基于PROFIBUS的柔性生產線系統
2012-08-16 01:10:22易銘
長春工業大學學報 2012年4期
易 銘
(佛山職業技術學院,廣東 佛山 528137)
0 引 言
柔性生產線是一種技術復雜、高度自動化的系統,它具有產品生產周期短、產品質量高等一系列優點。而現場總線技術被譽為自動化領域的計算機局域網,是當今自動化領域技術發展的熱點之一[1-2]。用于過程自動化、制造自動化、樓宇自動化等領域的現場智能設備互聯通訊網絡。文中介紹以西門子PLC為控制器,基于PROFIBUS總線技術的柔性生產線系統,采用模塊化設計構造,根據組合設計不同模塊,構成各種不同形式的具有物料流和信息流的模塊化柔性系統。
1 自動控制總體方案
根據系統總體控制要求,基于PROFIBUS的柔性生產線系統如圖1所示。
該系統分為主站和從站,主站決定總線的數據通信,從站接收信息以及向主站發出請求時發出信息。系統通過兩種總線PROFIBUS和工業以太網都可以完成與每個分站的通訊功能,以太網總線更可以將PLC與多臺PC連接在統一的網絡中,這樣任何一臺PC機均可以訪問到任何一臺PLC,完成編程調試、軟件下載等功能。本設計被控對象包括數字量、模擬量,且分布在不同的站點上,而用PROFIBUS現場總線將單個分散的測量控制設備變成網絡節點,把它們聯成可以相互溝通消息,共同完成控制任務。基于PROFIBUS柔性生產線系統與INDUSTRIAL ETHERNET技術相結合,使控制系統網絡和INDUSTRIAL ETHERNET網絡互連,從而實現現場控制信息共享。
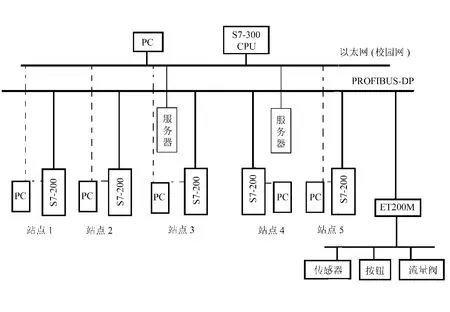
圖1 總體控制系統圖
