高強度鋼板熱沖壓水冷模具設計
2012-08-16 07:52:52吳秀峰王玉山趙立信
鍛壓裝備與制造技術 2012年6期
關鍵詞:優化
賀 斌,盈 亮,胡 平,吳秀峰,王玉山,趙立信
(1.大連理工大學 汽車工程學院,遼寧 大連 116024;2.濟南鑄造鍛壓機械研究所有限公司,山東 濟南 250022;3.合肥鍛壓集團,安徽 合肥 230601;4.吉林偉孚特輕量化技術股份有限公司,吉林 長春 130000)
1 引言
熱沖壓模具與冷沖壓模具的不同在于熱沖壓模具不僅要求能夠滿足零件的成形性要求,還要具有優異的冷卻能力,保證得到的零件具有良好的機械性能和尺寸精度。高強度鋼板熱沖壓模具制造是熱沖壓技術適用于批量化生產的核心技術,其作用為達到和實現板料在模具中進行成形、冷卻,達到對成形件淬火強化的目的和要求[1]。
本文針對熱沖壓過程成形和淬火兩個必須過程,結合國內外熱沖壓模具設計的研究現狀提出了高強度鋼板熱沖壓模具凸凹模圓角半徑、模具間隙、冷卻管道直徑R、冷卻管道間距D、冷卻管道與模具表面的距離H等參數的設計原則,并對熱沖壓水冷模具冷卻管道位置參數RDH的優化方法進行了相關論述。
2 熱沖壓模具研究現狀
歐美國家的熱成形技術起步較早,關于熱沖壓模具設計的一些基本參數已經比較完善,如凸凹模圓角半徑、模具間隙、水道位置參數等,但由于涉及商業機密且對國內完全技術保密,目前國內還未能夠完全掌握熱沖壓模具的設計制造原則。熱沖壓模具設計基于傳統熱鍛模具與冷沖壓模具的設計方法和原則進行開發,如模具材料選擇、圓角半徑設計及表面光潔度等。熱沖壓水冷模具設計關鍵在于其是否具有高效合理的冷卻系統。國內如同濟大學采用解析法與計算機數值模擬相結合的方法,分析了冷卻水流速度對模具向支撐柱和向水流傳熱的熱流密度的影響[2],進而獲得基于模具的冷卻水的臨界水流速度,但該類型模具并不適用于大規模批量化的熱沖壓生產線使用,無法為實際生產提供有力支撐。通過對連續自動化生產需求的熱沖壓模具工況進行分析,掌握適用于批量化生產的熱沖壓模具的設計制造原則,是提升國內熱沖壓裝備制造業生產能力的當務之急。
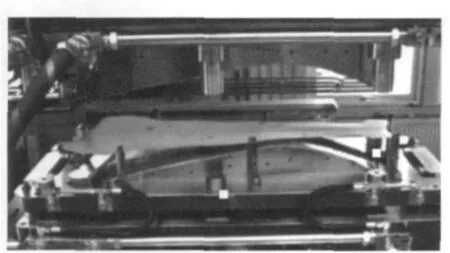
圖1 大規模熱沖壓生產水冷模具
3 工業化熱沖壓模具設計方法
開發適用于工業化生產的熱沖壓水冷模具,首先應針對實際加工狀態進行熱沖壓模具材料的選擇;其次,從成形而言,需要確定凸凹模圓角半徑和模具間隙,從淬火性能實現而言,需要獲得優化的具備水道RDH相應的參數值,以保證沖壓冷卻的均勻性和冷卻效率實現。
3.1 熱沖壓水冷模具材料選擇
熱沖壓模具材料是決定產品質量和模具壽命的關鍵因素。選擇熱沖壓模具材料的主要指標是其熱力學性能。熱沖壓模具主要通過模具工作表面與板料的接觸傳熱帶走熱量,實現對零件的淬火。模具材料熱力學性能越好,板料與模具的換熱性能就越好,同時保證模具的抗熱疲勞性、抗熱磨損性能。因此,模具材料首先必須具備良好的導熱能力,以確保鋼板與模具之間的快速傳熱,實現良好的冷卻功能。其次,由于模具在冷熱循環交替的工況下服役,因此模具材料必須具有良好的熱機械性能、高的耐磨性,以保證在工作時模具尺寸精度穩定,表面硬度良好,能夠承受板料劇烈熱摩擦和堅硬氧化皮帶來的磨損。而且,由于需要在模具內設置冷卻系統,模具材料還需要具有良好的耐銹蝕性,保證冷卻管道內壁不會被冷卻介質銹蝕堵塞,甚至出現熱疲勞裂紋。
我國傳統熱作模具鋼主要包括5CrMnMo、5CrNiMo和3Cr2W8V三個鋼號。國外較有代表性的有瑞典的QR090M、日本的QDH、德國的GS-999等,這些鋼都具有較高的高溫性能和冷熱疲勞性能。此外,我國也自主研發了 HM1、Y4、Y10、HD 等代表性鋼種。這些材料都可以作為熱沖壓模具材料的選擇,實際生產中根據具體工藝,綜合考慮壓力、溫度及成本等因素決定最優選擇[3]。
