基于PLC的數控車床電動刀架實訓裝置開發
2012-08-29 12:06:34湛年遠謝祥強
裝備制造技術 2012年7期
湛年遠,謝祥強
(廣西電力職業技術學院,廣西 南寧 530007)
電動刀架是數控車床故障多發的部件之一,開發基于PLC 的電動刀架實訓裝置,開展電動刀架及其控制線路拆裝、檢修與調試實訓,可有效提升數控機床維修技術高技能人才的培養品質。
1 電動刀架的控制原理分析
本實訓裝置基于配置華中HNC-21 世紀星的數控車床,該數控系統采用內置式PLC,刀架電動機的電氣控制原理如圖1 所示。
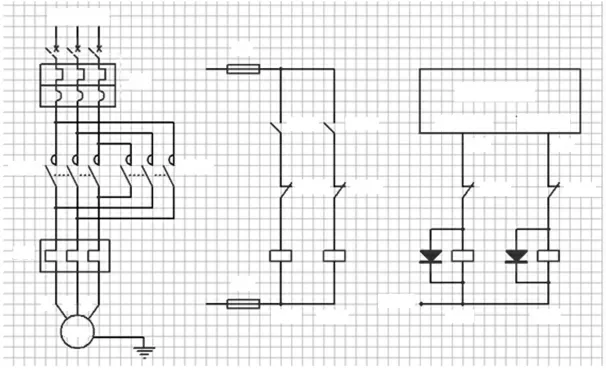
圖1 刀架電動機控制原理圖
1.1 控制原理
當數控系統發出換刀指令時,由PLC 的Y0.6 輸出刀架電動機正轉的信號,使中間繼電器KA1 的線圈得電,常開觸頭閉合;接觸器KM1 的線圈得電,主觸頭閉合,刀架電動機開始正轉。同時,中間繼電器KA1 常閉觸頭斷開,接觸器KM1 的常閉輔助觸頭也斷開,接觸器KM2 的線圈不能得電,從而實現電氣互鎖,避免刀架電動機在正、反轉切換過程中發生短路現象。
當數控系統檢測到目標刀號時,刀架電動機停止正轉,并由PLC 的Y0.7 輸出反轉信號,中間繼電器KA2 的線圈得電,常開觸頭閉合,接觸器KM2 的線圈得電,主觸頭閉合,刀架開始反轉,反轉的時間由數控系統的刀架控制參數進行設定(約1 500 ms)。當刀架反轉時間到,刀架被鎖緊,換刀過程結束。
1.2 控制信號
換刀控制的輸入信號,主要是選刀按鈕發出的刀具選擇信號和刀架到位信號。輸出信號,主要包括目標刀號(要選擇的刀號)、刀架的檢測刀號(刀架當前的實際刀號)、刀架電機正反轉控制信號等。
刀號的檢測,是通過刀架中的發信盤安裝的霍爾元件及磁鋼來完成的。霍爾元件是相當于一個磁性開關,當靠近磁鋼時,輸出0 V 電壓,當離開磁鋼時,輸出24 V 電壓,數控系統根據T1,T2,T3,T4 對應的輸出電壓,便可知道刀號的位置,其電氣原理如圖2 所示。
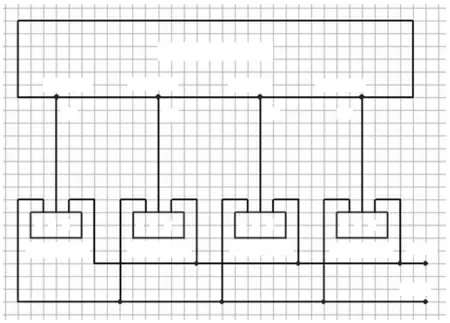
圖2 刀號信號檢測電氣原理圖
2 基于PLC的電動刀架實訓裝置開發
2.1 電氣接線圖
本實訓裝置以PLC 為核心,主要由啟動按鈕、選刀按鈕、PLC、電動刀架、LED 顯示器以及接觸器、繼電器等控制元件組成,LED 主要用于目標刀號和檢測到位刀號的顯示,電氣接線如圖3 所示。
