五菱宏光樣車車身D柱焊接精度控制
2012-08-29 12:06:32張惠立
裝備制造技術 2012年7期
關鍵詞:設計
張惠立
(上汽通用五菱汽車股份有限公司 技術中心,廣西 柳州 545007)
隨著公司快速發展,新產品新車型開發進程的不斷加快,軟工裝樣車制造會越來越多,樣車的制造品質也會要求越來越高,因此,如何制造出高品質軟工裝樣車的課題就擺在我們面前。高質量、高品質的樣車,離不開組成汽車的每一個高品質零件,每一個高品質零件的獲得,又是從零件開發到制造,全過程控制好每一個環節、每一個步驟的零件品質。從零件的設計、開模沖壓、拼裝焊接以及總裝裝配,每一步都非常重要、非常關鍵。車身的焊接品質好壞又是制造出高品質樣車的關鍵一步,而車身的焊接品質又與車身上每一個零件的焊接精度有密切的關系。在這里主要以五菱宏光樣車車身中的D 柱焊接精度為例,分析如何保證軟工裝樣車的零部件焊接精度,從而生產出高品質的樣車。
1 D 柱焊合總成的結構組成
五菱宏光樣車車身,由如下大部件焊合而成:下車體總成,左側圍總成,右側圍總成,頂蓋及五門一蓋等。
D 柱是依據習慣,將車身中重要的立柱,從前到后分為A、B、C、D 而得名。D 柱是位于車身最尾端的一根立柱,是組成五菱宏光側圍總成的重要焊合件之一。
該零件形狀比較特別,結構復雜,焊接精度比較難保證。
D 柱焊合總成,主要由D 柱上部外板、下部外板、下部內板、尾門限位支架及部分螺母加強板焊合而成。具體見圖1。
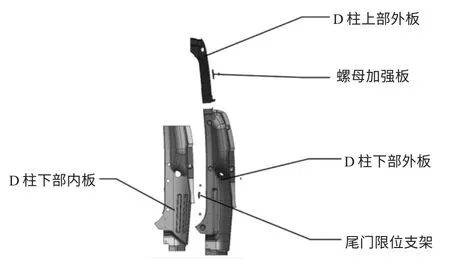
圖1 D 柱焊合總成結構圖
2 焊接精度的重要性
D 柱總成在車身中的作用非常重要。由于其位于側圍總成的最尾部,是安裝后燈總成的基座。若D 柱焊接精度差,不僅本身產生焊接變形,達不到設計要求,而且在與側圍外板焊合時,還容易造成側圍外板出現凹陷的品質問題,同時還會影響到下一工序的焊接及其他總成的裝配。如影響其與頂蓋后橫梁搭接焊合,影響到頂蓋后橫梁與頂蓋的裝配及焊接,影響到后門總成的裝配工作,對尾門的安裝及尾門的裝配間隙也尤為重要。因此,保證D 柱總成的焊接精度,不單對D 柱焊合總成本身而言是非常重要的,對整個車身的焊接精度來說,也非常重要。
3 技術保證措施
影響D 柱焊接精度的因素是多方面的,主要有:工裝夾具的因素,有來料沖壓零件品質的因素,有操作人員的操作方法因素等。
以下就是介紹在軟工裝造車過程中,如何解決這三方面的因素對D 柱總成焊接精度的影響,從而保證樣車的焊接精度。
D 柱的焊接精度分兩個部分:焊合總成本身的焊接精度,以及焊合總成與側圍外板、內板焊合時的焊接精度。
3.1 D 柱焊合總成本身焊接精度的保證
為保證D 柱焊合總成本身的焊接精度,最好的方法就是制造精確的焊接夾具,在精確的焊接夾具保證下,才能制造出合格的D 柱焊合總成。
可是,在軟工裝制造階段,考慮到節約成本,以及條件限制,軟工裝夾具也不可能象正式工裝那樣非常精確。但為保證D 柱焊合總成的焊接精度,至少必須保證D 柱焊合總成幾個關鍵部位的焊接精度。因此,在軟工裝夾具的設計和制造時,首先要了解D柱的幾個關鍵部位,依照產品數模設計和制造出相應的軟工裝夾具,保證焊合總成本身的焊接精度。
