ZL29 濾棒成型機紙盤輪罩變形問題的解決方案
2021-04-26 04:13:44涂志福
科學技術創新 2021年10期
涂志福
(許昌煙草機械有限責任公司,河南 許昌461000)
ZL29 型濾棒成型機是許昌煙草機械有限責任公司當前的主力機型,技術指標先進,深受卷煙企業親睞。紙盤輪罩(圖號1FBJ60102900)是該機型供紙單元上的外觀件,是一種薄壁(1mm)碗狀零件。據我公司營銷中心反饋,紙盤輪罩在煙廠運行過程中極易變形,長時間使用變形嚴重,如圖1 所示。

圖1 紙盤輪罩的變形情況
1 查找紙盤輪罩易變形問題的癥結
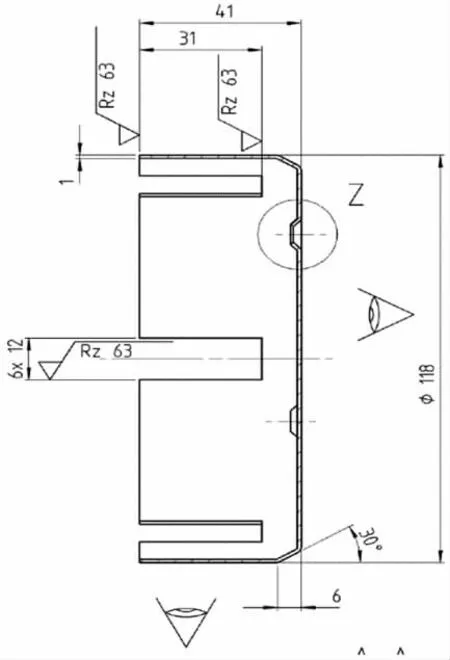
圖2 紙盤輪罩的結構尺寸
經查,紙盤輪罩由工業純鋁1060 壓制成型,其結構、尺寸如圖2 所示。
壓制成型需要材料具有較好的延展性,紙盤輪罩選用的材質為工業純鋁,材質較軟,加上壁厚只有1mm,且圓周均布6 個U 形開口,導致剛性差,易變形。
2 制定解決方案
通過癥結查找可知,解決紙盤輪罩易變形問題可從兩個方向入手:增加其厚度和變更材質。但增加厚度意味著一系列相關零件都要隨之變更,代價較大。因此優先考慮變更材質。
在公司常用材質中,我們從具備較高屈服強度的材料里篩選出3 種最具潛力的材質:不銹鋼(1Cr18Ni9Ti)、碳鋼(如Q235)、超硬鋁合金(7075)。經評估,不銹鋼(1Cr18Ni9iTi)和碳鋼(如Q235)制作難易程度相當,但碳鋼表面需要進行發黑或者涂漆處理,反復更換紙盤其表面會被破壞。故排除碳鋼材質。圍繞不銹鋼(1Cr18Ni9Ti)、超硬鋁合金(7075),我們提出了四種制作方案:方案一,不銹鋼材質滾壓成型;方案二,不銹鋼材質焊接成型;方案三,不銹鋼材質壓制成型;方案四,7075 超硬鋁材質機加成型。
通過試制,從加工難易程度、加工成本、良品率、外觀四個方面對以上四個方案進行了綜合比較,確定最佳方案為方案二(不銹鋼材質焊接成型):首先它選用1Cr18Ni9Ti 不銹鋼,有著較高的強度,使用不易變形;其次,經試制,通過焊接的方式,加工難度相對較小,易于保證較高的良品率;再次,不銹鋼材質有著比鋁材質更好的防銹性能和裝飾性能,使用過程中能保持更漂亮的外觀。
3 對策實施
3.1 紙盤輪罩焊接結構的拆分
分析紙盤輪罩結構,將其按如下方式拆成兩部分:將圖2 所示的右端面連同30°圓錐面作為一部分,剩余的圓環作為另一部分。這兩部分分界處即為焊縫。(為表述方便,以下將這兩部分分別稱作圓盤和圓環)
3.2 加工工藝路線
通過試制并不斷改進,最終確定不銹鋼紙盤輪罩主要加工工藝路線如下:
3.2.1 使用1mm 1Cr18Ni9iTi 光鋼板, 激光切割機按展開尺寸分為兩部分切割:(1)割Φ123.5 圓,Φ4.5 底孔暫割成Φ3.1;(2)割367.5×35 長條。

圖3 滾壓成型的圓盤

圖4 焊接紙盤輪罩
3.2.2 用M3 沉頭螺釘將Φ123.5 圓盤固定在模具上,使用車床滾壓圓錐面。圖3 所示為滾壓成型的圓盤。
3.2.3 用卷圓機將長條圈制成圓環,接頭點焊固定。然后將圓環和圓盤固定在模具上,對齊焊縫,先對稱點焊成型,然后配合使用焊接變位機滿焊一周,注意控制焊縫成型質量。圖4 所示是搭配使用焊接變位機、半自動焊接紙盤輪罩的場景。
3.2.4 焊后將工件固定到焊接變位機上,使工件保持勻速轉動狀態,使用角磨機磨光焊縫,要求焊縫形狀清理干凈、過渡圓滑,工件圓錐面不被破壞。焊后酸洗鈍化,清理焊斑。
3.2.5 在車床上使用模具固定工件,砂光焊縫,要求無明顯焊縫痕跡,雜亂紋路去除干凈。然后先后用80 目和120 目磨料拉絲,呈環狀拉絲紋。注意保護外表面。
3.2.6 線切割6 個12 寬槽,注意保護外表面。
3.2.7 在壓力機上使用模具壓窩,注意防止模具在沉窩周圍形成壓痕(可在模具上墊一層塑料薄膜);注意保護外表面。
3.2.8 使用120 目磨料對外表面精飾處理。要求單體包裝,防止磕碰劃傷。
3.3 制作要點淺析
3.3.1 圓錐部位滾壓時涂潤滑油非常關鍵,可以大大降低成型難度、提高成型面質量。沒有涂潤滑油時,不僅滾壓面粗糙,而且滾壓成型困難,錐面中間部位凹陷,錐面與模子貼合不嚴。尤其中間部位的凹陷,后期打磨費時費力。圖5 所示為滾壓圓錐面的場景。