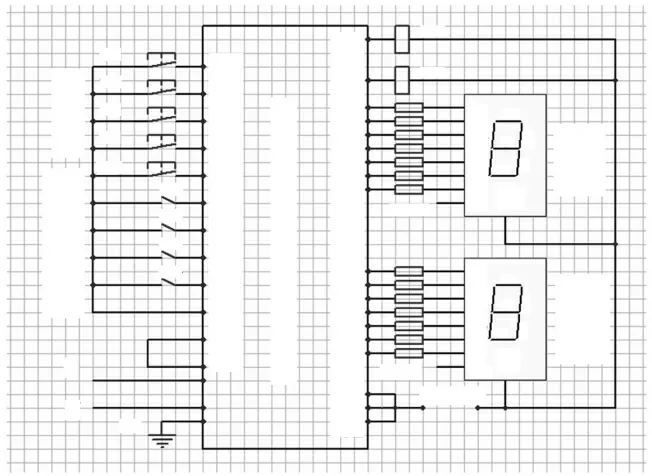
圖3 電動刀架實訓裝置PLC 接線圖
2.2 控制原理
由選刀按鈕輸入要選擇的刀號(目標刀號)時,在目標刀號LED 顯示器上顯示出目標刀號(如T1 則顯示1,T2 則顯示2)。按下啟動按鈕,刀架開始正轉,當檢測到位刀號與目標刀號一致時,刀架電動機停止正轉,延時約0.5 s 后,刀架電動機開始反轉,約1.5 s 后停止反轉,鎖緊刀架,換刀結束。此時,兩個LED 顯示器上顯示的數字一致。刀號檢測及刀架電動機正、反轉控制原理如圖4 所示。
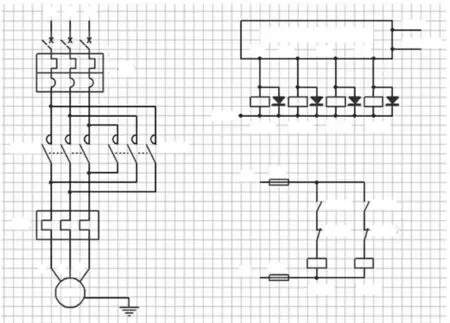
圖4 刀號檢測及刀架電動機正、反轉控制原理圖
2.3 PLC 程序
PLC 程序分主程序與子程序兩部分,主程序用于完成刀號輸入、實際刀位檢測、電動機正反轉控制以及定時控制,子程序主要是顯示目標刀號與實際檢測的刀號。
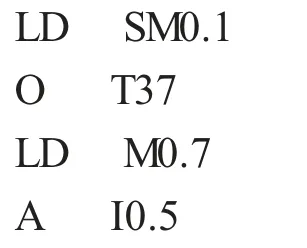
部分主程序如下:

3 結束語
實際使用效果證明,開發基于PLC 的數控車床電動架實訓裝置,加強數控車床電動刀架及其控制線路的拆裝、調試與檢修實訓,可有效提升數控機床維修技術高技能人才的培養質量。
[1]胡漢文,丁如春.電氣控制與PLC 應用[M].北京:人民郵電出版社,2009.
[2]張永飛. 數控機床電氣控制[M]. 大連:大連理工大學出版社,2008.
[3]武漢華中數控股份有限公司. 世紀星數控裝置連接說明[Z].武漢:武漢華中數控股份有限公司,2010.
猜你喜歡
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
裝備制造技術(2020年12期)2020-05-22 09:25:38
制造技術與機床(2019年12期)2020-01-06 03:17:48
電子制作(2018年11期)2018-08-04 03:25:42
制造技術與機床(2017年4期)2017-06-22 11:18:05
電子制作(2017年8期)2017-06-05 09:36:15
信息記錄材料(2016年4期)2016-03-11 15:22:54
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
制造技術與機床(2015年10期)2015-04-09 07:05:42