本系統選用全集成自動化西門子公司的S7-300作為主站控制器,選用S7-200CPU226作為從站,有5個工作從站(5個單元),分別是上料單元、沖壓單元、檢測單元、組裝單元和存儲單元。并且每個從站配備EM277以及工業以太網模塊CP243-1,這樣的配置使得S7-300與S7-200之間可以相互通訊,也可以使S7-200獨立工作,自主編程,在自己控制的子系統內起到控制的作用。同時,通過 EM277PROFIBUS-DP,可將S7-200連接PROFIBUS網絡,構成集成網絡系統。那么整個通信網絡采用了工業以太網(INDUSTRIAL ETHERNET)和PROFIBUS-DP現場總線,主站和從站之間以及從站與從站之間可以相互通訊。連接各站點的現場設備,包括分散式I/O、傳感器、驅動器、執行機構、開關設備等。I/O遠程控制站ET200M可以對開關量和模擬量進行控制,模擬量主要包括溫度傳感器、壓力傳感器、流量閥開度等。另外,完成現場設備控制及設備間連鎖控制,如生產線上各站點設備之間的連鎖控制。
2 步進電機的PLC控制[3]
5個工作站中轉盤轉動、傳動臂伸縮、X軸方向移動、Z軸方向移動均采用步進電機驅動。用PLC控制步進電機,實際上是通過PLC控制步進電機驅動器來實現控制步進電機的轉動。驅動器使步進電機旋轉一步距角,步進電機的轉速與脈沖信號的頻率成正比,所以,控制步進脈沖信號的頻率就可以對電機精確地調速,控制步進脈沖的個數,以對電機精確定位。
PLC控制步進電動機原理圖如圖2所示。
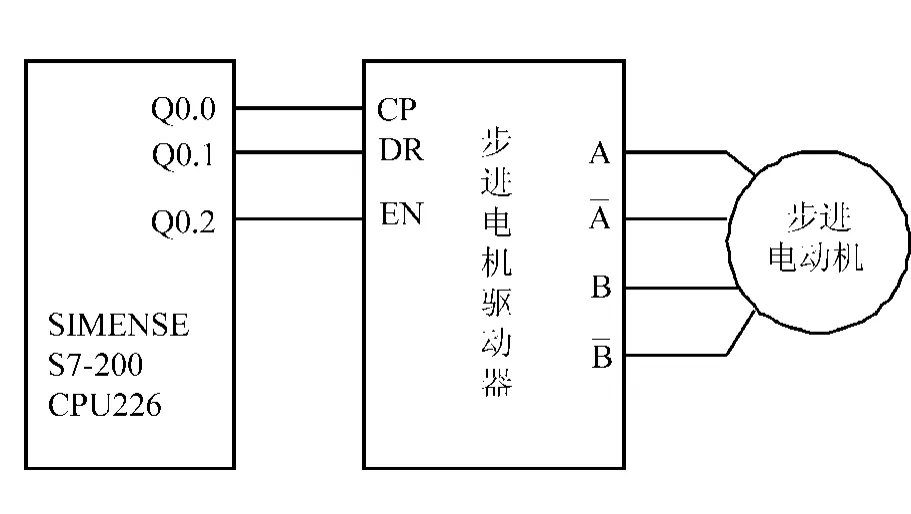
圖2 PLC控制步進電動機原理圖
本系統選用電機驅動器Q2HB44MC和Q2HB68MC等角度恒力矩細分型驅動器,驅動電壓DC24-80V,適配6或8出線電流在6A以下,外徑57~86mm的各種型號的二相混合式步進電機。驅動器設有12/8檔等角度恒力矩細分,最高200細分,最高反應頻率可200kpps,步進脈沖停止超過100ms時,線圈電流自動減半雙極恒流斬波方式。步進電機驅動器一端提供與PLC相連的轉速信號(CP),方向控制信號(DR)和啟動信號(EN)的接口,一端提供與步進電機相線相連的驅動接口。