D 柱焊合總成的關鍵部位如圖2 所示。
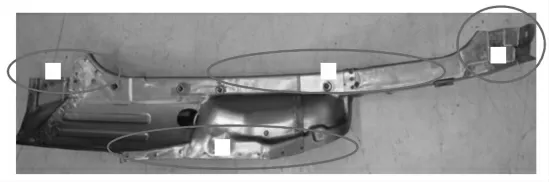
圖2 D 柱焊合總成的關鍵部位
圖2 中A、B、C、D 這4 處,都是D 柱焊合總成的關鍵部位:
A 是與頂蓋后橫梁搭接關鍵部位;
B 是特征型面,是與側圍外板搭接關鍵部位;
C 是焊合總成與車架尾端梁及輪罩后護板焊合搭接關鍵部位;
D 是焊合總成與側圍內板搭接關鍵部位。
這些都是軟工裝夾具必須控制的關鍵部位。
因此,在軟工裝夾具設計和制造時,著重考慮要控制好這4個部位的焊接精度,保證D 柱焊合總成焊完后A、B、C、D 這4個部位的坐標值與理論設計值一致。軟工裝夾具如圖3 所示。
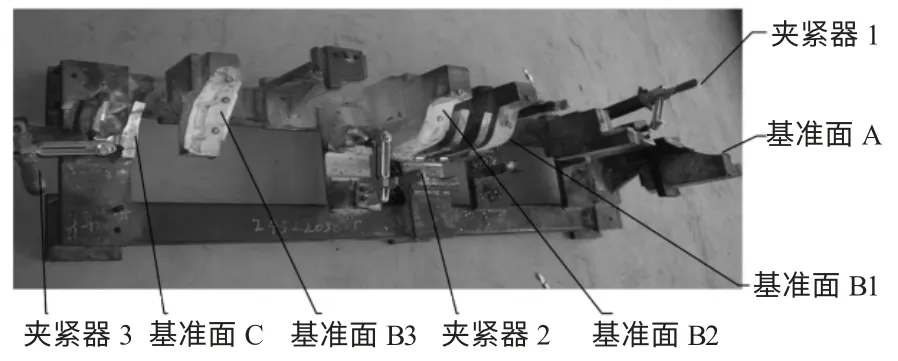
圖3 D 柱焊合總成夾具
基準面A 和夾緊器1 的作用,是保證D 柱上外板夾緊后,A 處關鍵部位符合理論設計要求;
基準面B1、B2、B3 和夾緊器2 的作用,是保證D柱下外板和下內板零件夾緊后,B、D 兩關鍵部位符合設計要求;
基準面C 和夾緊器3 的作用,是保證C 處關鍵部位符合設計要求。
由于軟工工裝夾具,只是在硬件設施上保證了D柱焊合總成的焊接精度,是焊合D 柱各零件的基本保證,但焊合總成的焊接精度,還會受到零件品質以及人為操作的影響。軟工裝零件大部分都是軟模沖壓零件或手工制作零件,零件品質也不是很好,對D柱焊合總成的焊接精度,有很大的影響。
因此,為保證D 柱焊合總成的焊接精度,在焊接操作時,還得有特殊的操作方法,具體如下:
(1)零件檢查、測量與修整。對D 柱每個零件焊合前,要用三坐標測量儀對零件進行測量,及時對零件進行修整,保證零件符合設計要求;如D 柱下部內板與下部外板也由于制造誤差,在B、C 處關鍵部位,經常會出現離空不貼合的問題,這些都需要修整,保證其貼合。
(2)零件裝夾到位,保證每個零件與基準面貼合。安裝D 柱上部外板時,必須關好夾緊器1,觀察上部外板關鍵部位A 處的型面與基準面A 是否貼合,保證其貼合。安裝D 柱下部外板、內板時,必須關好夾緊器2、3,觀察外板和內板關鍵部位B、C、D 這3處部位是否到位,是否與基準面B1、B2、B3、C 貼合。同時,觀察D 柱上部外板與下部外板搭接部位是否貼合,應不存在離空。
(3)用三坐標測量儀檢查測量。在每一件D 柱焊合總成完成焊接后,都必須用三坐標測量儀對焊合總成的A、B、C、D 這4個關鍵部位進行測量,是否符合產品設計要求。檢測時,每一處的誤差不超過0.2 mm,在檢測合格后,才能開始下一件焊接。對不合格的,要及時修整合格。
3.2 焊合總成與側圍外板、內板焊接精度的保證
首先必須有裝夾D 柱焊合總成與側圍外板、內板的軟工裝夾具,只有軟工裝夾具作為基礎,才能保證焊合總成與側圍外板、內板焊合的焊接精度。由于前面在保證D 柱焊合總成本身的焊接精度中,已了解D 柱總成的關鍵部位,因此,軟工裝夾具設計制造時,同樣須保證D 柱焊合總成與側圍外板、內板焊接時A、B、C、D這4個關鍵部位的焊接精度,保證其在X、Y、Z 這3個方向的坐標值與理論設計值一致(夾具如圖4 所示)。
