高架鋼結構立庫立柱焊接變形的控制
2012-08-29 12:06:18蔣秋嬋
裝備制造技術 2012年7期
蔣秋嬋
(廣西機械工業研究院,廣西 南寧530001)
隨著中國經濟的飛速發展,城市汽車保有量的劇增,導致城市靜態交通問題日趨尖銳。車輛無處停放的問題是城市社會、經濟、交通發展到一定程度產生的結果。當今,停車問題已經引起越來越多的社會關注,如何解決停車難問題也成為人們越來越關心的問題。而采用占地面積小、停車密度高的機械式立體車庫,已是趨于共識的選擇。
立體機械停車設備以其平均單車占地面積小的獨特特性,已被廣大用戶接受。
立體停車設備的發展在國外,尤其在日本,已有近三四十年的歷史,無論在技術上還是在經驗上,均已獲得了成功。
我國也于上世紀90年代初,開始研究開發機械立體停車設備,距今已有近20年的歷程。在城市加快發展,資源越來越緊缺的情況下,要解決停車難題,應該多向地下和空間要車位。
立體車庫節省空間及土地資源,具有突出的節地優勢。如果采用雙層機械車庫,可使地面的使用率提高80%~90%,如果采用地上多層立體式車庫的話,就可以大大節省有限的土地資源,并節省土建開發成本。
1 立體車庫結構形式分析
目前,由于我國還沒有一套完整的立體車庫設計規范,立體車庫結構形式多種多樣,本節針對垂直提升式立體車庫結構形式進行分析。垂直提升式立體車庫類似于電梯的工作原理,與大型企業用來儲存、堆垛產品零件的高架立體倉庫相似,在提升機的兩側布置車位,一般地面需一個汽車旋轉臺,可省去司機調頭。垂直提升式立體車庫一般高度較高(十米或幾十米),對設備的安全性,加工安裝精度等要求都很高,占地卻最小。垂直提升式立體車庫(多層型)支架采用鋼結構,其中立柱采用箱體型鋼制結構,橫梁多采用H 型鋼結構。鋼結構和傳統的混凝土結構相比,具有跨度大、結構基礎要求低、抗震抗風能力強、外表美觀、建造周期短、維修費用低等一系列的優點。現在市場上提供的型材原料一般不采用軋制型鋼,而大多數都采用焊接型鋼,但箱體型鋼市場幾乎沒有。對于有加工能力和加工條件的企業來說,按設計結構要求自行制作立體車庫框架比購買標準型材料要合理,同時能降低制作成套設備成本。
