測量制冷壓縮機活塞銷孔軸線對活塞軸線垂直度檢具的設計
2012-08-24 07:25:10周勇
時代農機 2012年11期
周 勇
(1.南京工程學院,江蘇 南京 211167;2.南京聚星機械裝備股份有限公司,江蘇 南京 211100)
1 問題的提出
活塞是制冷壓縮機中關鍵零件之一。該零件結構簡單,但加工精度要求高,特別是銷孔,銷孔對于活塞外圓垂直度與對稱度,其檢測難度較大,活塞銷孔的形狀、位置及其誤差至關重要。若銷孔軸線與活塞軸線不垂直,將引起活塞在氣缸中偏斜,活塞局部磨損加劇活塞裙部低端與平衡重發生干涉。如果銷孔軸線與活塞軸線的偏心位置因加工而處于相反方向,則將加大作功行程中活塞側面所受壓力。有此可見,加工質量與檢測測量值的準確將直接影響壓縮機的使用壽命,制冷功效,其功率損耗大,浪費能源,達不到節能減排效果。為了適應大批量和多品種活塞銷孔軸線與活塞軸線的檢測,我們對原有檢具進行了改進,快速、準確地測量出活塞銷孔軸線對外圓軸線垂直度,對稱度,提高效率。
2 設計原理與檢具結構
(1)測量設計原理。活塞銷孔與活塞軸線的垂直度是最常見的軸線之間的垂直度,為了測量方便可將基準和測軸線都用心軸來體現,并將體現被測要素的心軸到與測量基準成安置平行的位置,這就是把垂直度的測量轉化為平行度的測量。
活塞銷孔加工時,用活塞外圓作定位基準,檢測時,用V型塊其活塞外圓緊貼在V型塊上,使檢測與加工的定位基準重合,減少測量誤差。
測量時,V型塊約束活塞在圓周運動的不定度,調節螺桿約束活塞軸向運動的不定度,將活塞裝上與銷孔無間隙配合的芯軸,使活塞外圓與V型塊接觸,轉動活塞使活塞上芯棒左右擺動,使得延伸出的芯軸兩端與兩個千分表接觸,此時千分表只能反映活塞銷孔與活塞軸線水平方向的讀數值。表上兩個最大讀數M 1與M 2,求出兩表測量讀出的最大讀數之差絕對值,即|M 1-M 2|就是該活塞在此檢具上測量的活塞銷孔與活塞軸線的垂直度。
為了保證測量的高精度、高效率及高可靠性,采用了比較測量原理實現活塞銷孔與活塞軸線的垂直度的檢測。即先用標準件校零,實際測量時只需測出相對標準件尺寸的微小位移值即可。縮小了測量范圍,提高了測量精度。
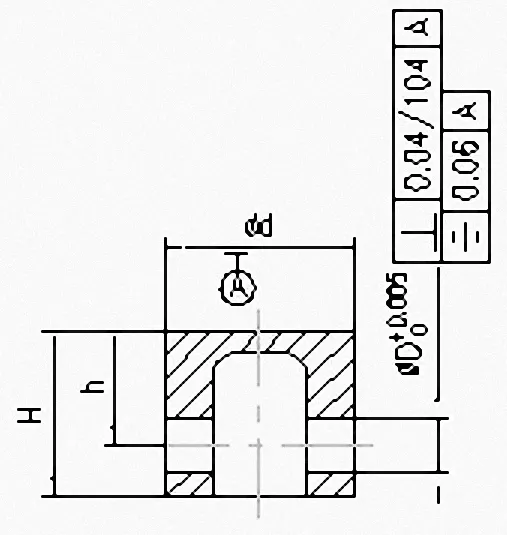
圖1 活塞零件圖
(2)確定計算尺寸。根據活塞零件圖示(見圖1),活塞銷孔與活塞軸線的垂直度為0.04/104,活塞外徑為Φd。心軸的測量長度為L=104+Φd,當Φd=25即測量芯棒兩端千分表的距離為L=104+Φd=104+Φ25=129,此時|M 1-M 2|絕對值必需小于0.04。
(2)設計檢具結構(見圖2)。檢具由1.千分表,2.鎖緊螺釘、3.表架、4.V型塊、5.調節螺桿、6.滑塊鎖緊螺釘、7.滑塊、8.導柱、9.鍵塊、10.活塞、11.測量芯棒與標準量具等組成。
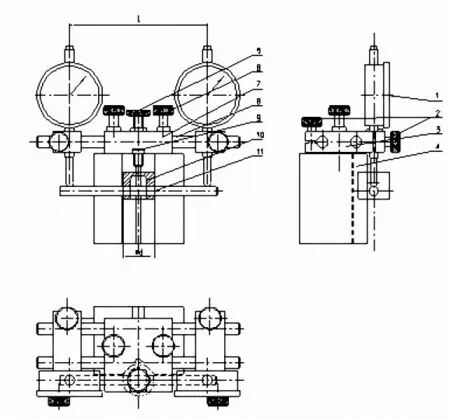
圖2 檢測結構圖
為了檢測多品種活塞方便,設計結構為可調式,通過移動導柱上的表架,調節固定在表架上的千分表的左右位置,并可用鎖緊螺釘鎖緊表架,通過滑塊還可以調節千分表前后位置,并可用滑塊鎖緊螺釘固定,通過調節調節螺桿位置可以確定活塞上下位置。通過上述調節,可以調整到準確測量活塞銷孔芯棒的位置,從而保證測量的準確性
3 測量過程
先將各零件按圖示結構安裝好,根據計算尺寸,調整測量芯棒兩端千分表的距離為L=129,把兩千分表固定住,然后用標準外圓插入標準芯軸標準量具的進行校正,及將標準外圓面緊貼著V型塊,頂部頂住螺桿,拉住千分表表桿,觀察千分表指針是否旋轉半圈,并將千分表指針調到零位。
測量時,將活塞裝上與銷孔無間隙配合的芯軸,手用力均勻并朝一個方向,使活塞外圓與V型塊接觸,活塞頂部與調節螺桿端面接觸,轉動活塞使活塞上芯棒左右擺動,使得兩個千分表上讀出兩個最大讀數。
在實際使用中,采用了比較測量原理實現活塞銷孔與活塞軸線的垂直度的檢測。其檢測快速、便捷。用標準件對比測量時只需將標準件推入測量,將測量的千分表校零,再將待測量的活塞插入心軸,按同樣的方法推入測量,測量時只需測出相對標準件尺寸的微小位移值即可。縮小了測量范圍,提高了測量精度,實現快速、準確的檢測。其效果良好,復位精度高,重復測量時,讀數不變,適用于大批量活塞的測量。
[1]陳德林,朱躍峰.公差配合與測量技術[M].北京:北京理工大學出版社,2010.
[2]劉巽爾,于春涇.機械制造檢測技術手冊[M].北京:機械工業出版社,2000.
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
海峽科技與產業(2016年3期)2016-05-17 04:32:12