FANUC 0i系統(tǒng)車削加工中心極坐標(biāo)與圓柱插補編程應(yīng)用
2012-08-24 03:15:34武水秀
科學(xué)之友 2012年1期
關(guān)鍵詞:指令
武水秀
(西山煤電股份有限公司矸石電廠,山西 太原 030023)
數(shù)控機床借助于微電子、計算機技術(shù)的飛速進(jìn)步,正向著高精度、多功能、高速化、高效率、復(fù)合加工功能、智能化等方向邁進(jìn)。數(shù)控車床一般只能加工回轉(zhuǎn)體類零件,而要在回轉(zhuǎn)類零件的端面加工孔系、矩形輪廓、矩形槽等形狀,外輪廓上加工的螺旋槽、異形槽或等分孔等形狀,則不能直接由數(shù)控車床加工完成,只能再由具有旋轉(zhuǎn)軸的加工中心裝夾找正后繼續(xù)加工,這將影響零件的加工精度和增加零件的加工時間,降低生產(chǎn)效率,增加制造成本。而在車削中心上加工此類零件就比較方便,文章基于FANUC 0i CNC系統(tǒng),對車削中心極坐標(biāo)與圓柱插補編程進(jìn)行了分析探討。
1 車削中心概述
車削中心是一種以車削加工模式為主,添加銑削動力刀頭后又可進(jìn)行銑削加工模式的車銑合一的數(shù)控機床。車削中心的主要特征是主軸(稱為C軸)可以分度和進(jìn)行伺服控制,回轉(zhuǎn)刀架上除了安裝車削刀具外,還可以安裝鉆削和銑削等自驅(qū)動刀具。在保證數(shù)控車床基本功能的同時,使工件在一次裝夾下實現(xiàn)回轉(zhuǎn)體的端面或圓柱面的銑削、鉆削、鏜削和攻絲的加工。這樣,可使工件在一次裝夾下完成更多的加工工序,不僅提高效率,而且能大大提高加工精度。
車削中心加工回轉(zhuǎn)體工件時,工件的旋轉(zhuǎn)是主運動,刀具的橫向或縱向移動是從運動。而在進(jìn)行銑削加工時,主軸及工件將轉(zhuǎn)換成分度旋轉(zhuǎn)運動,裝在刀架臺上的刀具的旋轉(zhuǎn)運動是主運動,由內(nèi)置于刀架臺內(nèi)的伺服電機帶動。
2 極坐標(biāo)插補G12.1、G13.1
極坐標(biāo)插補功能是將輪廓控制由直角坐標(biāo)系中編程的指令轉(zhuǎn)換成一個直線軸運動(刀具的運動)和一個回轉(zhuǎn)軸的運動(工件的回轉(zhuǎn)),這種方法用于在車削中心上切削端面和磨削凸輪軸。其書寫格式是:
G12.1;啟動極坐標(biāo)插補方式(使極坐標(biāo)插補有效);
G13.1;極坐標(biāo)插補方式取消;
可用G112和G113分別代替G12.1和G13.1。
FANUC系統(tǒng)極坐標(biāo)的概念與數(shù)學(xué)中的極坐標(biāo)概念有所不同,如果采用傳統(tǒng)的極軸、極角(ρ,θ)形式,需要借助于宏指令和復(fù)雜的數(shù)學(xué)公式來編程,比較復(fù)雜費時,因而,數(shù)控系統(tǒng)允許用戶將其當(dāng)做X-C'直角坐標(biāo)系來描述加工軌跡。在與Z軸垂直的平面內(nèi),由相互垂直的實軸(第一軸)X和虛軸(第二軸)C'組成極坐標(biāo)系,坐標(biāo)原點與程序原點重合,且虛軸C'的單位不是度或弧度,而是與實軸X軸的單位一樣,均為mm,見圖1。