2 立體車庫焊接變形的有效控制
立體車庫的生產制造,主要是控制好鋼結構立柱及橫梁的焊接加工工藝。立柱及橫梁產生變形,無非就是構件在焊接的時候,鋼材應力集中造成的,就是焊接處和其他部位的鋼材溫差太大而引起變形。本節結合本人在實際生產“高架立體倉庫”制做過程中,出現焊接變形時進行有效控制的方法,針對現有設施設備,制作垂直提升式立體車庫的應用。
“高架立體倉庫”曾是柳州汽車廠、河北宣化工程機械廠、天津拖拉機制造廠等大型企業訂做的,用來儲存、堆垛產品零件的大型設備,該設備機架高達13 m,寬5 m,可在地面軌道上行走,中間導軌使載貨臺上下移動,用以運送零件。每根立柱重量達700 kg,整個機架的技術要求較高,組裝后立柱中心線組成的平面度不大于5 mm,導軌對行走輪中心連線的垂直度不大于7 mm,導軌在縱橫兩方向的垂直度不大于9 mm(見圖1)。
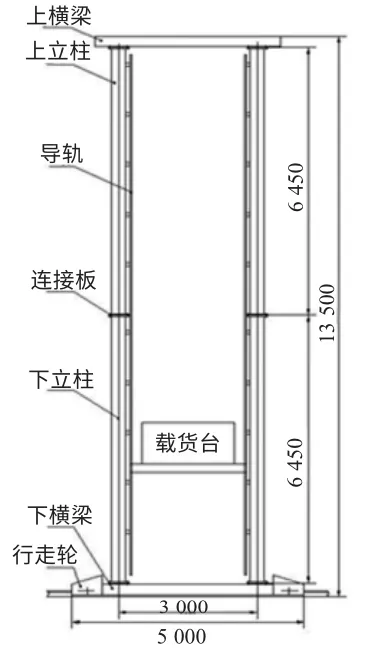
圖1 機架圖
筆者在兩次接受“高架立體倉庫機架”生產技術指導任務時,為了保質保量地完成任務。首先對機架圖、部件圖、零件圖進行了認真的審閱,分析影響產品品質的薄弱環節,制定了生產工藝和步驟,到現場指導生產,并對生產過程中出現的問題,提出了改進意見和方案,取得了較好成效。
2.1 解決機架立柱、橫梁的變形
機架立柱、橫梁都是由4 塊長蓋板拼接而成(見圖2)。
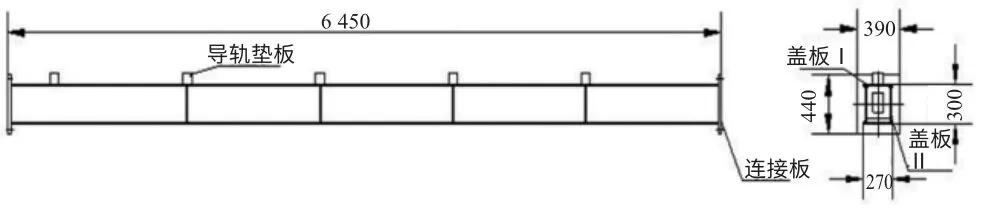
圖2 立柱圖
上下蓋板Ⅰ、兩側蓋板Ⅱ厚度為均為10 mm,每塊鋼板長寬尺寸都在6 000 mm×300 mm 左右,每塊蓋板凈質量在140 kg 左右,既重又長。
在下料前,首先把好原材料采購關,原材料采購時嚴格控制10 mm 鋼板要求開平板。上下蓋板Ⅰ采用等離子切割方法,切割速度快,切割品質好(見圖3)。
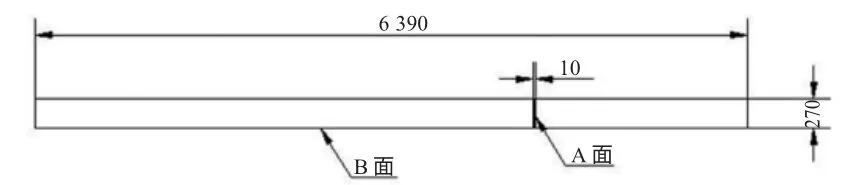
圖3 蓋板Ⅰ
蓋板Ⅱ的切割品質,對構件的裝焊質量有很大的影響,故蓋板Ⅱ采用剪床下料兩件拼接成一件(見圖4)。
