圓周孔系的數控編程方法研究
2012-08-22 07:34:14劉振超
制造業自動化 2012年23期
關鍵詞:程序
劉振超
(柳州鐵道職業技術學院,柳州 545007)
0 引言
圓周孔系在端蓋、法蘭、箱體等零件中是非常常見的,傳統的加工方法是利用鉆模在普通鉆床上加工,但工人勞動強度大、工序分散效率相對較低。隨著數控機床的普及,由于其勞動強度低、工序集中、效率高、操作方便靈活的特點,越來越多的孔系零件被安排在數控機床上加工。但如何使數控加工程序簡化,使操作工人能容易讀懂便于修改,這是編程人員要思考的問題。
1 孔加工固定循環指令
在數控加工中,孔加工的動作循環已經典型化。例如,鉆孔、鏜孔的動作順序是孔位平面定位、快速引進、工作進給和快速退回等,如圖1所示。將這樣一系列典型加工動作預先編好程序存儲在系統中,再用包含G代碼的一個程序段調用,可簡化編程工作。這種包含了典型動作循環的G代碼稱為循環指令。
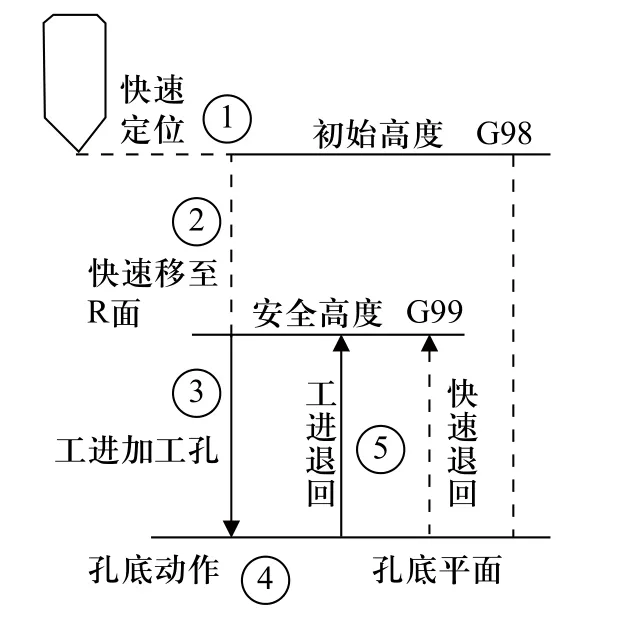
圖1 孔加工固定循環動作示意圖
FANUC系統固定循環指令的通用格式如下:
G98(G99)G _ X_Y_ Z_R_Q_P__K_F_L
參數說明:
1)X、Y為孔位數據,指被加工孔的位置。
Z為孔底數據, G90時,Z為孔底坐標;G91時,Z為R點到孔底的距離(多為負)。
2)R為安全平面位置。G90時,是 R面的坐標值;G91時,是初始點到R面的距離(常為負)。
3)Q 在G73或G83時指定每次進給深度,在G76或G87時指定刀具的讓刀量,是增量值。
4)K在G73或G83時指定每次退刀量,K>0。
5)P指定刀具在孔底的暫停時間,單位為秒。
6)F為切削進給速度。
7)L指定固定循環的次數。
部分G代碼的含義是:
G81:一般鉆孔循環指令,用于一般定點鉆。
G82:帶停頓的鉆孔循環指令,執行該指令使孔的表面更光滑,孔底平整。常用于做沉頭臺階孔。
G74:左旋攻螺紋循環。
單一孔的加工,只要執行一個固定循環指令即可。
2 圓周孔系的編程方法
所謂圓周孔系,是指分別在圓周上的一系列孔。如果孔的結構尺寸相同,則孔的固定循環指令相同,不同的是每一個孔所在的位置不同。同一個孔要完成不同的工序,如鉆中心孔、鉆孔和攻螺紋等,只要更換刀具和相應的固定循環指令即可,孔位置并沒有變。孔系加工編程的關鍵和難點是確定孔的位置,在這里以鉆孔工序為例,提出了孔系編程的四種方法。
2.1 坐標編程法
坐標編程法是通過數學計算獲得孔位置的坐標值,將坐標值的數據編入鉆孔循環G82程序段,然后運行該程序,鉆孔即可完成。這種方法計算量大,數據繁瑣且容易出錯,程序段多,在加工現場輸入程序時,由于數據小數較多易造成輸入錯誤,從而使零件報廢。如圖2所示盤類零件,通過計算得孔1、2、3的中心坐標分別是:
孔 1 :(X153.341,Y41.088);
孔 2 :(X112.253 ,Y112.253);
孔 3 :(X41.088, Y153.341 )。
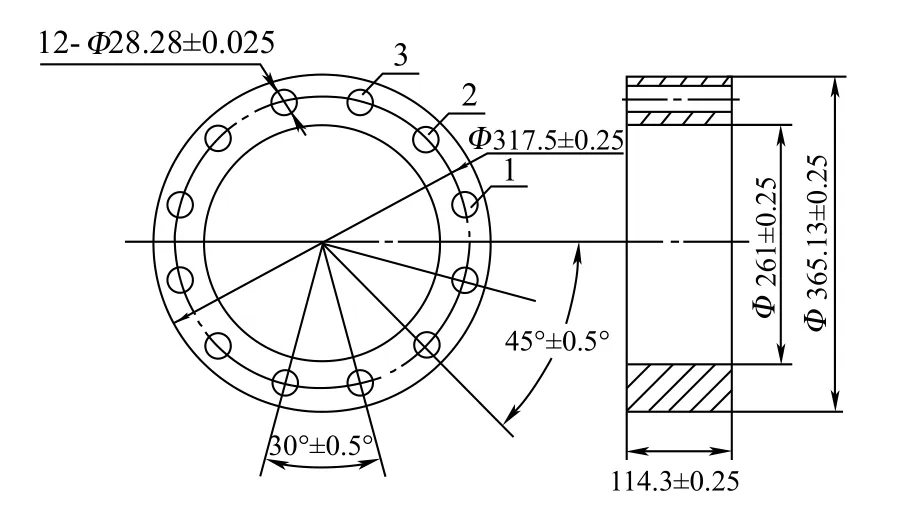
