半自動焊接工裝在翼箱焊接中的應用
2012-08-29 12:06:20劉建銳何維國孟顯利
裝備制造技術 2012年7期
劉建銳,何維國,孟顯利
(柳工機械股份有限公司,廣西 柳州 545007)
翼箱是裝載機前車架的主要部件(見圖1),翼箱生產效率的高低,直接影響前車架的拼搭。為提高翼箱焊接效率,滿足前車架拼搭需求,自行設計了半自動焊接工裝,翼箱背縫、圓搭子與加強板的焊縫,實現了半自動焊,縮短了翼箱焊接時間,提高了焊接品質。

圖1 翼箱部件圖
1 結構特點分析
翼箱由內外側板、后板、搭子、加強板和支撐板組成,是一個箱型結構。主要的焊縫如圖2 所示。
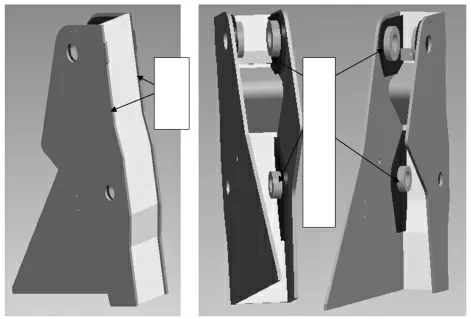
圖2 翼箱結構主要焊縫圖
其中,翼箱背縫是兩條最主要的焊縫,且焊縫平行,平焊時有一個上坡焊和一個下坡焊,只要解決這兩個位置的焊接,則很容易實現半自動焊接;搭子與加強板可以焊接后作為翼箱的部件,且焊縫為規則的圓形,容易實現半自動焊接;其他焊縫在翼箱內側,而且焊縫不規則,實現半自動焊很困難。
2 翼箱背縫半自動焊接工裝
2.1 工裝的組成
翼箱背縫半自動焊接工裝如圖3 所示。
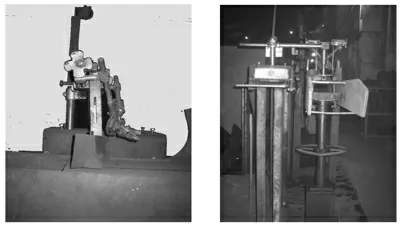
圖3 翼箱背縫半自動焊接工裝照片
該工裝由焊接小車、支撐架和隨動機構組成。焊接小車可以購買,支撐架也比較簡單,只要能夠支撐翼箱使之平穩就可以。翼箱背縫為兩條平行的焊縫,因此需要安裝雙焊槍同時焊接,提高焊接效率。因為要實現翼箱背縫上的上坡和下坡焊,因此隨動機構的設計是此工裝的難點,焊槍必須要能夠隨著焊縫抬起或者降低。
我們是采用在安裝焊槍的機構內加裝壓縮彈簧的方式來實現的(如圖4)。
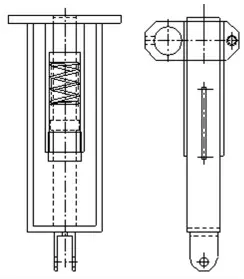
圖4 加裝壓縮彈簧示意圖
而且在上坡和下坡的部位,各安裝了2個調速限位塊,用以控制焊接速度,實現了上坡和下坡焊接過程。
2.2 工裝特點
該半自動焊接工裝具有如下特點:
(1)焊接小車輕巧,方便,人工即可隨意搬動;
(2)體積小,占地少;
(3)該工裝工作前,調節好焊接的相關參數,通過小車帶動雙焊槍,能同時焊接兩條平行焊縫,焊接品質好,焊縫美觀;
(4)工人勞動強度小,相比人工焊接,工作輕松;
(5)焊槍的位置、角度等參數,可以通過調節支架來調整。
2.3 主要技術參數
翼箱半自動焊接采用的是MAG 焊,應用(80%Ar+20%CO2)混合氣體作為保護氣體的熔化極氣體保護焊。由于MAG 焊熔滴過渡均勻和穩定,所以焊縫成形均勻、美觀。MAG 焊的綜合機械性能好[1]。經過多次試驗確定的技術參數如表1。