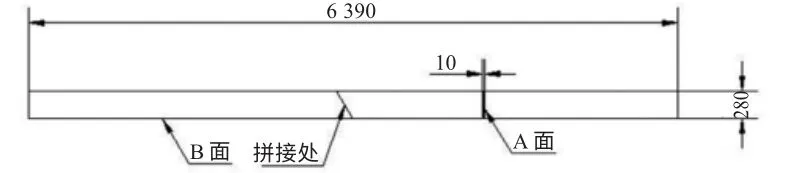
圖4 蓋板Ⅱ
控制零件寬度尺寸,保證了兩側B 面的直線度,并且這樣拼接,可以提高材料利用率,節省材料損失。
由于板厚較薄,切割或剪切下料后的變形或殘余應力,將導致上下蓋板Ⅰ、兩側蓋板Ⅱ的波浪型變形,側彎曲變形,變形量都在10~20 mm 左右(見圖5)。
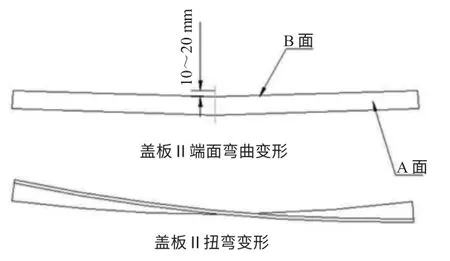
圖5 蓋板Ⅱ扭彎變形、彎曲變形圖
拼裝前,開好的平板在切割完后,不能直接裝焊,必須先消除應力。首先,應去除板條邊緣的割渣、割瘤、氧化物,檢驗兩側蓋板Ⅱ波幅變形量達到規范允許范圍,對焊縫區域必須打磨,采用校平機校平。除了在校平機上校扭彎變形外,還設計了一長直角形平臺(見圖6),利用選點火焰加熱后迅速水冷卻的熱脹冷縮反變形方法,解決零件彎、扭變形。
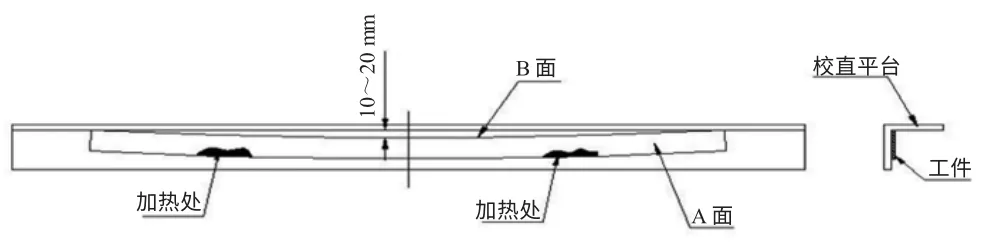
圖6 彎曲變形校直圖
拼裝過程中,嚴格控制裝配間隙不能超標,但在零件裝焊成長方形柱件后,發現扭彎變形很大,經分析主要是因為中間隔板采用剪床下料,每一件的長寬尺寸大小不一,裝焊時也引起焊件變形,中間隔板加工工藝采用先采用剪床下料,把每一個立柱部件所需的中間隔板件作為一組,疊在一起點固焊,上刨床加工A、B、C 這3個面,在立柱組合焊時利用這3個面作為定位面(見圖7),這樣大大降低了立柱組合焊的變形。

圖7 中間隔板
在外圍四面封焊時,縱縫施焊過程中最好調節焊接電流在280~350 A,焊角尺寸不高于6 mm。采用埋弧焊機時,嚴格控制4 條焊縫的焊接順序和焊接電流。采用兩名操作者同方向相對焊接上焊接面后,再焊下焊接面的焊接工藝(見圖8),焊接電流、焊接速度應保持一致,每一道焊縫當天必須焊完,減少了裝焊后立柱的彎曲、扭曲變形。
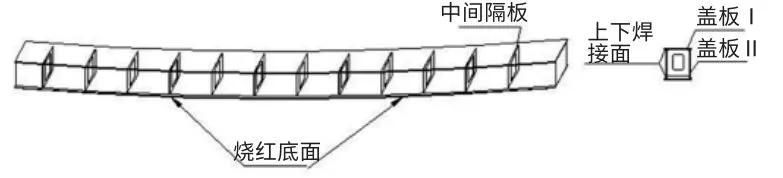
圖8 立柱彎曲變形圖
2.2 立柱與橫梁的校正