3.2 熱成形水冷模具成形性能要求
3.2.1 凸凹模半徑的選擇

圖2 熱沖壓模具凸凹模圓角示意圖
模具的凸凹模圓角半徑的大小是能否獲得合格拉深件的關鍵影響因素。拉裂是冷沖壓件的常見缺陷,在熱沖壓中由于存在熱應力,產生拉裂缺陷的趨勢會更加明顯。凸模圓角半徑過小會使板料的垂直部分與底部的過渡區的彎曲變形過大,削弱了危險斷面的強度。而凹模圓角半徑越小,板料側壁傳力區承受的拉應力就越大,這兩種情況都會使拉深系數變大,增大板料的變形阻力,導致板料與模具之間的劇烈熱摩擦,從而導致產品表面質量下降和模具壽命降低。若加大凸凹模圓角半徑,雖然可以降低板料變形阻力和極限拉伸系數,提高了拉伸件的質量,減小拉深件的壁部變薄程度,但是板料會由于過早脫離模具而引起拉深件起皺。
然而,由于受到模具實際形狀的限制,凸凹模圓角半徑必須控制在一定范圍內。因此在確定凸凹模半徑時必須綜合產品的變形特點、拉延筋設置等因素進行考慮。此外,板厚也會影響對凸凹模圓角半徑的選取,板料越厚取值應該越大。
3.2.2 凸凹模間隙的確定
圖3 熱沖壓模具凸凹模間隙示意圖
凸凹模間隙對拉深力、零件質量、模具壽命以及模具的冷卻效果等有很大影響。熱沖壓模具在選取凸凹模間隙的時候要綜合考慮各方面因素合理選取。
在設計凸凹模間隙時一般應該考慮以下因素:①板料與模具之間的熱摩擦。板料與模具之間的熱摩擦會影響板料的流動阻力、零件的表面質量和成形精度,以及模具的壽命。②板料與模具之間的接觸狀況。二者之間的接觸狀況主要影響傳熱。凸凹模間隙大,板料與模具之間的接觸不良,影響零件的冷卻效果。
綜上,模具間隙過大會影響零件尺寸精度、冷卻效果,且制件易起皺。間隙過小會增加熱摩擦阻力,使板料容易被拉裂,且易刮傷模具表面,降低模具壽命。因此凸凹模間隙的確定非常重要,既要考慮板厚的公差,又要考慮板料在拉深過程中的增厚或減薄,同時還要根據拉深時是否采用壓邊圈、零件尺寸精度、表面粗糙度等要求綜合確定。
3.3 熱成形水冷模具淬火性能要求
熱沖壓模具內部沒有冷卻回路時,在連續節拍生產過程中,模面溫度始終保持在200℃以上,而實際生產時要求模面溫度必須低于200℃才能得到合格的高強度零件[4],所以工業生產中,熱沖壓模具內部必須設計冷卻回路,而且要對冷卻系統RDH進行優化,實現最佳冷卻效果。
3.3.1 冷卻系統設計要求
熱沖壓模具的設計要求有以下幾個方面[5-6]:①冷卻速率:確保板料降溫速率滿足固體淬火條件,即高強度鋼板的冷卻速率必須達到或高于27℃/s,使高溫鋼板迅速冷卻再結晶,形成高強度的板條狀馬氏體組織。②冷卻均勻性:模具表面的溫差導致鋼板不同位置存在溫差,會造成板料組織不均勻,硬度分布不均勻,因此,要求模具型腔表面溫差控制在一定范圍內,保證零件質量。③傳熱穩定性:連續沖壓時,模具溫度會不斷上升,與板料溫差不斷減小,無法達到淬火的相當效果。所以每次熱沖壓后必須保證模具儲存的熱量可以被冷卻系統迅速帶走,確保每次沖壓前模具初始條件相同,從而確保下次沖壓質量、使產品質量穩定。④強度:模具內部設有冷卻系統,所以模具工作零部件在沖壓過程中產生的應力應小于其許用應力。
上述幾個方面既是模具設計的要求也是模具仿真優化時的評價標準。
3.3.2 水冷管道RDH的確定
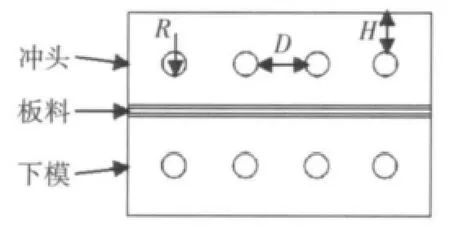
圖4 平板實驗模型
在熱成形模具冷卻系統中,水冷管道尺寸參數對模具降溫、板料成形及淬火等起到至關重要的作用。冷卻管道布局不僅是單根管道的走向和直徑,還應考慮管道之間布局搭配對冷卻性能的影響。水冷管道主要包括三個尺寸參數,即管道半徑R,管道之間距離D和管道距模面的距離H。目前,國內關于熱成形模具水冷管道RDH進行的研究較少。通過建立平板實驗模型,以板料冷卻速率和淬火完成后模面溫度分布的均勻性為評價標準,探索了水道RDH對模具溫度的影響。
