校正力對V形件彎曲回彈的影響
2012-08-16 07:52:46李瑩,周睿
鍛壓裝備與制造技術 2012年6期
李 瑩,周 睿
(山東大學 工程訓練中心,山東 濟南 250002)
1 引言
沖壓件在成形過程中不但存在塑性變形,還存在彈性變形,卸載后由于彈性變形的恢復,即產生回彈現象[1]。成形后的回彈量影響著沖壓件的最終形狀,當回彈量超過允許范圍,就成為成形缺陷。回彈問題的存在會影響沖壓件的形狀尺寸精度和表面質量,以及后續的裝配等工序和焊裝件的使用可靠性。因此精確的計算給定沖壓件的回彈量大小及分布就顯得尤為重要。
對于回彈常見的研究方法有解析研究、實驗研究和有限元數值模擬研究。
Hill提出了平面應變條件下彈塑性彎曲的基本理論,推導了純彎曲條件下不考慮材料硬化的完全解,并指出中性層在彎曲過程中會發生移動[2]。F.Pourboghrat提出了一種半解析法,用于預測平面應變條件下薄板成形的回彈問題[3]。Daw-Kwei Leu提出了一種考慮板料厚向異性系數r、硬化指數n的薄板純彎曲力學模型,用于評價回彈、彎曲性和最大彎矩[4]。Thomson通過一系列試驗研究了一般鋼板、鍍鋅鋼板和鍍鋁鋅鋼板U型件的回彈及側壁扭曲情況,討論了工藝參數對回彈的影響[5]。Livatyali研究了幾何和工藝參數對直翻邊回彈的影響,并采用局部加壓校正來消除直翻邊的回彈[6]。Tan提出了一種控制V型壓彎件回彈的經驗模型,試驗利用凸模的過量位移產生V型件的過量彎曲借以補償回彈[7]。You-Min Huang利用有限元模擬方法,研究了沖壓工藝參數:如摩擦系數、凹模圓角半徑、凹凸模間隙等對 U形件卸載后最終形狀的影響[8]。趙國偉以典型的弧形彎曲件為研究對象,并運用有限元分析軟件ANSYS/LS-DYNA對不同材料、板厚、摩擦系數等因素對回彈的影響進行了分析和比較[9]。
V形件是一種典型的沖壓件,許多復雜零件的彎曲回彈問題都可以通過V形件的回彈來解釋,所以研究V形件的回彈在沖壓件回彈問題中具有很強的代表性。影響V形件回彈的因素有很多,如彎曲校正力、彎曲角、相對彎曲半徑、材料性能等,其中校正力是最重要的影響因素之一。
目前,不論是國內還是國外,雖然在研究校正彎曲力對回彈的影響方面做了大量的研究工作,但主要是通過經驗數值和簡單的計算來確定。其中校正力的經驗公式比較常用[10]:

式中:F校——校正彎曲力;
A——校正面垂直投影面積;
p——單位面積上的校正力,可查詢有關手冊。
但是,由于回彈涉及的因素較多,較為復雜,并且具體到每一個不同的沖壓條件,目前還沒有一個精確的計算公式能夠保證所有回彈量在誤差允許的范圍內。考慮到校正力對于控制回彈有重要的作用,用計算機數值模擬技術來研究校正力對回彈值的影響,另外通過實驗法來驗證數值模擬過程的可行性。為預測回彈量設計模具提供另一種思路。本文將采用數值模擬與實驗相結合的方法,研究校正力對V形件彎曲回彈的影響規律。
2 板料彎曲成形過程和回彈分析
2.1 V型件彎曲時的回彈

圖1 彎曲件回彈前后的幾何尺寸
板料的回彈,表現為彎曲件曲率變化和彎曲角的變化。如圖1所示,ρ、α、γ 分別表示回彈前板料中性層的曲率半徑、彎角和彎曲板料內表面的圓角半徑;ρ′、α′、γ′分別表示卸載后板料中性層的曲率半徑、彎角和彎曲板料內表面的圓角半徑[11]。這里定義,Δα為回彈角,那么
ΔK表示曲率的減少量,則

為簡單起見,本文僅討論校正力對角度回彈(即Δα)的影響。
2.2 彎曲變形過程
板料的彎曲可分為自由彎曲過程和校正彎曲過程[12]。自由彎曲時,由于彎曲件的成形部分在沖壓過程中不受模具的校正影響,所以卸載后回彈量較大。而校正彎曲是在板材自由彎曲的終了階段,凸模繼續下行將彎曲件壓靠在凹模上,對彎曲件的圓角和直邊進行精壓,減少了回彈的影響。
自由彎曲和校正彎曲的回彈趨勢也有很大的差異。如圖2所示,自由彎曲過程,把彎曲件的一半分成三段:圓角區OA段、直邊變形區AB和直邊不變形區BC段。OA與AB直至變形終了始終產生內閉的彎曲變形(彎曲角與彎曲半徑均減小)。所以,回彈的趨勢均為外開。如圖2b。可見,用無底凹模彎曲V形件時回彈量是比較大的。