圖2 盤類零件
根據孔位置坐標數據編寫的程序如下:
…
G00 X153.341Y41.088 (定位到孔1)
G99 G82 G90 R5 Z-120 P2 F100 (鉆孔)
G00 X112.253 Y112.253 (定位到孔2)
G99 G82 G90 R5 Z-120 P2 F100 (鉆孔)
G00 X41.088 Y153.341 (定位到孔3)
G99 G82 G90 R5 Z-120 P2 F100 (鉆孔)
…
根據上述程序段推斷,要完成圓周12個孔的鉆孔工序,則至少需要24個鉆孔的程序段,程序冗長且數據復雜,容易出錯。這種編程方法對有規律的孔系顯得笨拙,但對一些沒有規律的孔系的編程卻是必然的方法選擇,而且這種絕對定位的方式沒有積累誤差,孔的定位精度較高。
2.2 宏功能編程法
宏程序可以運用變量編程,能夠對變量進行賦值,同時變量間還可以進行算術與邏輯運算,改變程序執行順序。
宏程序的變量及變量引用、變量運算簡介。
1)變量表示方法:一個變量由“#”和變量序號組成,如#1、#2、#101等。
2)變量引用:將地址符后的數值用變量來代替的方法稱為變量引用。如X#4、Y#5、F#101等。
3)變量運算:變量之間可進行數學運算和邏輯運算,運算次序依次是函數運算(SIN、ASIN、COS等)、乘和除運算(*、/、AND等)、加和減運算(+、-、OR等)。
例如:#1=#2+#3*SIN[#4]。
4)條件表達式:
格式:IF〔〈條件表達式〉〕GOTO n ;
例如:IF [ #10 GT 0 ] GOTO 2 ;這種格式表示如果表達式指定的條件滿足時,轉移到標有順序號n的程序段。如果指定的條件不滿足,執行下個程序段。
5)循環
格式:WHILE[〈條件表達式〉] DO m ;(m=1,2,3)
如: WHILE[〈條件表達式〉] DO m ;
…
ENDm;
當指定的條件滿足時,執行WHILE從DO到END之間的程序。否則轉而執行END之后的程序段。DO后的號和END后的號是指定程序執行范圍的標號。
如圖2中的零件,可以通過變量之間的運算確定每個孔的中心位置,這就大大簡化了計算工作,使程序得到簡化。現以FANUC系統的B類宏程序為例,編寫圖1零件的圓周孔系加工程序。
O1209(程序名)
N10G90G54G0Z100;(程序開始)
N20M03S200M08; (主軸以200r/min正轉,冷卻液開)
N30#1=15; (當前角度為15°)
N40#2=30; (角度遞增值為30°)
N50#3=360;(最終角度)
N60#4=158.75;(圓周孔系所在的圓弧半徑值)
N70#7=120;(鉆孔深度)
N80WILE[#1LE#3] DO1;(條件判斷)
N90#5=#4*COS#1;(計算孔位置的X坐標值)
N100#6=#4*SIN#1; (計算孔位置的Y坐標值)
N110G00X#5Y#6; (定位到要加工孔的上方)
N120G99 G82 G90 R5 Z-#7 P2 F100 ;(開始鉆孔循環)
N130#1=#1+#2;(更新角度變量)