由于機架的部件全部為焊接件,焊接后的少量彎曲變形,是很難避免的。因此,焊后部件就需要校正。但這樣大型的制件,用手工是無法校正的,經反復閱讀了有關焊接校正的資料,提出采用局部火焰加熱后,迅速水冷卻的熱脹冷縮的反變形方法進行校正,同時兩頭用夾箍夾緊,防止加熱時焊件扭曲,解決了焊接變形問題(見圖9)。
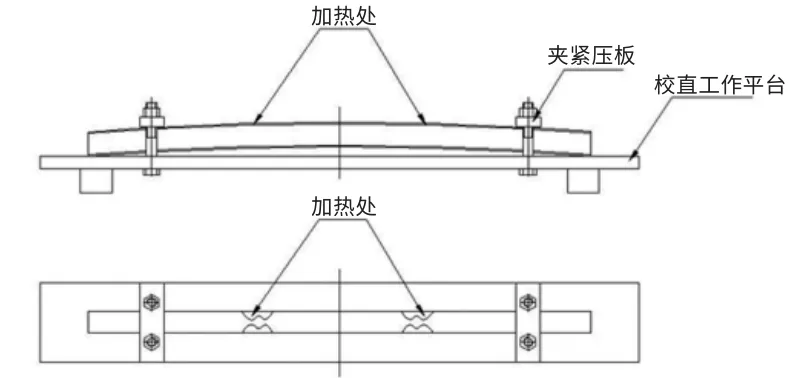
圖9 立柱彎曲校直圖
2.3 立柱與橫梁兩端連接板的封口工藝
圖2 所示焊件,兩端連接板平面度要求很高,若封兩端面時,不能保證品質,會給下一道切削加工工序帶來很大困難,如出現切削余量少、連接板傾斜或者會引起兩立柱連接時連接板錯位(戴帽)現象,更嚴重時,會使整個制件報廢。為了保證制件封面的加工品質,設計了大型加工平臺,采用C 面定位(見圖10)。

圖10 立柱彎曲校直平臺
要求的加工工藝,為制件及連接板都需畫線分中,制件一端頭割平,打磨后用直角測量塊測量垂直度,確認垂直后,封一端連接板,再以一端連接板為基準,取長度尺寸,割平,打磨另一端后測量垂直度,確認垂直后,封另一端連接板。這樣,保證了兩端平面度,避免了廢次品的出現,立柱加工工藝流程見圖11。支架其它橫梁,可參照立柱加工工藝制作。
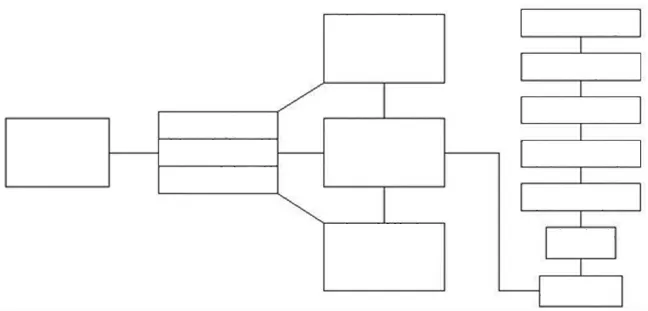
圖11 立柱加工工藝流程圖
3 結束語
通過嚴格控制加工工藝和嚴把產品品質關,順利完成了“大型高架立體倉庫”22 臺套的生產任務,由于嚴格把關,保證了機架加工品質,實現產值300 萬元,利潤50 多萬元,為企業創造了很大效益,并得到了承接產品廠家的高度贊揚。通過這次生產技術指導,把這些加工工藝方法應用于制造新一代立體車庫上,并利用現有的先進工裝和設備,一定能使立體車庫支架加工工藝更加完善和成熟。
[1]中國機械工程學會焊接學會.焊接手冊[K].北京:機械工業出版社,,1992.
[2]俞尚知. 焊接工藝人員手冊[K]. 上海:上海科學技術出版社,1991
[3]劉中青,劉 凱.異種金屬焊接技術指南[M].北京:機械工業出版社,1997.
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