圖2 用無底凹模彎曲V形件
如果用帶底的凹模彎曲V形件,如圖3所示,回彈情況有很大的不同。當變形到圖3a位置Ⅰ的狀態時,相當于圖2位置Ⅱ,但凹模支撐點卻沿斜面下滑了。

圖3 用帶底凹模彎曲V形件
隨著凸模繼續下壓,凹模支撐點將繼續下滑,支撐點以外的板料將開始朝反方向彎曲,如位置Ⅱ所示。這時彎曲件直邊變形區AC段呈S形,切點A與B將變形部分板料分成三段弧形:OA段、AB段和BC段。從位置Ⅱ開始,凸模繼續下壓,OA段與BC段將產生內閉的彎曲,而AB段則產生外開的彎曲,圖3a位置Ⅲ顯示了這種變形趨勢,直到完全貼膜。當彎曲件脫離模具后,OA段與BC段將產生外開回彈,而AB段則產生內閉回彈,如圖3b所示。這三段綜合作用的結果將決定彎曲件回彈后的形狀。如果OA段與BC段外開回彈量之和大于AB段內閉回彈量,彎曲件將產生正回彈。相反,則產生負回彈。
3 V形件彎曲回彈數值模擬
3.1 有限元模型的建立

圖4 V形件彎曲的三維模型

圖5 有限元模型
以濟鋼集團生產的08F鋼為研究材料,進行三維曲面造型,包括:凸模、凹模、毛坯(無壓邊成形)。板料的尺寸:長×寬×厚=120mm×45mm×1mm;凸模圓角半徑為4mm,彎曲角度為90°;凹模圓角半徑5mm,凹模開口尺寸90mm。如圖4所示。
建立有限元模型如圖5所示,采用DYNAIN的方法,進行成形及回彈的模擬。相關參數如下:
坯料厚度1.0mm,力學性能參數如表1所示,模具采用剛體材料模型,坯料采用自適應技術,采用第36號即3參數BARLAT材料模型。坯料與凹模、凸模之間的摩擦系數都是0.125。
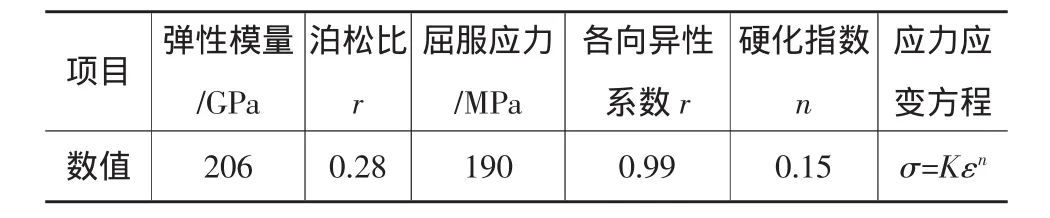
表1 材料力學性能
3.2 校正力對回彈的影響
將成形模擬后得到的DYNAIN文件,導入到DYNAFORM進行回彈模擬,利用DYNAFORM的后處理工具,可以得到z方向的回彈量。但是,如圖6所示,對于任一截面來說,由于板料在成形之前三點受力的影響導致最終卸載后直邊部分發生變形,即直邊的不同位置的回彈量不同;不同截面同一位置回彈量不同(如圖7、8所示)。所以為了提高測量精度,選取多個截面(本例選5組)進行測量,然后把得到的回彈結果取平均值,得到近似的測量結果。