N140END1;(循環結束)
N150G00Z100;(抬刀)
N170M05M09; (主軸停,關冷卻液)
N180M30; (程序結束)
由此可見,用宏功能編程,程序簡潔,一個完整程序也就18個程序段,而且其中5段是變量賦值,程序的長度與孔的個數無關。宏程序不但精悍,而且功能強大,通用性強。如上例,要加工在不同圓周分布、不同個數的孔系或者孔深不同等,都可以通過改變相應的變量賦值就可以,不需要改變程序,對一些企業加工的系列孔系產品具有很好模板的作用。
2.3 用子程序與坐標旋轉功能結合的編程方法
分析圖2零件就可知道,12個孔的結構尺寸一樣,孔加工循環的動作一樣,所不同的僅僅是孔位置的不同。如果把孔加工循環的程序寫成子程序,再用坐標選擇功能確定每一個孔的位置,然后調用孔加工的子程序,這樣編程既簡單明了,編程方便,而且還不容易出錯,在生產中使用起來非常方便。
FANUC系統旋轉指令介紹:
指令格式 :
G68 X__Y__P__(建立坐標旋轉功能)
G69 (取消坐標旋轉功能)
其中:
X、Y、Z 是旋轉中心的坐標值;
P為旋轉角度,單位是(°),0≤P≤360.°逆時針旋轉時為“+”,順時針旋轉時為“—” 。
利用子程序與坐標旋轉功能相結合,加工圖1零件的程序如下:
O1210;(程序名)
N10 G54G90Z100;(工件坐標系選擇)
N20 M03 S200;(主軸以200r/min正轉)
N30 T0202;(刀庫的2號刀位2號刀補)
N40 G90 G00 Z100;(快速移動到安全高度Z100處)
N50 G00 X0 Y0 Z0;(快速定位到工件坐標零點)
N60 G68 X0 Y0 P15;(旋轉15o定位到第1個孔所在角度)
N70 M98 P2222;(調用子程序鉆孔)
N80 G68 X0 Y0 P45; (旋轉45o定位到第2個孔所在角度)
N90 M98 P2222; (調用子程序鉆孔)
N100 C68 X0 Y0 P75;(旋轉75o定位到第3個孔所在角度)
N110 M98 P2222; (調用子程序鉆孔)…
N280 G68 X0 Y0 P345;
N290 M98 P2222;
N300 G00 X0 Y0 Z100; (快速抬刀)
N310 M05; (主軸停)
N320 M30; (程序結束)
O2222;(子程序名)
N10 G99 G82 X158.750 Y0 R5 Z-120 P2000 F100;(鉆孔循環)
N20 G69; (取消旋轉功能)
N30 M99;(子程序結束,返回主程序)
由程序O1210可見,程序基本在重復G68 X0Y0P_及M98P2222兩個程序段,編程過程不需要繁雜的計算過程,用口算即能很快編制出程序,高效實用,簡單清楚,比傳統的坐標編程法要簡練得多。但這種程序編寫方法,孔數越多程序越長,不但程序的長度與孔的數量成正比,而且,一般孔加工如果需要經過點中心孔、鉆孔、攻螺紋等多個工序,程序的長度同時與工序數也成正比。
2.4 選轉功能與宏程序結合編程
