計和應用[J].河北工業大學學報:自然科學版,2009,38(3):52-55.
[10]但斌斌,馬乾,時寶祥,等.基于InTouch的監控系統的開發與應用[J].工業控制計算機,2009,22(6):39-40.
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
制造技術與機床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(2017年9期)2017-09-26 03:41:45
知識經濟·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(2016年6期)2016-04-20 06:21:32