圖6 板料三點受力成形過程

圖7 直邊部分角度測量
圖8 不同截面同一位置回彈量值
為了便于分析不同校正力對回彈的影響,選取多組不同校正力來進行研究,得到的回彈量與校正力的關系如表2和關系曲線如圖9所示。
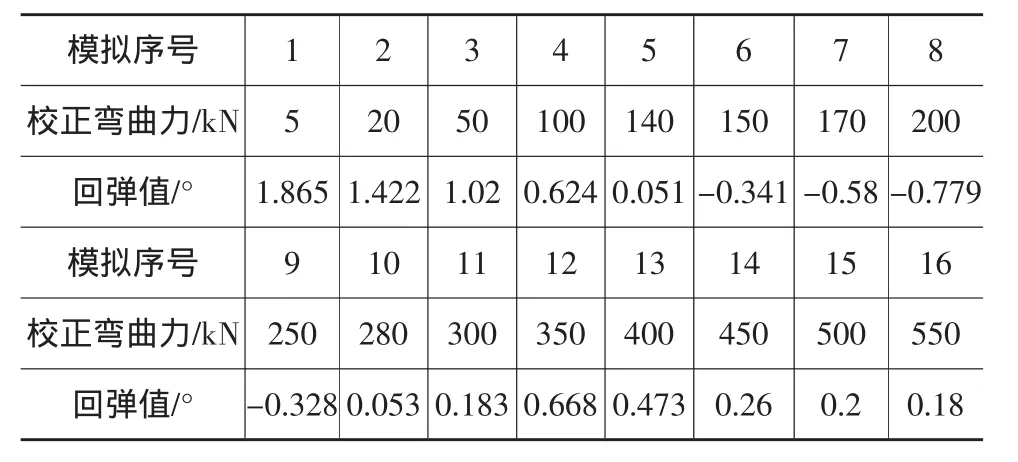
表2 校正力與回彈值對應關系

圖9 校正力與回彈值的模擬關系曲線
分析校正力-回彈曲線,在作用力較小的時候,回彈值較大,隨著力的增加,回彈逐漸減小,在150kN左右回彈值接近于零。隨后,隨著力的增加,開始出現負回彈,在200kN時負回彈最大。此后,作用力增加,負回彈減小,在280kN時回彈值再次接近于零。最后,回彈值在經過350kN時達到了一個極大值,達到極大值后,回彈又逐漸減小,并趨于恒定。
在較小的力的作用下進行校正,因為自由彎曲過程的回彈較大,所以校正力并不能很好的對直邊部分進行精壓,導致回彈量大。而校正力增加之后,板料受到凸模強烈的鐓壓,產生很大的壓應力。增加了變形區的塑性變形,也改變了切向應力的分布,切向壓應力數值增大,拉應力減小,并使切向受壓的內區向受拉的外區擴展。這樣,卸載后,受壓的內區與受拉的外區的回彈抵消,使回彈減小。
出現負回彈是因為當r/t很小時,進行校正彎曲(參考圖3),OA段的回彈量很小,幾乎為零。這時,AB段的向內的回彈量可能超過BC段的外開回彈,使整體產生負回彈。如果校正力繼續增加,使得rp區板料減薄,這樣AB段的向內回彈將受到限制,使得BC段的外開回彈超過AB段向內回彈,所以也就再次出現了正回彈。最終即使校正力繼續增大,板料的變薄程度有限,當板厚減薄約2%~5%時,回彈值就比較穩定了。
在工程中,往往是通過校正力對回彈進行控制。從經驗來講說,很多情況下都是加大校正力來減小回彈。但是對于簡單的V形件來說,根據模擬曲線,板料不但會發生正回彈,在一定條件下甚至會有負回彈,那么中間有一個過程可能回彈值會接近與零。所以,如果能夠利用計算機模擬技術來找到這個接近零回彈的校正力,這樣對控制回彈就起到了指導性作用。
4 V形件回彈過程實驗研究
通過計算機模擬,得到了校正力與回彈量之間的關系,為了能夠驗證計算機數值模擬用于回彈研究的可行性,下面將通過實驗來比較其與計算機數值模擬的理論結果。

圖10 V形彎曲模具
4.1 實驗方案
選 用 08F,材料厚度1mm,以簡單V形件為研究對象,取直角作為彎曲角度。在試驗機上進行校正彎曲,以研究校正力對回彈的影響規律。試驗模具如圖10所示。
4.2 實驗數據處理
測量每一個零件的角度值,算出每組實驗數據的平均值,即對應不同校正彎曲力的回彈角,如表3所示。

