票夾件多工位級進模的設計
2012-08-29 12:06:32李靈
裝備制造技術 2012年7期
關鍵詞:設計
李 靈
(廣西機械高級技工學校,廣西 柳州 545005)
1 零件工藝性分析
圖1 所示票夾件材料為SUS301-1/4H,料厚0.3 mm,毛刺面全部向內,外觀要求光亮、無壓傷等缺陷,按100 萬件批量設計。
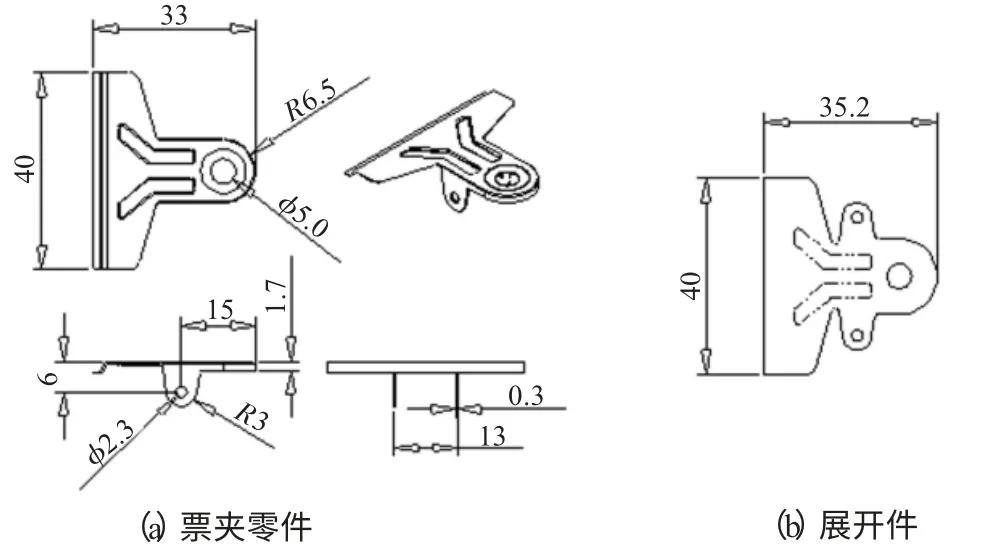
圖1 票夾件及展開圖
該票夾件成形工藝包括起伏成形、沖裁、翻邊和彎曲成形等工序,翻邊和彎曲成形前需要完成起伏成形和沖裁工序,因Φ 2.3 mm 和Φ 5.0 mm 孔在彎曲的側面,不能作為制件的導正孔,故必須另外增加導正孔。在翻邊和彎曲成形時,會對料帶產生側壓力,因此排樣設計時需設法抵消此側壓力。
2 票夾件多工位級進模排樣方案設計
圖2 所示的票夾件多工位級進模排樣方案,為雙排橫向中間載體排樣,條料送進時具有較高的剛性和穩定性。該排樣共有8個工位,材料利用率50.0%。導正孔Φ 4.0 mm 在中間載體上,因此中間載體的最小寬度需增大至6.0 mm,且亦有利于提高料帶剛性。
為了避免產品翹曲變形,起伏成形需在第一個工序完成后才能進行后續工序。進行翻邊或彎曲工序時,兩相向對稱制品需同時成形,這樣就可以抵消料帶所受的側壓力。由于票夾件要求所有毛刺面向內,在排樣圖為向下,因此在切斷分離工序,沖頭設計在中間位置,切斷廢料從中間漏料孔排出;產品由于自重和頂桿彈頂作用從兩邊漏料孔排出。
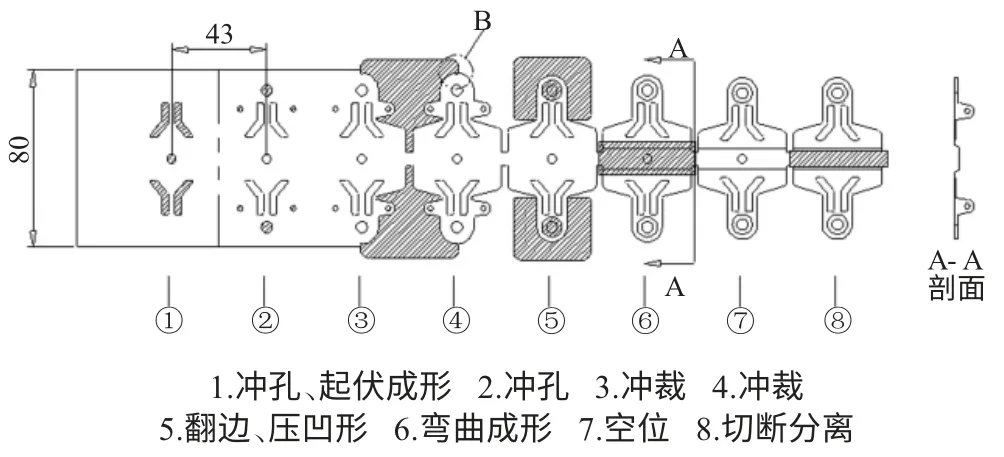
圖2 雙排橫向中間載體排樣圖
沖裁時,為了防止搭接處刃口產生薄碎屑,在不影響產品外觀和功能的情況下,需對搭接處刃口進行處理。圖3 為圖2 中B 處放大圖,搭接處沖裁刃口經過處理后,確保了刃口與沖裁后的料帶只有一個交點,避免了薄碎屑的產生,間接消除了產品表面被壓傷的可能。
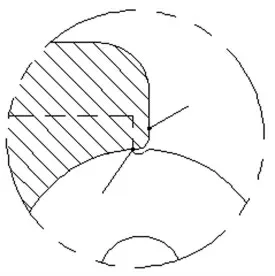
圖3 搭接處刃口處理
3 級進模總體結構設計
票夾件級進模總體結構如圖4 所示。
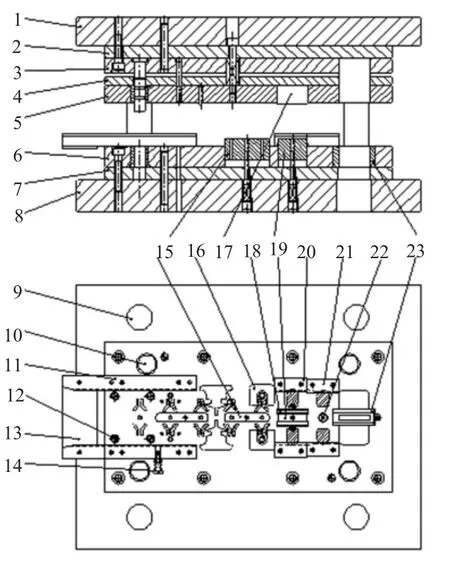
