汽車車身焊裝工藝方案設計的一般思路
2012-08-29 12:06:18張少輝
裝備制造技術 2012年7期
張少輝,汪 旭
(柳州五菱汽車工業有限公司,廣西 柳州 545007)
工藝方案設計是為了實現產品生產制造的一種先導性、前瞻性的技術工作。作為汽車生產四大工藝之一的焊裝來說,工藝方案的設計更是如此。設計人員既要有機械、電控、設備、工裝、動力、通訊及環保等方面的理論知識,還要具有一定的實踐經驗。焊裝工藝方案設計的好壞,從宏觀上決定了焊接車間的工藝水平、物流、投資與預留發展的空間,直接決定著生產線的工藝裝備種類和數量、夾具的形式、輸送模式、電控方式和物流走向等內容。因此,焊裝工藝設計在焊裝生產線的開發中,具有舉足輕重的地位,是開發高性價比焊裝生產線的前提。
汽車車身焊裝工藝方案設計前,必須首先明確輸入條件,然后做總體方案設計,最后做工裝方案設計,完成后即可進入具體的結構設計階段。具體思路如下所述。
1 焊裝工藝方案設計的輸入條件
焊裝工藝方案設計的輸入條件和汽車生產的其他工藝如沖壓、涂裝、總裝相比,焊裝生產線剛性強,多品種車型通用性差,每更新換代一種車型,就要更換大量的非標設備,替換現場的生產工藝。因此,前期的輸入條件要盡可能全面。
(1)盡量收集原有廠房的土建、公用有關資料。包括廠房柱頂標高、屋架承載能力、車間行車的數量及噸位、電力和動力介質的現有能力以及供應方式等;
(2)工廠所在地的狀況。包括環境條件如溫度和濕度,周邊外協件的廠家分布情況等;
(3)生產綱領(年產量);
(4)年時基數。包括生產班次、生產線利用率等;
(5)生產線的自動化程度。自動化率=(機器人焊點數+自動焊鉗焊點數)/全車身焊點總數×100%;
(6)生產線的工藝水平要求。包括生產線主要設備選用原則,輸送方式,電氣控制水平等;
(7)產品3D 數模及2D 圖紙,明確產品的具體結構形式及尺寸;
(8)產品的系列化問題,是否預留必要的接口,一定的柔性改造方案等。
有了明確的輸入條件,就可以進行工藝方案設計了。
2 總體工藝方案設計
2.1 生產設備能力計算
(1)JPH(臺/時)=年生產綱領/(全年工作日×每日班次×每班工時×工時利用率×設備利用率);工時利用率一般取0.9,設備利用率取0.8~0.9。
(2)標準生產能力= 標準生產時間×JPH×綜合開工率;標準生產時間=251 d×7.67 h×班次。
(3)最大生產能力=最大生產時間×JPH×綜合開工率;最大生產時間=251 d×7.67 h×班次+36 h×12月×班次。(4)標準負荷=生產綱領/標準生產能力。(5)最大負荷=生產綱領/最大生產能力。
2.2 工藝流程制定
根據產品結構特點,進行產品工藝分塊。首先確定大的分塊原則,如某輕型客車的工藝分塊為:下車體總成,左/右側圍總成,頂棚總成,前風窗總成,后窗上橫梁合件,后窗下橫梁合件,左/右翼子板,在總拼工位合攏;然后在補焊調整工位進行司機門、乘客門、發動機蓋、后倉門、前保險杠、后保險杠安裝。據此,再結合產品數模,就可初步畫出此車型的工藝流程圖(如圖1)。

圖1 某輕型客車工藝流程圖
2.3 制造策略制定
根據工藝流程,結合公司的發展思路及周邊外協廠的分布情況,確定哪些分總成外協,哪些分總成自制。需要外協的直接擴散,對自制件需要做進一步的工藝分析。
2.4 焊點分析
(1)統計計算自制分總成以及總成合攏時的所有焊點數量,CO2焊的焊縫條數及長度;
(2)確定定形焊點。焊接過程一般通過組裝、焊接、補焊完成整個過程。由于工裝的限制與焊接通道的影響和設備的布置空間以及工位節拍的影響,不可能在一個工位完成所有焊點,但必須完成部分焊接工作,以保證工件離開夾具后的形狀尺寸,這部分焊點就是定形焊點。一般占總焊點數的1/3 左右。
(3)焊點分組,把一把焊鉗可以完成的焊點分為一組,以保證焊接設備的選型。
2.5 確定裝配焊接順序
以利于裝配、利于焊接并保證產品品質為原則,確定裝配焊接順序,畫出較詳細的白車身焊合總成工藝樹圖,完成初步的工位劃分。要注意此工藝樹圖需明確到需要裝配焊接的單個零件,這樣才能有較準確均衡的工位劃分。
2.6 生產線平面布置圖繪制
焊接生產車間是承載焊接結構件生產的主要場地,如何合理地布置生產線,按時、按質和按量地進行生產,經濟地使用人力資源、機械設備和材料,就顯得十分重要了。生產線布置的關鍵,是功能區分明顯,簡潔自然,物流順暢合理。