CP為接收驅動步進電機運轉的脈沖信號,DR為接收控制步進電機運轉方向的控制信號;EN為接收控制步進電機運轉的使能控制信號。西門子S7-200PLC(CPU226),Q0.0可以輸出脈寬可調的高速脈沖,給步進電機提供脈沖信號,步進電機驅動器的DIR和EN端可以連接到CPU226的兩個普通輸出端。
步進電機接收的脈沖由PLC的高速脈沖發生器產生,由Q0.0輸出。以1.80的電機為例,如果細分數是2,則電機轉一圈需要400個脈沖。在PLC的控制程序中,使用到特殊標志位存儲器SM,在此控制中使用的部分SM功能見表1。
3 控制系統通訊
本系統采用二層網絡相互通訊。以太網(校園網)作為管理層,即IEC802.3TCP/IP的通信協議標準,管理層工作站通過集線器與5個從站管理網連接,將數據送到管理層。5個工作站通過工業以太網模塊CP243-1,將S7-200系統連接到工業以太網(IE)中[4-6]。
第二層網絡是PROFIBUS-DP網絡,5個工作站各自配備 S7-200CPU226,網絡模塊EM 277,5個主站點之間通過CP243-1通訊處理模塊以PROFIBU總線進行信息交互,通訊介質為西門子專用PROFIBUS屏蔽紫色線。PROFIBUS網絡經過其DP通信端口,連接到EM 277 PROFIBUS-DP模塊。每個工作站連于PROFIBUS-DP,EM 277經過串行I/O總線連接到S7-200CPU。
網絡組態主要是確定各個接點的地址以及網絡的通訊速率等。使用網絡模塊EM 277需要設置DP地址、硬件組態地址和EM 277模塊上實際設置的硬件地址要相符合[7-8],否則通訊發生錯誤。本系統中上料單元DP地址為4,沖壓單元DP地址為5,檢測單元DP地址為6,組裝單元DP地址為7,存儲單元DP地址為8。