圖5 圓錐面滾壓成型
3.3.2 圓環和圓盤組合時須對齊,焊縫成型外觀要好,便于后期打磨。在本案例中,我們制作了模子保證組合精度,使用焊接變位機保證焊縫成型均勻一致。焊接后的外觀如圖6 所示。

圖6 焊后的外觀
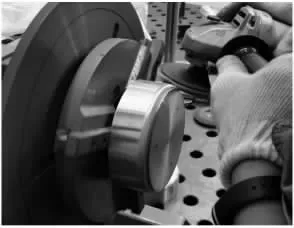
圖7 焊縫的打磨
3.3.3 紙盤輪罩外觀面的拉絲工藝是本次改進的亮點,也是制作的難點。需要將焊縫完全清理掉,從外觀上看不出焊接結構。車床上進行手工環狀拉絲時,焊縫的磨光效率非常低。經過試驗,工件裝夾于焊接變位機,保持勻速轉動,鉚工使用角磨機磨光焊縫,如圖7 所示。磨光焊縫時間縮短至3 分鐘,而且也不會遺留雜亂的打磨紋路,之后再回到車床進行拉絲就變得簡單高效。
3.3.4 拉絲的粒度影響最終的視覺效果,磨料的粒度過粗或過細都不好。粒度過粗,拉絲后視覺上呈現出粗糙的感覺;粒度過細,拉絲紋路不明顯。經過對比,本工件使用120 目砂紙拉絲最終得到的外觀最優,如圖8 所示,呈現出和光碟相似的反光效果。

圖8 紙盤輪罩拉絲后的外觀
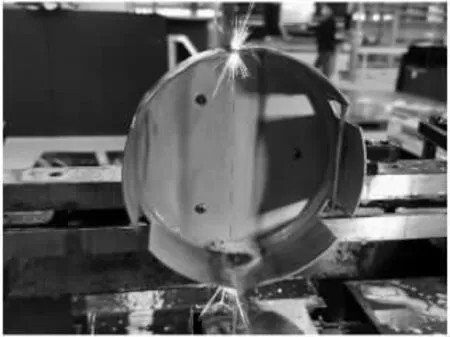
圖9 線切割U 型開口
3.3.5 圓筒部分是圈圓后焊接而成,因此遺留一道焊縫。為提高外觀質量,并減少打磨工作量,我們最初的下料過程中,便在圓盤上激光刻出標記,并在組焊階段將該標記圓筒上的焊縫對齊。這樣,在線切割12mm寬開口的過程中,這道焊縫的大部分正好被去除。
3.3.6 該工件為薄壁結構,不銹鋼銑削困難,加上銑開口時結構剛性太差,因此6 個U型開口不太適宜銑削加工,本案例中選擇線切割加工比較合理,如圖9 所示。
3.3.7 本案例中,紙盤輪罩上3 處沉窩特征(激光切割時將底孔割成了Φ3.1mm)在數個加工工序被加以充分利用:滾壓圓錐面時利用它定中心并鎖緊工件;組合、焊接時通過它將圓盤和圓環固定到模子上,保證圓盤與圓環同軸度;利用壓窩特征與開口特征的相對位置,在圓盤上激光刻出標記并將標記圓筒上的焊縫對齊,使得焊縫的正好被割去;線切割時利用它鎖緊工件,每割完2 個開口,翻轉工件重新鎖緊切割,這樣很方便地保證了開口之間相對位置。
4 效果檢查
經試裝,不銹鋼紙盤輪罩各安裝尺寸均滿足要求,工件的剛性及外觀獲得了調試人員和用戶的一致認可,圖10 是改進的紙盤輪罩在ZL29 型濾棒成型機上的安裝效果圖。
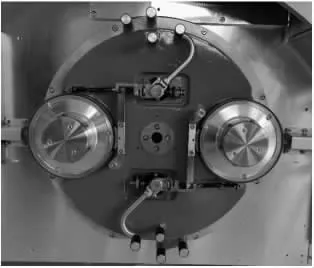
圖10 紙盤輪罩安裝效果圖
5 結論
本文主要討論了一種薄壁碗狀工件易變形問題的解決方案及加工工藝。針對用戶反饋的問題,我們扎實開展一系列的質量改進活動,不僅解決了紙盤輪罩使用易變形的問題,還將該工件打造成為濾棒成型機上一組精美的外觀件,取得了顯著效果。通過將活動過程中積累的一系列經驗固化下來,有效的保證了產品質量的穩定。就本案例涉及到的薄壁碗裝零件而言,可以有多種不同的成型方案,可根據企業實際選擇適合自身的方案。對于本案例,我們基于本企業多品種、小批量的生產模式,以及本企業所擁有的工藝資源,選擇了上述成型方案。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年1期)2019-03-30 01:35:32
制造技術與機床(2018年12期)2018-12-23 02:40:58
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
制造業自動化(2017年2期)2017-03-20 14:26:13
石油化工建設(2016年4期)2016-02-27 15:03:16