圖4 票夾件級進模裝配圖
其設計要點分述如下:
(1)票夾件采用SUS301-1/4H 不銹鋼材料,HV250~300,單面可取0.02 mm 的沖裁間隙,其沖裁和成形性能較好,根據生產批量(100 萬件,中等批量)選用模具材料:所有沖頭、鑲件和凹模板6 采用Cr12MoV,58~62 HRC;卸料板5 采用Cr12,50~55 HRC;固定板3 采用45#,調質處理;所有墊板2、4、7采用T8A,50~55 HRC,上下模座1、8 采用A3。
(2)由于彎曲成形時需要較大的成形力,因此模具的閉模間隙(模具在下死點時固定板3 和卸料墊板4 的距離)設計為0。
(3)由于采用中間載體排樣,不必采用側刃節距粗定位,只需采用初始擋料塊14 即可。
(4)為了增加導料距離,從而增加料帶的穩定性,導料板(a)11 可根據需要伸出模具外面50~100 mm,并在其底面設計有導料板托板13,用螺絲鎖緊。
(5)為了取放方便,下模切斷鑲件23 和下模彎曲成形鑲件18 側面設計有2.0 mm×6.0 mm 扣壓位,如圖5 所示,用M5 螺絲扣壓在凹模板上,并在下墊板7 和下模座8 上設計有頂件孔。
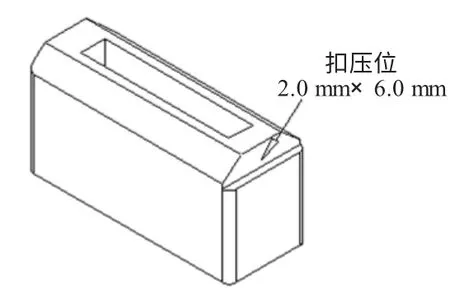
圖5 下模切斷鑲件扣壓位
(6)為了避免料帶擺動和導正銷拉料,在7、8 工序設計有導料板(b)20 和導料板(c)21。
(7)為了使料帶傳送順利,應把料帶整體抬升10 mm,由頂料銷12、22、頂料塊15 和壓料塊19 共同完成此抬升動作。
4 結束語
實踐證明,該票夾件多工位級進模的工藝性、排樣方案和總體結構是合理可靠的,料帶在模具內穩定,送料和出件順利,能保證產品品質,對同類零件的級進模設計與教學,有一定參考價值。
[1]金龍建,洪慎章.多工位級進模典型結構圖冊[M]. 北京:化學工業出版社,2011.
[2]姜奎華.沖壓工藝學[M].武漢:華中理工大學出版社,1986.
[3]陳炎嗣,郭景儀.沖壓模具設計與制造技術[M]. 北京:北京出版社,1991.
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