控制過程和網絡通訊中,PLC采用循環掃描的方式進行工作,程序執行中所產生的中間暫存信息和數據通過PROFIBUS網絡通訊程序經網絡傳送至各個站點,實現對現場設備的自動控制。實現信息管理、數據交換、系統運行狀態的顯示,完成運行參數監視、故障報警、調試運行等功能。
4 硬件組態和程序設計
主控制器S7-300的硬件組態、總線參數設置和PLC程序的編寫都通過STEP7軟件設計開發而成。硬件組態工作在工控組態軟件WinCC中完成,WinCC可以提供各種PLC的驅動軟件。STEP7軟件硬件組態主要分為兩個大步驟:首先對上位機進行相應的參數設置,包括通訊端口、傳輸速率等;然后根據系統實際配置對S7-300進行硬件組態,雙擊SIMATIC Manager圖標,打開STEP7主畫面,將SIMATIC 300\RACK-300機架拖入,在空機架的第1槽裝入PS電源、第2槽裝入 CPU 和設置PROFIBUS-DP網絡,選擇TRANSMISSION RATE 為 1.5Mbps,PROFILE為DP,DP網絡設置成功后,空出第3槽,從第4槽開始設置IM153通訊卡、添加DI\DO\AI\AO、通信處理器CP等,按其實際配置類型和物理地址進行組態。此處主控制器S7-300 CPU313C-2DP的DP地址為2,SIMATIC ET2OOM的DP地址為1,SIEMENS MICROMASTER的DP地址為3,SIMATIC PANEL的DP地址為10,CPU選擇分配地址默認為2,通訊卡設置DP地址默認為1,輸入輸出通道定義電流4~20MA,電壓為0~5V。ET200M(PROFIBUS-DP)通訊硬件組態如圖3所示。
依次完成各PLC的組態后,STEP7V5.0基本軟件是用于SIMATIC S7系列PLC的標準工具,程序設計采用結構化編程,應用組織塊(OB)、功能塊(FB)、功能(FC)及數據塊(DB)組成控制系統程序[4]。各個站點S7-200CPU226采用S7-200編程軟件實現編程。下面給出上料單元程序控制框圖,如圖4所示。
