變量在球體加工技術上應用
2012-08-16 06:29:10李紅偉
科技視界 2012年30期
關鍵詞:程序
李紅偉
(濟寧市玉柴發動機股份有限公司 山東 濟寧 272001)
0 前言
汽車、航天、模具等一些行業零部件復雜而且精密,數控機床在這些復雜零件的加工中起著至關重要的作用,數控加工技術也越來越受到重視。 外形復雜的零件的精度除受機床、刀具、夾具的影響外,還與數控加工程序編制的合理性與質量有很大的關系。 在此環境下,各種CAD/CAM 編程軟件層出不窮,自動編程在某些方面比較方便,但不能代替手工編程。 雖然手動編程既繁鎖又容易出錯,但是手工編程是自動編程的基礎,并且可以解決自動編程在實際生產中存在的不足。
1 宏程序及變量簡介
Fanuc 數控系統中有宏程A 和B,宏程序A 因其不能運用運算符和函數名而很少使用,而宏程序B 則可以使用變量、運算符、和函數名。
數控編程中流程的控制變量起著重要的作業,也使編程變得非常靈活。 變量按作用域分為三類:局部變量、全局變量、系統變量。 #1—#33 是局部變量, 局部變量只在本程序內起作用,;#100—#199、#500—#599 是全局變量, 在所有程序內起作用;#1000 以上是系統變量,控制機床運行的各種狀態,不能隨意修改。
數控編程中也要用到數學函數與邏輯運算,一般系統均提供以下函數與邏輯運算:絕對值函數abs(x);平方根函數sqrt(x);三角函數sin(x);cos(x);tan(x);取整函數round(x);反三角函數asin(x);acos(x);atan(x);加(+);減(-);乘(*);除(/);EQ(等于);NE(不等于);LT(小于);LE(小于等于);DT(大于);DE(大于等于)等。本文通過球體的加工來詳細說明變量、函數、邏輯運算在手工編程中的運用。
2 球體加工工藝
2.1 球面加工使用的刀具
可以使用鍵槽銑、立銑刀及球頭銑刀等。 本文采用粗加工用立銑刀,精加工用球頭銑刀。
2.2 走刀路線。 以角度為自變量水平環繞加工。
2.3 圓的參數方程
X=R*cosθ;
Y=R*sinθ;
2.4 進刀軌跡的處理。 對立銑刀加工,曲面加工是刀尖完的,當刀尖沿軌跡加工時, 刀具中心軌跡也與刀尖軌跡只相差一個刀具半徑,所以需要進行半徑補償。 如圖示:
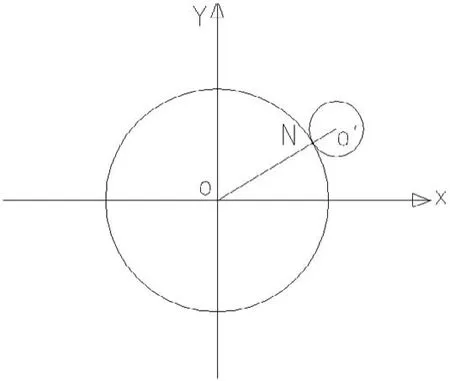
圖1 刀尖軌跡圖
3 加工流程圖
球體可以看成是由無數層圓柱組成。 現實中不可能是無數層,但我們分割的越細密,所加工精度就越高。

圖2 加工流程圖
4 編程實例
為了編程方便,工件坐標系原點與橢球體的中心重合,刀具從頂部開始加工,橢圓逐漸變大,加工程序及變量說明如下:
#1 球半徑
#10 刀具半徑
#20 某截面圓上X 坐標
#21 某截面圓上Y 坐標
#24 某截面圓半徑
#26 平面到球心距離
#100 角度變量
程序:%316
G40G49G80M49
G91G28Z0
G28X0Y0
G00X-243.942Y-413.059
M03S1400
Z-200.
M08M12
G01Z-3.19F200
G92X0Y0Z160.
#1=50.
#26=50.
#10=10
#100=0
WHILE[#26GT0]DO1
#24=#1*SQRT[1-[#26*#26]/[#1*#1]]
求某一截面上圓半徑
G10L12P1R[#10] 刀具半徑補償
G1G41X#24D01F500
G01Z#26F200
WHILE[#100LE360]DO2
#20=#24*COS[#100]
#21=#24*SIN[#100]
G90G01X#20Y#21F500
某一截面上任一點坐標
#100=#100+1 角度變量加1
END2
#100=0
IF[#26GT159.7]GOTO100
#26=#26-0.05 下一截面深度
GOTO150
N100#26=#26-0.015
N150END1
M09
G91G28Z0
G92Z0
M05
M30
將程序輸入加工中心,因分割層比較薄,如加工完整需要相當長時間,現場加工得到20mm 高度的球體時停止程序,得到加工好的小半截橢球體。加工狀態良好。如想要得到精度更高的球體,分割球體需要更薄,還可以用球頭銑刀進行精加工,本文暫不介紹。
5 結束語
用變量、邏輯運算、循環、判斷語句編程格式不一,非常靈活,編程者都應有自己的編程思想,只要充分、認真考慮問題,看似復雜形狀的零部件也可以手工編程。 編程者還應掌握相應的數據知識,對復雜的外形建立正確的數學模型。
猜你喜歡
電腦愛好者(2020年6期)2020-05-26 09:27:33
人大建設(2019年12期)2019-05-21 02:55:44
中山大學法律評論(2018年1期)2018-03-30 01:21:00
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環球時報(2017-03-30)2017-03-30 06:44:45
信息安全與通信保密(2016年3期)2016-08-23 01:23:56
山西省政法管理干部學院學報(2016年2期)2016-07-31 18:19:34
山西省政法管理干部學院學報(2016年2期)2016-07-31 18:19:25
中國衛生(2015年3期)2015-11-19 02:53:32
政治與法律(2014年11期)2014-03-01 02:20:40