催化裝置油漿蒸汽發(fā)生器管板的修復
2012-08-06 01:22:54卞衛(wèi)國林桂賢李永紅張建曉
電焊機 2012年12期
卞衛(wèi)國,林桂賢,李永紅,張建曉
(蘭州蘭石重型裝備股份有限公司,甘肅 蘭州 730050)
0 前言
催化裝置用油漿蒸汽發(fā)生器,換熱管材質(zhì)為0Cr18Ni9,規(guī)格 φ25 mm×2.5 mm、φ25 mm×2 mm;管板材質(zhì)為15CrMoⅣ+(309L+308L)堆焊層,管板厚度δ=336 mm,結(jié)構簡圖如圖1所示。檢修時發(fā)現(xiàn)換熱管出現(xiàn)泄漏(見圖2),管板局部有裂紋(見圖3),為了保證漿蒸汽發(fā)生器的安全使用,煉油廠委托蘭州蘭石重型裝備股份有限公司對該臺設備進行修復,使其投入正常使用,根據(jù)在役壓力容器修復原則和設備實際狀況,對該設備進行了修復。
由于換熱管與管板材質(zhì)均為奧氏體不銹鋼,焊接時易產(chǎn)生熱裂紋,為確定合理的修復方案,對奧氏體不銹鋼的焊接特點做了進一步分析。
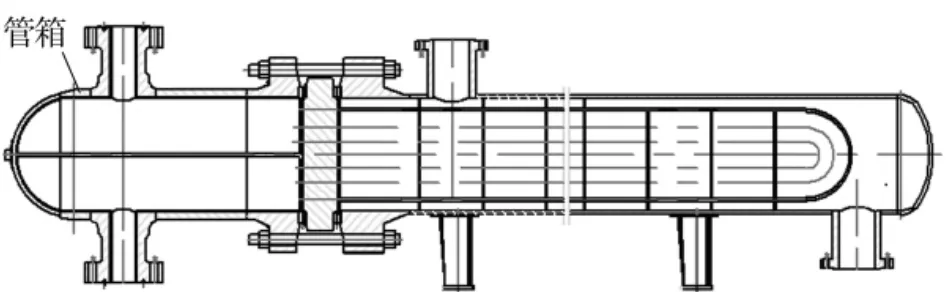
圖1 油漿蒸汽發(fā)生器結(jié)構簡
1 奧氏體不銹鋼的焊接特點
(1)焊接熱裂紋。奧氏體不銹鋼熱傳導率小,線膨脹系數(shù)大,焊接過程中,焊接接頭部位在高溫停留時間較長,焊縫易形成粗大的柱狀晶組織,凝固結(jié)晶時,若硫、磷、錫、銻、鈮等雜質(zhì)元素含量較高,就會在晶間形成低熔點共晶,當焊接接頭承受較高的拉應力時,導致在焊縫中形成凝固裂紋、熱影響區(qū)形成液化裂紋,都屬于焊接熱裂紋。