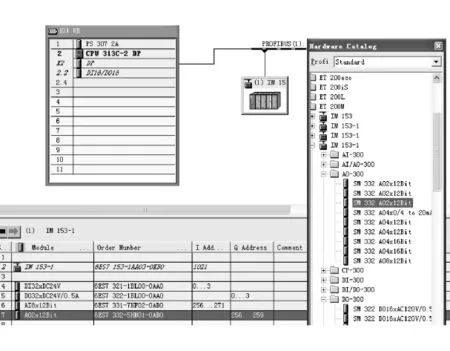
圖3 ET200M(PROFIBUS-DP)通訊硬件組態
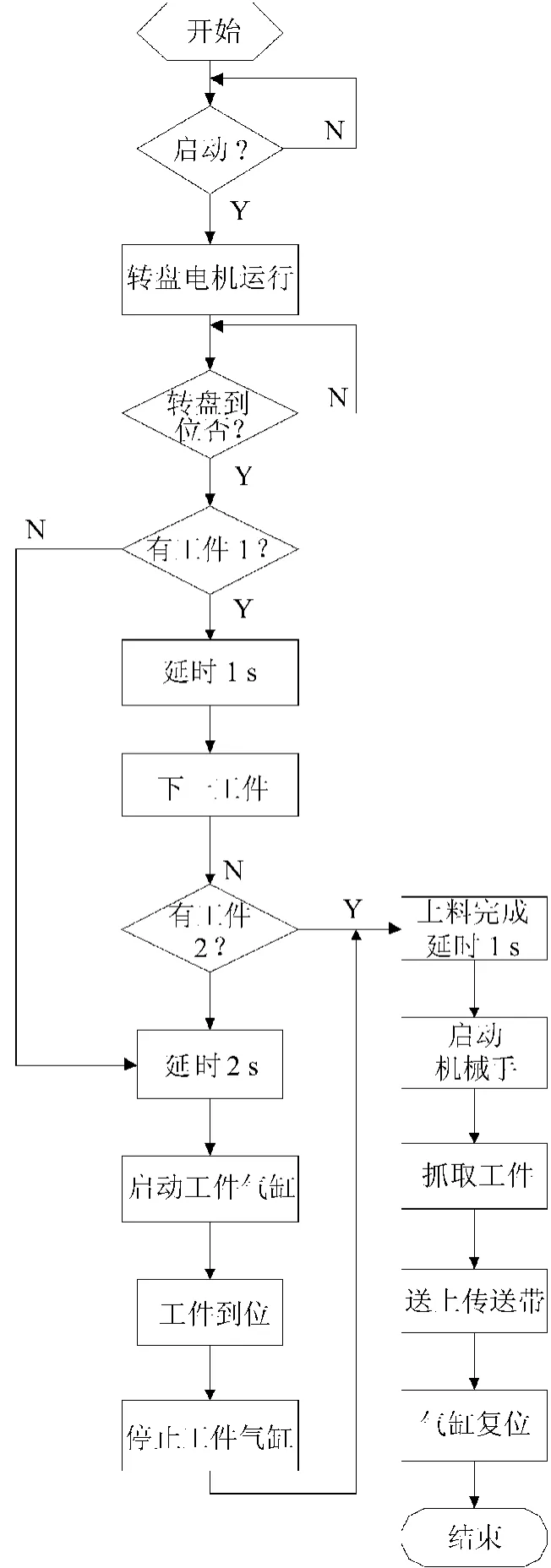
圖4 上料單元程序控制框圖
關鍵問題之一,機械手復位及定位程序中部分主程序段、復位脈沖子程序、定位脈沖子程序組成如圖5所示。
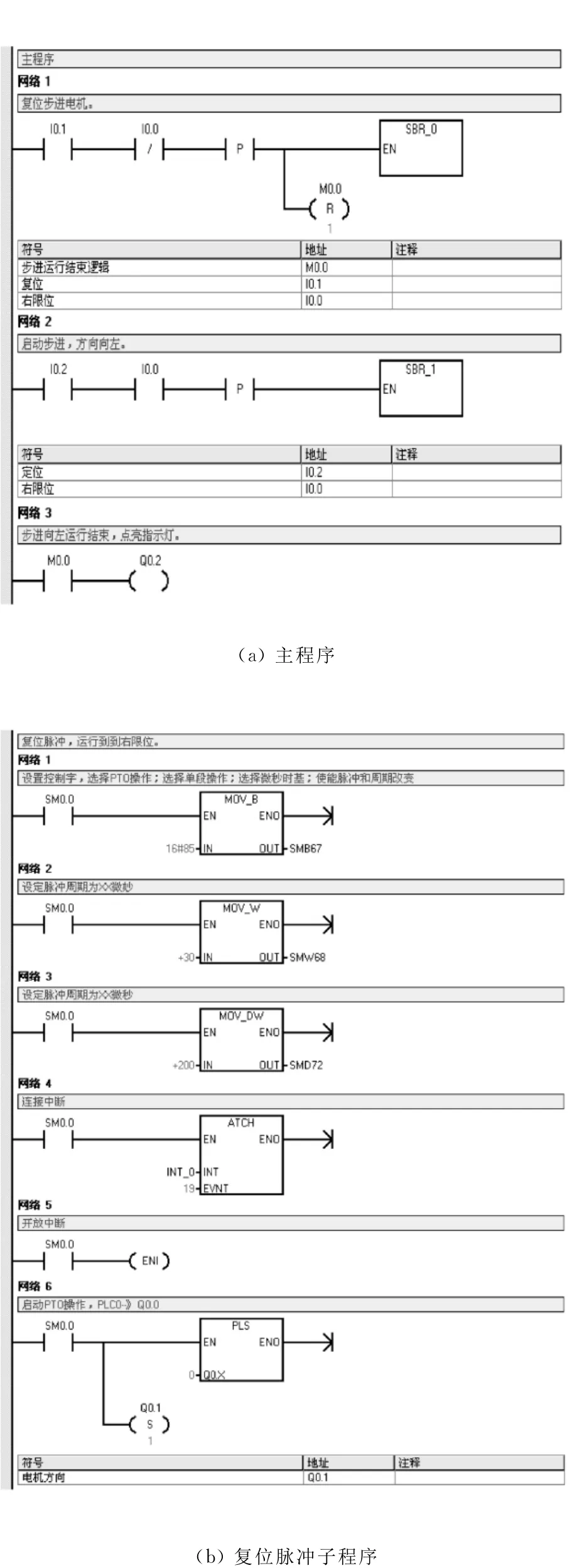
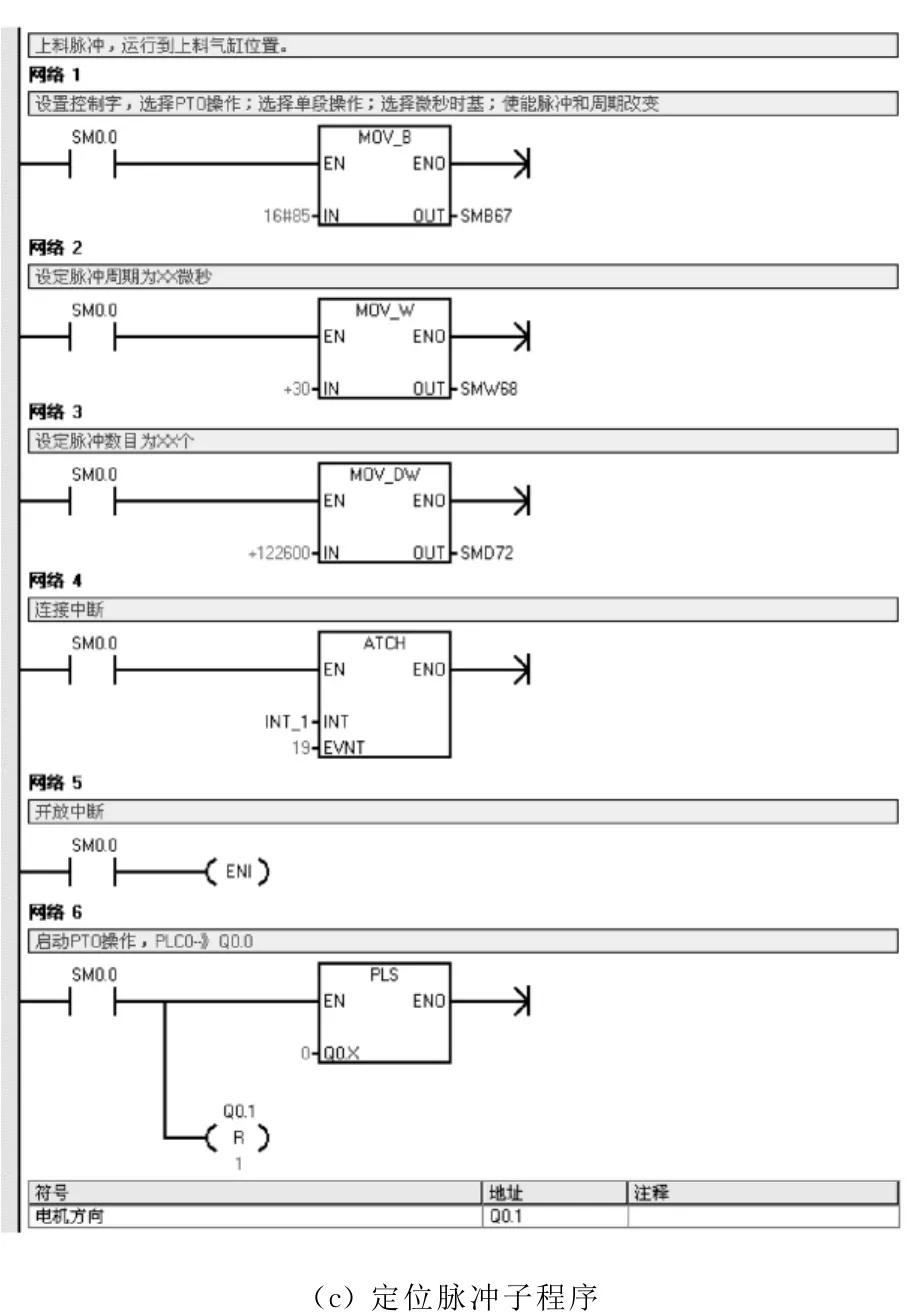
圖5 機械手部分復位及定位程序
5 結 語
柔性生產線控制系統采用PROFIBUS現場總線技術與PLC控制技術相結合,技術先進,操作靈活。通過現場總線的集成網絡,主站和從站之間可以信息共享,主站還可以對從站進行監控,了解現場的實時數據與狀態。
[1]劉美俊.西門子 S7-300/400PLC 應用技術與實例[M].北京:電子工業出版社,2009.
[2]孫樹文,楊建武,李屹,等.PROFIBUS-DP總線在氣動物流生產線中的應用[J].制造業自動化,2008(6):38-40.
[3]王淑芳.電機驅動技術[M].北京:科學出版社,2008:211-213.
[4]何曉峰,陳夕松.西門子S7-300PLC在磨礦控制系統中應用[J].自動化技術與應用,2005(12):56-58.
[5]李祥陽,嚴潔.PLC在FMS工件自動搬運生產線上的應用[J].電氣制造,2009(7):64-65.
[6]許洪華.現場總線與工業以太網技術[M].北京:電子工業出版社,2007.
[7]戚玉強,唐培林.基于PROFIBUS總線技術的MPS系統及其組態控制[J].長春工業大學學報:自然科學版,2009,30(5):540-545.
[8]蔡錦達,黃樹根,尤黔林,等.雙PLC技術在多軸運動控制中的應用[J].電氣傳動,2012(5):42-45.