焊接生產線平面布置圖主要包括:鋼結構的尺寸位置,工位拚臺的具體擺放及走向,工位物料的位置,成品物料的存放,工位間物料的輸送,物料上下線的輸送,各工位操作工、焊接設備的數量及布置,人行通道和物流通道的尺寸等內容。
2.7 工裝方案概述
(1)明確夾具的結構形式,以及選擇手動,氣動,電動的原則,各種動作方式占的比例;
(2)明確工位間的輸送吊運方式及零件的上、下線方式;
(3)明確焊接方式及焊接設備的布置形式;
(4)明確生產線主要設備的品牌選擇;
(5)明確生產線水、電、氣以及CO2氣體的輸送方式。
2.8 組建項目開發團隊
(1)建立項目團隊,以項目的方式進行運作管理。一般結構如圖2 所示。
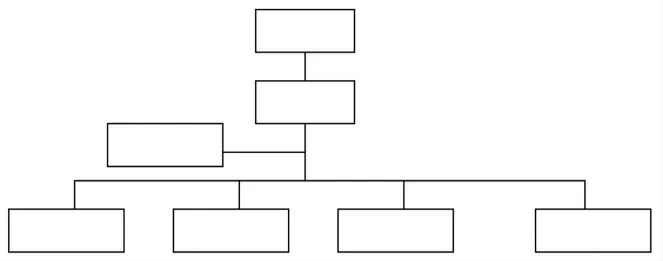
圖2 組織結構圖
(2)分別對各個崗位進行職責定義,使各個模塊各司其職。
2.9 預算編制
針對工藝方案,分項進行預算編制,使決策層在決策時對費用的投入一目了然,能夠很快做出判斷和取舍。
2.10 計劃編制
根據焊裝生產線開發的客觀規律,并結合項目的總體要求,編制詳細工作計劃。此計劃一般按下面各個階段制定:總體開發方案書編制階段,工裝方案設計階段,工裝結構設計階段,工裝制造階段,工裝安裝調試階段,產品調試階段,小批生產階段,批量生產階段。
焊裝生產線總體工藝方案書編制完成,經過審核批準后,正式予以發布。之后根據項目團隊的分工,進入各個具體工位拚臺的方案設計階段。此階段工作既是對前面總體方案的細化,也是一種驗證微調的過程,并且完成之后,可以作為區域工廠的工藝卡使用。
3 工裝方案設計
3.1 工位BOP
總體工藝方案中已經畫出了工藝樹圖,工位BOP 只需要以爆炸圖的形式顯示,并詳細標明零件圖號、零件名稱與零件數量即可。
3.2 焊點分布圖
把總體方案書中的焊點在各個工位產品圖中詳細標出,并計算出數量和CO2焊縫長度,對能用相同焊接設備焊接的焊點進行分組。完成后還要根據時間節拍計算表的計算結果,把焊點向前后工位進行增減分配。
3.3 設備人員分布圖
工位操作工數量及焊接設備的數量,一般參考兩個標準:
(1)工件外形尺寸。外形尺寸<1 000 mm×1 500 mm,數量為1;<2 000 mm×1 500 mm,數量為1 ~2;<3 000 mm×1 500 mm,數 量 為2 ~3;<6 000 mm×1 500 mm,數量為3~4。
(2)焊接工作量和工位節拍。
3.4 時間節拍計算表
根據工人取件、裝夾、焊接、吊運的操作順序,一步步進行計算。計算時注意工人之間的協作時間,工人的等待時間等。單人操作最長的時間,就是本工位的節拍時間。
3.5 拚臺方案圖
在拚臺方案圖中,需要標明焊接高度,拚臺的大概形式,有無工作踏臺,工作踏臺的形式及高度等信息。
3.6 夾具方案圖
在夾具方案圖中,需要標明本拚臺夾具的套數,每套的布置位置、定位方式(孔定位或者面定位)、夾緊方式(手動或者氣動)。
3.7 操作說明書
在上面的時間節拍計算表中,已經列出了詳細的操作步驟,在操作說明書中只要把各個工人的動作順序揉合在一起,并配以簡單的工裝圖片、操作工作臺與工人的位置即可。
4 結束語
汽車焊裝生產線工藝方案的設計,是一項非常復雜的工作,只有在設計中反復和產品設計人員、工裝設計人員、現場生產人員及具體施工人員反復溝通、討論,集合眾人的智慧,才能最終做出好的工藝方案設計,使隨后的工裝夾具設計更簡潔,使生產的布局更合理,物流更順暢,使以后的系列車型柔性化生產更容易實現。
[1]李文忠,高保雷,邵 丹. 淺析汽車車身的焊接工藝設計[J].汽車工藝與材料,2006,(2):17-21,28.
[2]文廣南.淺議汽車焊接夾具的設計制作[J].焊接技術,1996,(4):42-43.
猜你喜歡
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
中國軍轉民(2017年6期)2018-01-31 02:22:28
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
汽車零部件(2014年11期)2014-09-18 11:57:16
機械制造文摘(焊接分冊)(2014年5期)2014-03-20 13:57:44
石油化工應用(2014年8期)2014-03-11 17:40:03