表3 校正力與回彈關系
4.3 實驗結果分析
由得到的實驗數據繪制校正力與回彈角的關系曲線,并將模擬結果繪于同一坐標中,如圖11所示。
由圖11可以看出,模擬值與實驗結果吻合良好,校正力對回彈的影響較為復雜,在校正力較小的情況下回彈比較嚴重,增加校正力可以控制回彈,但是,根據曲線來看,校正力增大到一定程度對回彈的控制有限。
5 結論
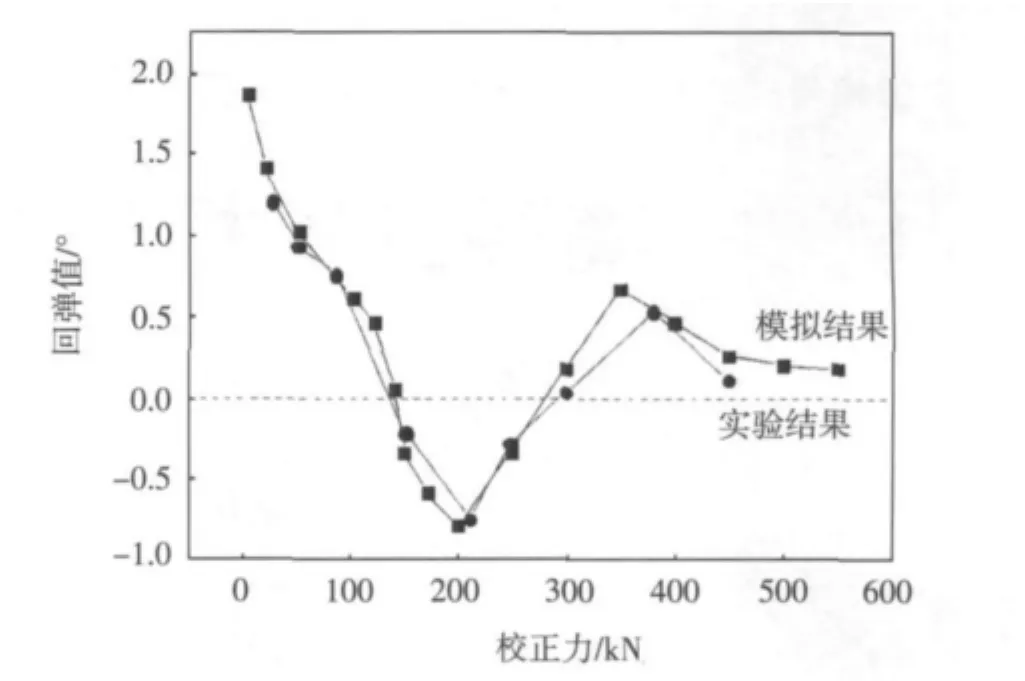
圖11 08F鋼厚度1mm模擬與實驗對比曲線
通過對V形件彎曲回彈的模擬與實驗研究可以看出,校正力對控制回彈有重要的作用。在一定范圍內,隨著校正力的增加,回彈明顯減小,但校正力并不是越大越好。當校正力在某一范圍時,會發生負回彈,隨著校正力的增加,會再次出現正回彈,但此時回彈值隨校正力的變化已不明顯。
[1]宋 黎,楊 堅,黃天澤.板料彎曲成形的回彈分析與工程控制綜述.鍛壓技術,1996,(1):18-22.
[2]R.Hill.The Mathematical Theory of Plasticity Clarendon Press.Oxford,1950.
[3]F.Pourboghrat,K.Chung,O.Richmond.Hybrid membrane/shell method for rapid estimation of springback in anisotropic sheet metals.Journal of Applied Mechanics,1998,65(3):671-684.
[4]Leu.Simplified approach for evaluating bendability and springback in plastic bending of anisotropic sheet metals.journal of Materials Processing Techlology,1997,66:9-17.
[5]Thomson P F,Kim J K.Springback and side-wall Curl of Galvanized and Galvalume steel sheet.Journal of Mechanical working Technology,1989,19:223-238.
[6]Livatyali H,Altan T.Prediction and elimination of springback in straight flanging using computer aided design methods:Part 1.Experimental investigations.Journal of Materials Processing Technology,2001,117(2):262-268.
[7]Tan Z,Pesson B,Magnusson.An empiric model for controlling springback in V-die bending of sheet metals.Journal of Materials Processing Technology,1992,34:449-455.
[8]You-Min Huang,Daw-Kwei Leu.An elasto-palstic finite element analysis of sheet metal U-bending process.Journal of Material Processing Technology,1995,48:151-157.
[9]趙國偉.板料成形回彈的數值模擬與影響因素.沖壓技術,2005,55:3-4.
[10]李碩本.沖壓工藝理論及新技術[M].機械工業出版社,2002.
[11]張鼎承.沖壓設計手冊[M].北京:機械工業出版社,1999,3.
[12]薛啟翔.沖壓模具設計制造難點與竅門[M].北京:機械工業出版社,2003-03.
猜你喜歡
體育科技文獻通報(2022年3期)2022-05-23 13:46:54
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
遼金歷史與考古(2021年0期)2021-07-29 01:06:54
當代陜西(2021年2期)2021-03-29 07:41:24
中華詩詞(2020年1期)2020-09-21 09:24:52
科技傳播(2019年22期)2020-01-14 03:06:54
民用飛機設計與研究(2019年4期)2019-05-21 07:21:24
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36