熱軋窄帶鋼常見質量問題及預防措施
2012-08-22 06:28:48王念新梁粉玲
科技視界 2012年24期
王念新 梁粉玲
(焦作市焦西工業(yè)有限責任公司 河南 焦作 454000)
0 前言
熱軋窄帶鋼主要用于焊管生產、冷軋生產、異型管材深加工的原料,帶鋼的質量直接影響到下游產品生產的質量和成品,因此做好帶鋼產品質量至關重要。我廠使用的牌號主要是碳素結構鋼Q195、Q215、Q235等低碳鋼,通過對生產過程中常見質量問題進行分析,提出原因,提出解決這些問題的具體措施和方法,提高帶鋼合格率具有現(xiàn)實意義。
1 生產工藝流程
我廠采用3/4連軋生產線,工藝流程如圖1所示:

圖1
軋機布置形式:粗軋采用并列式二部軋機。一部軋機經升降臺來回過鋼6次,后經移鋼機進入二部軋機然后進入精軋。精軋有一部立軋,3部二輥平軋,3部四輥平軋。4個活套。
軋機布置見圖2所示:
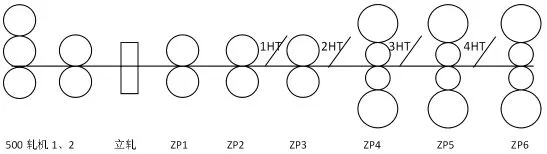
圖2
2 主要存在質量問題
2.1 帶鋼同條差過大。同條超寬(超窄)或寬窄不穩(wěn)是帶鋼生產中最常見、最主要的問題,影響帶鋼寬窄不穩(wěn)的因素主要有:
2.1.1 溫度不均
由于加熱爐生產能力小,生產一段時間以后,鋼溫就會降低,粗軋和立軋的軋制力就會增加,立軋的彈跳增加,帶鋼寬度增加,就會產生頭部窄,尾部寬的現(xiàn)象。還有爐荕水管水冷造成局部鋼溫較低,帶鋼同條就會發(fā)生寬窄變化。這時可以采用停車加溫會放慢軋制節(jié)奏的辦法,避免帶鋼同條差超標。
2.1.2 粗軋來料不穩(wěn)
粗軋的來料寬度直接影響立軋的壓下量,來料太窄,立軋壓下量太小,形成帶鋼寬窄不均。來料太寬,立軋彈跳量增加,帶鋼寬度就會增加。 形成粗軋來料不穩(wěn)的主要原因有:軋輥磨損嚴重,孔型變化大,這時要更換軋輥;溫度變化,鋼溫變化,在粗軋就會形成寬窄不均;進口導衛(wèi)太寬或進出口導衛(wèi)不照,在粗軋6道出口處形成彎頭,寬度增加。
2.1.3 精軋出現(xiàn)拉鋼
精軋連軋機組要連續(xù)正常軋制,必須保證各機架秒流量相等,避免個別機架出現(xiàn)拉鋼現(xiàn)象,造成機架間的張力增加,使帶鋼寬度變小。預防措施,注意各個活套的高度保持在一定的高度,一平和二平之間要保證有弧度。
2.1.4 立輥中嵌鑲鐵塊
由于立輥輥槽較窄,軋槽內容易嵌入鐵塊,造成帶鋼周期性月牙形較窄,同條差超標,因此要經常注意檢查立輥立槽是否存在鑲嵌鐵塊現(xiàn)象。
2.2 帶鋼厚度超標
帶鋼厚度一般比較好控制,檢驗人員要經常測量,比較容易避免厚度公差超標。主要影響原因有:
2.2.1 軋輥磨損嚴重
同一架軋輥軋制量太大,過鋼表面就會形成凹槽,使輥縫發(fā)生變化,從而影響帶鋼厚度。因此要及時掌握軋輥磨損情況,及時更換軋輥。
2.2.2 壓下量過大
特別是6平軋機壓下量不能過大,控制在0.5-1mm之間,壓下量過大時,帶鋼的厚度因鋼溫變化而產生波動時,很難控制。
2.2.3 軋機磨削精度差
軋輥在磨削時,容易產生輥徑錐度公差和輥面橢圓度不合,使軋輥輥縫發(fā)生周期性變化,從而使帶鋼厚度呈周期性變化,引起厚度超標。因此要對軋輥的加工精度進行嚴格控制。
2.2.4 鋼坯頭尾溫差過大。頭尾溫差過大容易造成前面厚度薄,后面厚。形成原因一是軋制線速度低,過鋼慢,二是爐內溫度不均。
