橋殼銑平面專機中間扶平組件的改進
2012-08-29 12:06:30祝顯奇
裝備制造技術 2012年7期
關鍵詞:支架
祝顯奇
(方盛車橋(柳州)有限公司,廣西 柳州 545006)
公司橋殼銑氣室支架安裝平面專機中間扶平組件設計不合理,經過使用后出現如下問題:
(1)彈簧容易失效,造成扶平組件扶不平橋殼基準面,出現產品品質問題;
(2)產品轉型換代后,中間扶平組件不便于調整。如產品換型,需調整動力頭升降,生產效率低,且產品品質有風險。
而通過改進,將中間扶平組件改為液壓鎖緊升降,取代原先的彈簧扶平,問題就可以很好地得到解決。
1 原存在問題的分析
如圖1 所示,銑氣室支架安裝平面專機中間扶平組件,靠彈簧伸縮力保證平面高度。使用時間久了之后,彈簧失效,導致橋殼放到銑氣室支架安裝平面中間扶平組件基準面不平,易產生加工問題。遇到此問題后,操作者需在中間扶平組件下方,用可調高度的螺桿自行調平。這樣做導致生產效率低下及存在人為調整誤差的潛在失效風險。

圖1 中間扶平組件
在產品轉型換代后,因專機的中間扶平組件高度可調整范圍小。遇到高度差大的品種,光靠調整中間扶平組件及兩側V 型塊墊塊,不能滿足品種需求,需調整專機動力頭高度,這樣會產生生產效率低下,品質不穩定的潛在失效風險。
2 扶平組件的改進
重新設計中間扶平組件,設計示意圖見圖2。針對原扶平組件靠彈簧伸縮力調整高度易失效的問題,在改進中間扶平組件的設計中,計劃采用液壓油缸+7°楔塊來升級扶平組件,通過此設計來自行調平基準面,降低夾緊時間,提高勞動效率。
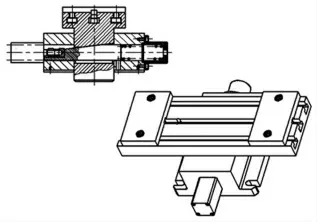
圖2 重新設計的中間扶平組件示意圖
將制作好的中間扶平組件,裝到153 型橋殼銑氣室支架安裝平面專機上,如圖3 所示。

圖3 改進后中間扶平組件的安裝
在153 型橋殼銑氣室支架安裝平面專機使用改進后的中間扶平組件后,解決了以下兩個問題:
(1)原扶平組件調不平橋殼基準面的問題;
(2)新產品因基準面高度差值大,需調整動力頭高度來加工橋殼的問題。
3 關鍵技術的說明
(1)為保證扶平橋殼基準面,中間扶平組件采用液壓+機械鎖緊,具有穩定的可靠性。
(2)橋殼工件的夾緊,采用液壓夾緊和定位,減輕勞動強度,而且比較穩定。
(3)專機工裝采用專機自身系統增加輔助指令控制液壓電磁閥,從而在操作中即可實現工件的自動扶平夾緊,自動定位。
(4)操作者只負責吊裝和卸載工裝上的橋殼,扶平及加工完全可實現自動化。
(5)可通過調整中間扶平組件定位座,適應新品種的加工,減少調整時間。
4 操作步驟
吊裝橋殼上工裝V 型塊(所有油缸處于松開狀態)→左邊橋殼法蘭定位→夾緊兩頭軸管→鎖緊中間扶平機構→銑氣室支架安裝平面→松開中間鎖緊油缸→松開兩頭軸管油缸→卸橋。
5 結束語
通過改進專機的中間扶平組件,可以確保加工品質;避免因中間扶平組件扶不平橋殼基準面造成的同品質問題。同時,通過改進中間扶平組件,產品轉型換代后,可以通過調整中間扶平組件來適應新產品,減少產品的交付時間和企業投入新設備,具有廣泛推廣價值。通過專機的組件改進,使設備達到具有自動化程度高、操作簡單、精度高等特點;在新品種切換時,可以減少企業投入專用設備,節省專用設備制造時間及使用費用,在國內車橋生產制造業或類似相關的制造行業,具有廣泛的推廣和借鑒價值。
[1]王光斗,王春福. 機床夾具設計手冊[K]. 上海:上海科學技術出版社,2000.
[2]吳宗澤.機械設計師手冊[K].北京:機械工業出版社,2002.
[3]陳立德.工裝設計[M].上海:上海交通大學出版社,1999.
猜你喜歡
保健醫苑(2022年5期)2022-06-10 07:46:12
小哥白尼(趣味科學)(2021年8期)2021-11-20 06:08:04
海洋信息技術與應用(2020年3期)2020-08-24 07:25:10
中國臨床醫學影像雜志(2019年5期)2019-08-27 02:48:00
中國生物醫學工程學報(2019年4期)2019-07-16 08:04:16
模具制造(2019年3期)2019-06-06 02:10:54
制造業自動化(2017年2期)2017-03-20 14:26:14
中國繼續醫學教育(2015年6期)2016-01-07 07:38:49
沈陽醫學院學報(2014年4期)2014-12-27 13:44:20
航天器工程(2014年5期)2014-03-11 16:35:55