圖2 換熱管頭開裂

圖3 管板局部開裂
(2)焊接變形與收縮。奧氏體型不銹鋼的電阻是碳鋼的5倍,在同樣的焊接電流、電弧電壓條件下的熱輸入要多;熱導率低,約為碳鋼的1/3,導致熱量傳遞速度緩慢,熱變形增大;線膨脹系數(shù)比碳鋼大約40%,易引起加熱時熱膨脹量和冷卻時收縮量的增加,焊后的變形量顯得更加突出。
2 奧氏體不銹鋼焊接要點
(1)為避免焊接時產(chǎn)生較大的變形和焊接應力,應選用焊接能量集中的焊接方法。
(2)應嚴格控制焊接熱輸入量,防止焊縫晶粒嚴重長大與焊接熱裂紋的發(fā)生。
(3)為提高焊縫的抗熱裂性能和耐蝕性能,應保證焊接區(qū)的清潔,避免有害元素滲入焊縫。
(4)奧氏體不銹鋼焊接時不需要預熱。為了防止焊縫和熱影響區(qū)的晶粒長大和碳化物的析出,保證焊接接頭的塑、韌性和耐蝕姓,層間溫度一般不超過100℃。
3 油漿蒸汽發(fā)生器換熱管、管板的修復方案的制定
結(jié)合奧氏體不銹鋼焊接的特點、現(xiàn)場施工條件和缺陷的情況,決定采用手工鎢極氬弧焊對管板進行修復,具體修復方案如下:
缺陷位置確定→裂紋清除→表面探傷確認→管板修整→管板消氫預熱→焊接→焊后保溫消氫→焊縫區(qū)打磨修復→無損檢測→水壓試驗→各項記錄整理歸檔。
(1)缺陷位置確認。對整個管板及周圍區(qū)域進行MT和PT檢查,并對相應區(qū)域進行硬度檢測,確認泄漏的換熱管、管板裂紋缺陷位置并標識清楚。
(2)裂紋清除。對管板上的裂紋,采用磨削的方法去除。
(3)在清理過程中要注意以下問題。在所有的磨削工作完成后,磨削后的管板表面須用MT徹底檢查,確認裂紋全部消除后方可進行下一步工作。
(4)管板的修整。管橋處的裂紋在磨削時將管橋處磨削成U型。
(5)管板清理。施焊前打磨清理管板上的鐵銹及污物。
(6)管板消氫。由于該設備已經(jīng)使用,所以將缺陷消除后,需將管板用電加熱片加熱至300℃并保溫1 h,進行消氫處理,以確保本次返修一次合格。
(7)焊接。
a.焊接工藝評定:修復時應具備手工鎢極氬弧焊對接、管板角接工藝評定各一項。b.焊接方法:手工鎢極氬弧焊;c.電源及極性:直流正接;d.焊接位置:水平固定;e.焊工資格:持有相應資格的熟練焊接操作人員擔任;f.焊接材料:ER308L焊絲,規(guī)格φ2.0 mm;g.焊接參數(shù):焊接電流 110~130 A,焊接電壓13~15 V,焊接速度大于90 mm/min;h.層間溫度控制在15~100℃。
(8)焊縫區(qū)打磨修復。焊縫區(qū)應與管孔及管板過渡良好。
(9)無損檢測。對返修處進行PT檢查合格。
(10)水壓試驗。
(11)整理各項記錄存檔。
4 產(chǎn)品修復
依據(jù)管板焊接修復方案,對奧氏體不銹鋼手工鎢極氬弧焊對接、管板角接兩項焊接工藝進行評定,檢測結(jié)果均滿足要求,所選用的焊接工藝以及焊接材料正確合理;模擬實際工況,對焊接操作人員進行了培訓考核;對打磨、無損檢測和熱處理操作人員也進行了修復前的講解。按修復工藝對管板打磨、修整、焊接、無損檢測(見圖4),水壓試驗一次合格。該設備修復后,投入使用已一年多,運行狀態(tài)良好。

圖4 對修復部位進行最終檢測
5 結(jié)論
結(jié)合奧氏體不銹鋼的焊接特點、現(xiàn)場施工條件和缺陷的情況,制定了管板修復方案,采用手工鎢極氬弧焊對管板進行了修復,實踐證明,所制定的管板修復方案可靠,選用的焊接方法、焊接材料、焊接工藝規(guī)范正確合理。
[1]中國機械工程學會焊接學會.焊接手冊2——材料的焊接 [M].北京:機械工業(yè)出版社,2008.
[2]林桂賢,逯來俊,楊 帆等.甲醇裝置用廢熱鍋爐管板的修復[J].電焊機,2011,41(12):65-68.
[3]易國英.臨氫高壓換熱器用Ω環(huán)的焊接[J].電焊機,2011,41(9):50-52.
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
建材發(fā)展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年1期)2019-03-30 01:35:32
中學生數(shù)理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
制造技術與機床(2015年10期)2015-04-09 07:06:00
設備管理與維修(2015年12期)2015-04-09 06:57:24