2.3 帶鋼形成鉤頭和翹頭
帶鋼在精軋出容易產生鉤頭和翹頭,給一架軋機造成進口穿帶困難,造成堆鋼。主要原因有:
2.3.1 軋輥裝配不當
半連續(xù)軋機全部采用上壓力軋制,即上輥的直徑大于下輥直徑,由于上輥直徑大,線速度大于下輥線速度,帶鋼有往下的趨勢,使帶鋼貼著下導衛(wèi)前行,有利于穿帶,精軋上下輥直徑差控制在1-5mm之間。當出現(xiàn)鉤頭或翹頭時,要檢查上下輥直徑的配比。
2.3.2 壓下量太大
壓下量太大時,就會產生翹頭和鉤頭現(xiàn)象,可適當調整壓下量,使各道次壓下量均勻,保證各架電機電流基本相當。
2.3.3 軋制線不在同一直線
軋制線過低,就會引起軋件翹頭,軋制線的高度要與輥縫中心重合。換輥時,如遇工作輥或支承輥直徑小,要在下支撐輥下部墊支撐墊片以便調整軋制線高度。
2.4 帶鋼鐮刀灣和波浪
帶鋼長度方向在水平面上向一邊彎曲稱鐮刀灣。在帶鋼平面垂直方向呈高低起伏的狀態(tài)成為波浪。產生的主要原因有:
2.4.1 輥縫調整不當,軋件兩側壓下量不均,使軋件間輥縫大的一邊彎曲。要調整左右壓下,使兩邊輥縫相同。
2.4.2 鋼坯陰陽面。當加熱爐鋼溫不均勻時就會形成陰陽面,在粗軋翻鋼不正確,陰面就在帶鋼一側,帶鋼兩側溫度不一樣,帶鋼就會向較低的陰面彎曲,形成鐮刀灣。
2.4.3 軋輥局部磨損
軋輥表面產生的局部粗糙,就會在相對位置發(fā)生軋件彎曲,呈周期性波浪形。這是由于軋輥粗糙部分軋機易延伸,若粗糙處在輥身中部,則形成中間波浪,若在兩側,則形成兩邊波浪。
2.4.4 軋輥軸向竄動
軋輥的軸向竄動引起軋輥縫隙發(fā)生變化產生波浪形,造成軋輥軸向竄動的原因有:機架軸承座處間隙過大,產生擺動;輥縫兩邊不一樣,產生軸向力,形成竄動;工作輥墊皮兩邊厚薄不一樣,形成壓力不一樣,造成竄動。
2.4.5 進口導衛(wèi)間隙過大
軋件在進口處形成左右擺動,使軋件不在軋槽內,帶鋼兩邊厚薄發(fā)生變化,產生鐮刀灣或波浪形。
2.5 帶鋼表面質量
2.5.1 帶鋼表面裂紋會突起
由于軋輥表面出現(xiàn)水紋或軋制過程中掉塊,在帶鋼表面就會出現(xiàn)紋狀或突起現(xiàn)象,造成表面質量問題。
2.5.2 帶鋼表面魚鱗狀
(1)粗軋軋輥或1-3平軋輥出現(xiàn)局部掉塊,軋件在此處形成部分突起,在后道軋輥處又軋平后,形成魚鱗狀起皮。
(2)氧化鐵皮壓入帶鋼表面,形成魚鱗狀起皮或麻點。
2.5.3 帶鋼表面裂邊或兩邊毛刺
(1)出現(xiàn)這種現(xiàn)象的主要原因是鋼坯四周氣孔形成的,由于氣孔離鋼坯外表皮很近,很疏松,在軋制時,疏松部分 出現(xiàn)裂邊或毛刺。
(2)鋼坯過燒。鋼坯過燒后外表面形成氧化,材質發(fā)生變化,出現(xiàn)疏松,形成毛刺或裂邊。
(3)粗軋部位2道或3道導衛(wèi)磨損嚴重,軋件上輥環(huán)處,使軋件出現(xiàn)耳邊,經過后序軋機軋制后,形成毛刺。
3 結束語
通過對帶鋼生產過程中經常出現(xiàn)的質量問題進行原因分析,并提出解決和預防措施,在生產中取得了較好的效果,經實踐證明,這些理論和辦法,對提高產品質量,提高產品合格率取得了較好的效果。
[1][美]V.B.金茲伯格.板帶軋制工藝學[M].馬東清,等,譯.
[2]趙家駿,編著.熱軋帶鋼生產知識問答[M].冶金工業(yè)出版社.
[3]冶金工業(yè)部工人視聽教材編輯部.板帶鋼生產[M].