其實零件中每個孔的位置在圓周上是均勻分布的,任意兩孔之間角度增量相等,如果把角度增量設為變量,則每個孔的位置就可以通過變量運算來確定。運用旋轉功能與宏程序結合編寫的程序如下:
O1211;(程序名)
N10 G54G90Z100;(工件坐標系選擇)
N20 M03 S200;(主軸以200r/min正轉)
N30 T0202;(刀庫的2號刀位2號刀補)
N40 G90 G00 Z100;(快速移動到安全高度Z100處)
N50 G00 X0 Y0 Z0;(快速定位到工件坐標零點)
N60 #1=15; (當前角度值)
N70 #2=30; (角度變量增量值)
N80 WILE[#1LE360] DO1; (條件判斷)
N90 G68 X0 Y0 P#1;(旋轉15o定位到第1個孔所在角度)
N100 G99 G82 X158.750 Y0 R5 Z-120 P2000 F100;(鉆孔循環)
N110 G69; (取消旋轉功能)
N120 #1=#1+#2;(更新角度變量)
N130 END1; (結束循環)
N300 G00 X0 Y0 Z100; (快速抬刀)
N310 M05; (主軸停)
N320 M30; (程序結束)
由程序O1211可知,由于旋轉功能與宏程序的結合,程序變得更加簡潔,與單純的宏程序相比,程序更簡單、清楚、易懂,編程也更容易。
3 結論
通過比較四種編程方法可知,坐標編程法比較原始,計算量大容易出錯,但在無規律的孔系加工中,這是唯一可選的方法;利用機床的用戶宏功能編寫的宏程序精簡、靈活、可適應不同直徑圓周分布、不同孔數的加工,特別適合只是尺寸不同的系列零件生產;用子程序與坐標旋轉功能結合的編程方法表現出簡單清楚、高效實用的特點,對操作工人來說這是最容易讀懂的程序;利用機床系統的選轉功能與宏程序結合編程的方法,體現更強大的優越性,不但程序短小精悍,而且計算非常簡單,程序靈活性、通用性都很強。
[1] 孫德茂. 數控機床銑削加工直接編程技術[M]. 北京: 機械工業出版社, 2004.
[2] 陳華, 陳炳森. 零件數控銑削加工[M]. 北京: 北京理工大學出版社, 2010.
[3] 張兆隆. 數控加工工藝與編程[M]. 北京: 機械工業出版社, 2008.
猜你喜歡
電腦愛好者(2020年6期)2020-05-26 09:27:33
人大建設(2019年12期)2019-05-21 02:55:44
中山大學法律評論(2018年1期)2018-03-30 01:21:00
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環球時報(2017-03-30)2017-03-30 06:44:45
信息安全與通信保密(2016年3期)2016-08-23 01:23:56
山西省政法管理干部學院學報(2016年2期)2016-07-31 18:19:34
山西省政法管理干部學院學報(2016年2期)2016-07-31 18:19:25
中國衛生(2015年3期)2015-11-19 02:53:32
政治與法律(2014年11期)2014-03-01 02:20:40