由圖5可以看出,按照模具設計與制造工藝的經驗對RDH取一定范圍內的數值時,這三個參數對穩定后模具最高溫度影響的趨勢相同。隨著RDH參數的增加,模面最高溫度都有增加的趨勢,說明在合理范圍內,RDH參數取值越大,越不利于水冷管道中的冷卻水將模面溫度帶走,連續熱沖壓時,模具壽命將會隨著RDH的增大而降低。
而且,從圖中也可以看出,H值對模具表面溫度影響最大,而R和D的影響比較弱,所以設計熱沖壓模具時,要充分考慮H值對冷卻及模具壽命的影響。
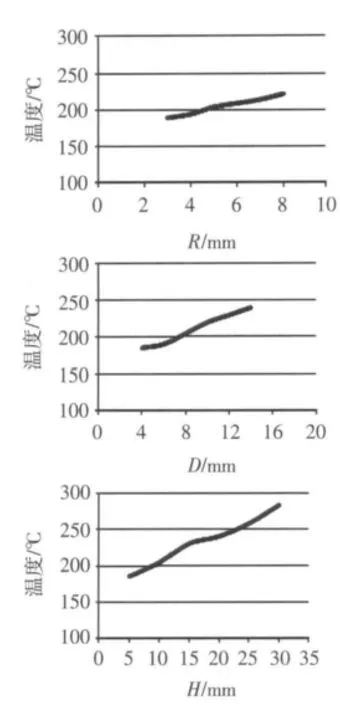
圖5 RDH值對穩定后模具最高溫度的影響
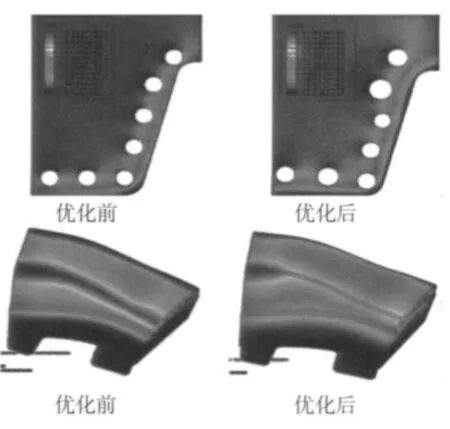
圖6 實際模具優化前后溫度分布
3.3.3 RDH優化方法應用實例
實際模具通常比較復雜,含有較多復雜曲面,所以水道的設計方式及RDH參數的選取不能僅僅根據簡單模具得到的規律,而應該充分利用計算機優化軟件對RDH參數進行優化。
選取實際模型的截面為例,利用計算機優化軟件對其水道RDH優化前后的溫度分布如圖6所示。
由圖6可知,利用計算機優化軟件對模具RDH進行優化后,模具表面溫度分布得到了明顯的改善。而且可以看出,最優設計中,管道直徑也不是一個恒定值,而是根據型面調整變化的。對優化后的模具進行熱沖壓淬火實驗,模具的最高溫度降低了約30℃,模具表面的平均溫度也降低了62.5℃,溫度更加趨于均勻。利用優化軟件可以有效地設計模具冷卻系統,并達到良好的使用效果。
4 結論
(1)熱力學性能是選擇熱沖壓模具材料的重要依據。實際生產中應根據具體工藝,綜合考慮壓力、溫度及成本等因素決定最優選擇。
(2)在合理范圍內,RDH參數取值越大,越不利于水冷管道中的冷卻水將模面溫度帶走,連續熱沖壓時,模具壽命將會隨著RDH的增大而降低。
(3)對于不同的外形輪廓的模具需要制定不同的RDH設計優化方案,開發適用于大多數熱沖壓模具水冷系統RDH設計優化的虛擬樣機將成為今后研究的主流方向。
[1]馬 寧,胡 平,郭 威.高強度鋼板熱成形成套技術及裝備[J].制造技術與材料,2009,45(5).
[2]王立影,林建平,朱巧紅,等.熱沖壓成形模具冷卻系統臨界水流速度研究[J].機械設計,2008,25(4).
[3]李 勇,左秀榮,等.國內外熱作模具鋼的研究進展[J].特殊鋼,2010,31(3).
[4]Hoffmann,H;So,H;Steinbeiss,H.Design of hot stamping tools with cooling system.Annals of the CIRP,2007,56:269-272.
[5]朱 超.超高強度鋼板的熱沖壓成形模具設計及優化[D].吉林大學:材料科學與工程學院,2010,5(8):39.
[6]周 杰,趙 軍,等.工藝參數對熱鍛模表層溫度的影響模擬分析[J].鍛壓裝備與制造技術,2005,1:85-87.
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
能源工程(2022年1期)2022-03-29 01:06:28
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化(高中版.高考數學)(2021年12期)2021-03-08 01:28:50
今日農業(2020年16期)2020-12-14 15:04:59
消費導刊(2018年8期)2018-05-25 13:20:08
家庭影院技術(2018年4期)2018-05-09 07:07:41
電子制作(2017年20期)2017-04-26 06:57:45