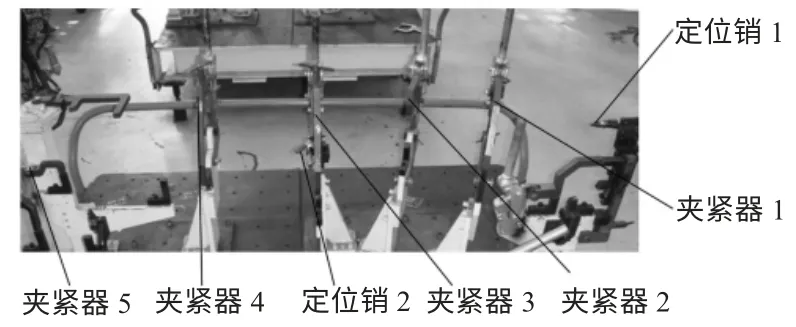
圖4 D 柱焊合總成與側圍外板、內板焊合夾具
定位銷1、2 的作用,是D 柱焊合總成的定位基準,保證D 柱焊合總成的X、Y、Z 坐標;
夾緊器1、2 作用,是夾緊D 柱上部外板,保證其與側圍外板、內板的焊接精度;
夾緊器3、4 作用,是保證D 柱焊合總成B、D 處關鍵部位部與側圍外板、內板的焊接精度,同時由于夾緊器3、4 在焊接側圍內板時,前半部分與內板干涉。因此,夾緊器3、4 的夾頭部分設計成可拆分的兩部分,在完成D 柱焊合總成與側圍外板的焊接后,可將前半部分的夾頭拆下(如圖5 所示)。
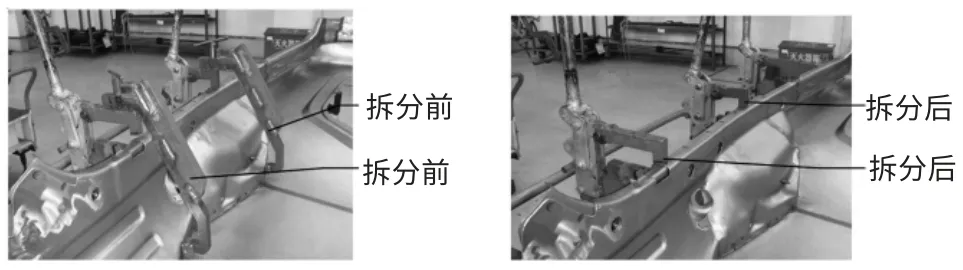
圖5 夾緊器3、4
在D 柱焊合總成與側圍外板、內板的焊接過程中,除有了軟工裝夾具作保證外,焊接操作順序和操作方法對D 柱的焊接精度也有較大的影響,因此,還要有正確的焊接順序和操作方法。具體如下:
(1)在D 柱與側圍外板焊合時,裝夾D 柱焊合總成時一定先插入定位銷1、定位銷2。定位銷1 是控制D 柱焊合總成Y、Z 方向的尺寸,定位銷2 是控制D 柱上部內板X、Y 方向的尺寸;
(2)關好夾緊器1、2、3、4、5,觀察D 柱焊合總成是否關夾到位,D 柱焊合總成與側圍外板是否有離空,保證D 柱焊合總成與側圍外板的焊合搭接面必須貼合。
(3)由于D 柱總成焊接后會出現焊接變形,因此,在D 柱總成夾緊后,還得用三坐標來進行檢查測量,主要是D 柱總成的A、C 兩位關鍵部位,在保證D柱總成的A、C 兩部位合格后才能焊接(見圖6)。
(4)焊接時,必須先將D 柱焊合總成與側圍外板在B 處的搭接部分先焊,然后再焊其他部位,這樣容易保證D 柱總成的焊接精度(見圖6)。
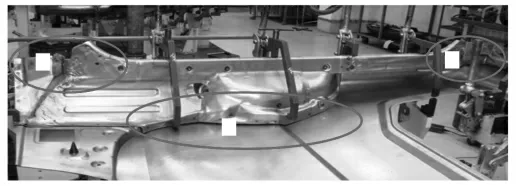
圖6 D 柱焊合總成與側圍外板焊合完成圖
(5)在D 柱焊合總成與側圍外板焊合完成后,先將夾緊器3、4 中前半部分與側圍內板干涉的夾頭拆下,再放入側圍內板,最后將所有的夾具關夾好,保證側圍內板與D 柱焊合總成搭接的部分不存錯位,才能焊合。
4 結束語
綜上所述,在五菱宏光樣車D 柱的焊接過程中,通過在工裝夾具、零件品質和焊接操作這3個方面的控制,基本上保證了D 柱焊合總成本身的焊接精度及其與側圍外板、內板焊接時焊合精度,保證五菱宏光樣車D 柱的焊接精度。舉一反三,可同樣用這種方法,來保證軟工裝樣車中其他零件的焊接精度,從而制造出高品質的、滿足設計要求的樣車。
[1]陳裕川. 現代焊接生產實用手冊[M]. 北京:機械工業出版社,2005.
[2]宋曉琳.汽車車身制造工藝學[M].北京:北京理工大學出版社,2006.
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