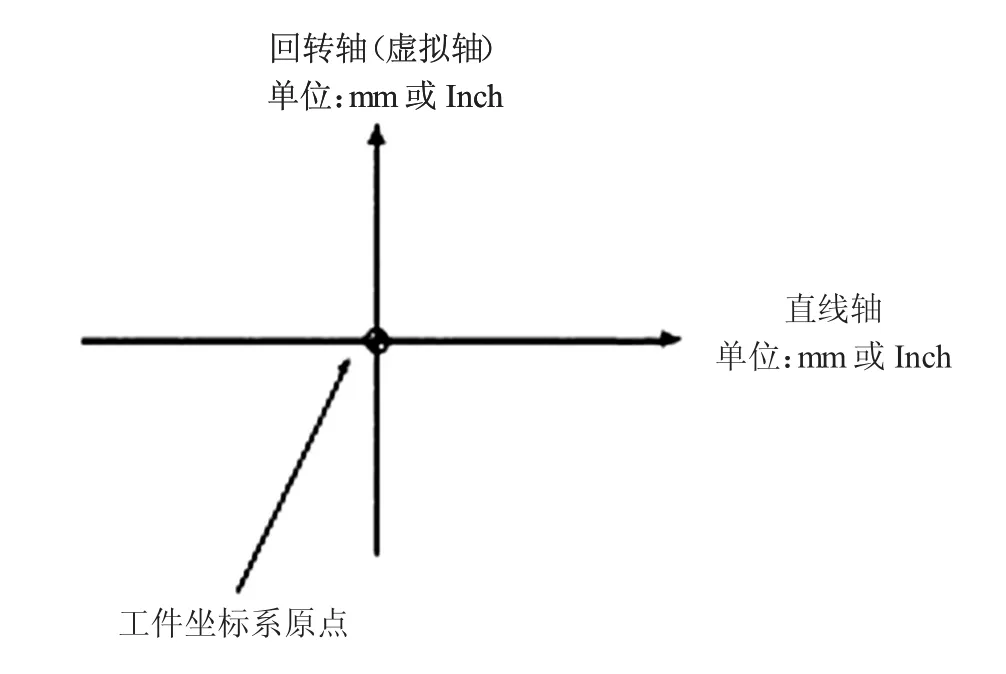
圖1 極坐標(biāo)插補平面
使用極坐標(biāo)編程時的注意事項:
(1)執(zhí)行G12.1和G13.1指令時必須在程序中單獨使用,且G12.1、G13.1必須成對。
(2)程序中的實軸X的坐標(biāo)用直徑值指定,虛軸C的坐標(biāo)用半徑值指定。
(3)刀具半徑補償G41/G42在極坐標(biāo)插補模式下算法與其他坐標(biāo)模式下算法不同,因而進(jìn)入極坐標(biāo)插補時必須是G40半徑補償取消方式。如果在極坐標(biāo)中使用了半徑補償,退出極坐標(biāo)之前必須先執(zhí)行G40。
(4)在極坐標(biāo)插補方式下能用的G指令有:G01、G02、G03、G04(暫停)、G40、G41、G42、G65/G66/G67(用戶宏程序指令)、G98/G99(min/rad進(jìn)給)。
(5)在極坐標(biāo)插補平面中為圓弧插補(G02/G03)指令圓弧半徑時,I、J、K參數(shù)的選用取決于插補平面中的第一軸(直線軸),當(dāng)直線軸是X軸時,看作Xp-Yp平面,使用I、J。
極坐標(biāo)插補編程實例見圖2。

圖2 極坐標(biāo)插補程序示例
O0001;
N010 T0101;
N0100 G00 X120.0 C0 Z_; 定位起始位置
N0200 G12.1; 極坐標(biāo)插補開始
N0201 G42 G01 X40.0 F_; 加工幾何形狀開始
N0202 C10.0;
N0203 G03 X20.0 C20.0 R10.0;
N0204 G01 X-40.0;
N0205 C-10.0;
N0206 G03 X-20.0 C-20.0 I10.0 J0;
N0207 G01 X40.0;
N0208 C0;
N0209 G40 X120.0; 加工幾何形狀結(jié)束
N0210 G13.1 極坐標(biāo)插補取消
N0300 Z_;
N0400 X_ C_;
N0900M30;
3 圓柱插補指令G07.1
車削中心的Z-C坐標(biāo)面,即柱面坐標(biāo)系,主要用于加工圓柱凸輪槽。圓柱插補功能主要在圓柱表面展開的狀態(tài)下進(jìn)行程序編寫,Z軸的單位為mm,C軸的單位為(°)。其書寫格式是:
G07.1 IP r; 啟動圓柱插補方式
G07.1 IP 0; 圓柱插補方式取消
IP為旋轉(zhuǎn)軸的名稱,用字母C或H表示(H為C的增量坐標(biāo)字代碼),r為工作半徑。可以用G107代替G07.1。
例如:
N06 G07.1 C125.0;執(zhí)行圓柱插補指令的旋轉(zhuǎn)軸是C軸,工作半徑125 mm
G07.1 C0; 圓柱插補指令取消
使用圓柱插補時的注意事項:
(1)用數(shù)控系統(tǒng)的1022號參數(shù)指定回轉(zhuǎn)軸是X或Y軸的平行軸。當(dāng)設(shè)定1022參數(shù)第五位(與X軸平行的軸)時,圓弧插補指令為:
G18 Z_ C_;
G02(G03)Z_ C_ R_;
當(dāng)設(shè)定1022參數(shù)第六位(與Y軸平行的軸)時,圓弧插補指令為:
G19 Z_ C_;
G02(G03)Z_ C_ R_;
程序中,G18、G19 為工作平面選擇指令,分別用于選擇Xp-Zp平面和Yp-Zp平面。車削的工作平面定義見圖3。
(2)圓弧插補時,圓弧半徑不能用字地址符I、J或K指定。
(3)為了在圓柱插補方式執(zhí)行刀具補償,在進(jìn)入圓柱插補方式之前應(yīng)取消任何正在進(jìn)行的刀具補償方式,然后,在圓柱插補方式內(nèi)開始和結(jié)束刀具補償。
圓柱插補程序見圖4。
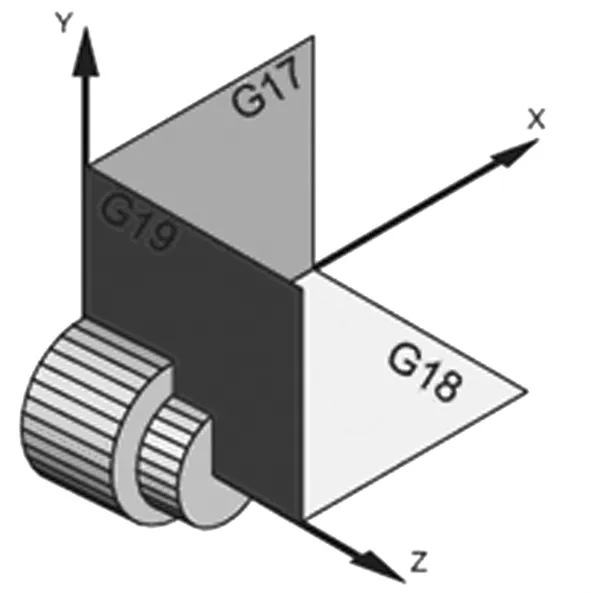
圖3 工作平面選擇
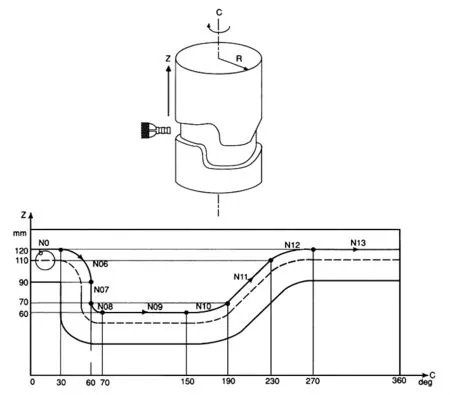
圖4 圓柱插補程序示例
O0001;
N01 G00 Z100.0 C0;
N02G01G18W0H0; 設(shè)定切削平面(W、H為Z、C的增量坐標(biāo)字代碼)
N03 G07.1 C57.3; 圓柱插補功能開始,插補半徑為57.3mm
N04 G01 G42 Z120.0 D01 F250;
N05 C30.0;
N06 G02 Z90.0 C60.0 R30.0;
N07 G01 Z70.0;
N08 G03 Z60.0 C70.0 R10.0;
N09 G01 C150.0;
N10 G03 Z70.0 C190.0 R75.0;
N11 G01 Z110.0 C230.0;
N12 G02 Z120.0 C270.0 R75.0;
N13 G01 C360.0;
N14 G40 Z100.0;
N15 G07.1 C0; 圓柱插補功能取消
N16 M30;
4 結(jié)束語
在車削加工中心上合理使用極坐標(biāo)與圓柱插補編程,可以使工件在一次裝夾下實現(xiàn)回轉(zhuǎn)體的端面或圓柱面的銑削、鉆削、鏜削和攻絲的加工。這樣,工件在一次裝夾下可以完成更多的加工工序,不僅提高效率,而且能大大提高加工精度,數(shù)控車削中心已廣泛應(yīng)用于機械制造行業(yè)。
猜你喜歡
科普童話·神秘大偵探(2023年1期)2023-05-30 12:48:10
測控技術(shù)(2018年5期)2018-12-09 09:04:26
電子測試(2018年18期)2018-11-14 02:30:34
電信科學(xué)(2016年10期)2016-11-23 05:11:56
時代農(nóng)機(2015年3期)2015-11-14 01:14:29
科技傳播(2015年20期)2015-03-25 08:20:30
信息安全研究(2015年3期)2015-02-28 20:18:12
西安航空學(xué)院學(xué)報(2014年5期)2014-07-13 01:27:52
家電科技(2014年5期)2014-04-16 03:11:28
汽車零部件(2014年2期)2014-03-11 17:46:27