表1 半自動焊接工裝焊接參數表
3 圓搭子半自動焊接工裝
3.1 工裝的組成
翼箱搭子與補強板的半自動焊接工裝如圖5。

圖5 翼箱搭子與補強板的半自動焊接工裝
工裝的設計主要由以下部分組成:
(1)傳動部分。由電動機經過V 帶傳動,第一次減速到減速器,再經過減速器錐齒輪減速輸出到減速器軸,再通過鍵連接,將運動傳遞到工件裝載旋轉軸(圖紙中命名為軸承軸)。
此處關鍵的是軸承軸與軸承套的設計。因為有軸承支撐,必須考慮軸承的裝配、預緊力、運動時的周向受力與徑向受力、潤滑與密封[2]。
其一,從裝配方面來看,軸應該設計為兩端向中間裝配或者向同一個方向裝配,此處選擇的是兩個圓錐滾子軸承背靠背裝配,空轉時該軸不受軸承徑向力和周向力,裝工件旋轉時只受軸承周向力(工件和軸的自重除外);
其二,軸承的預緊,采用的是軸上的螺母預緊;
其三,運動時的受力,將工件傳來的徑向壓力傳遞到了整個設備的外殼上,使得該軸只受周向的旋轉力;
其四,潤滑與密封,采用的是氈圈密封,潤滑脂潤滑。雖然設計時考慮了潤滑與密封,但從目前的情況來看,該軸運轉的速度非常慢,不需要很高的要求。
上述這4個方面,是從該軸的功能要求考慮如何設計的,還有工藝方面的要求,主要是鍵槽設計時考慮如何對刀。
一般有兩種方法做到順利對刀:一是當軸受力不大時在鍵槽末端開槽;二是在鍵槽末端鉆孔,切鉆孔的直徑應該大于鍵槽的寬度。表2 是傳動部分各零件的型號。

表2 傳動部分各零件型號表
(2)結構部分。結構部分是整個設備的基礎部分。分由3個部分組成:電動機與減速器的連接以及整體的框架部分;焊槍的參數調節支架;支架的與整體框架的連接部分。
其一,整體框架部分考慮到主要是電動機與減速器的中心距,從而涉及到整體布局的問題;另外要考慮中心距的可調節,方便裝配和使用后的張緊,這里做了一個長形孔的設計解決這一問題。
其二,焊槍的參數調節支架,采用的是半自動氣割的支架,為外購件。該外購件能滿足焊接時3個空間參數的調節。
其三,支架與整體框架的連接,此處考慮的問題,是焊接時工件與支架等各部分的干涉問題。
(3)控制部分。控制部分主要是采用時間繼電器,做到焊接完成后自動停止。最先是考慮用行程開關,但用行程開關有兩個問題無法解決:一是焊接收尾時無法超過焊接的接頭;二是每次焊接開始時,不可能剛好調節到行程開關的開始位置,即使能調節那也是非常繁瑣。
控制電路如圖6。
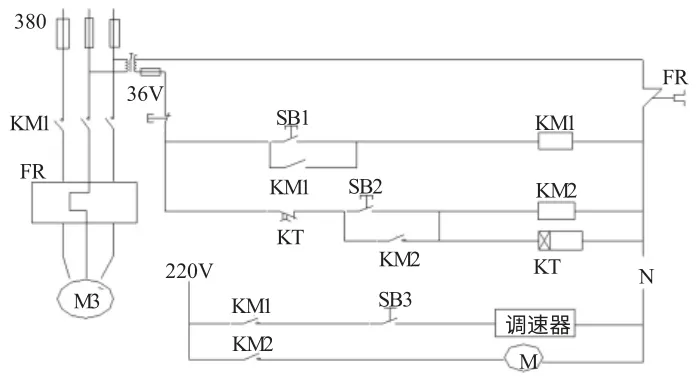
圖6 控制電路圖
控制電路的各元件型號如表3 所列。

表3 控制電路元件型號表
3.2 主要技術參數
經多次試驗,最后確定的焊接參數、電機速度和時間參數如表4 所列。

表4 半自動焊接工裝焊接參數
工件要求:外表面不能有銹、油、氧化皮和其他雜質。
4 實施效果
50 C 型裝載機翼箱背面焊縫長1 100 mm,根據表1 的焊接速度,可以算出焊接一個翼箱背面焊縫需要的時間為
1 100/400+1 100/330=6.08 (min)。
比機械手焊接翼箱背面焊縫20 min ,縮短了13.9 min,大大提高了焊接效率。
由表4 的數據可知:60 mm 的圓搭焊接時間為124 s,每個翼箱有兩個60 mm 的圓搭,焊接時間為124×2 = 248 s,75 mm 的圓搭焊接時間為184 s,每個翼箱有兩個75 mm 的圓搭,焊接時間為184×2=368 s。
每個翼箱4個圓搭的焊接總時間為
248+368=616 s ≈10.3 min,
比工人手工焊翼箱圓搭的平均時間25 min,縮短了14.7 min,提高了焊接效率。
5 結束語
翼箱半自動焊接工裝結構簡單,造價較低,使用方便,且可靠性好,經過1年時間應用,焊接品質穩定,焊接效率比原來手工焊接提高了24.8%,經濟效益顯著。該工裝適用于厚板長直焊縫和圓形焊縫的焊接,在諸多結構件中均可推廣應用。
[1]邱葭菲,蔡郴英.CO2焊、MAG 焊焊接對比試驗及其在工程機械制造中的應用[J].熱加工工藝,2006,(1):11.
[2]李世軍,王曉明. 網架桿件專用半自動焊接機床的設計與實踐[J].機床與液壓,2004,(3):72-73.
猜你喜歡
保健醫苑(2022年5期)2022-06-10 07:46:12
小哥白尼(趣味科學)(2021年8期)2021-11-20 06:08:04
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
中國生物醫學工程學報(2019年4期)2019-07-16 08:04:16
模具制造(2019年3期)2019-06-06 02:10:54
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
