50CrVA鋼的工藝優化及其在鋼板彈簧產品中的應用
2012-09-04 06:46:16李潤哲
汽車技術 2012年1期
關鍵詞:工藝
張 煒 楊 冬 李潤哲 高 偉
(中國第一汽車股份有限公司技術中心)
1 前言
50CrVA鋼是一種具有一定強度和良好塑韌性的中碳合金彈簧鋼,廣泛應用于汽車懸架鋼板彈簧的制造。目前我國重型車載質量由過去的4 t發展到現在的40 t以上,用于其鋼板彈簧的50CrVA鋼截面厚度也由8 mm提高到24 mm。由20~24 mm厚大截面鋼板彈簧臺架試驗可知,其疲勞壽命僅在3萬~5萬次內,用戶也反饋此鋼板彈簧使用壽命低,使用過程中斷裂嚴重,造成市場索賠率較高等不良影響。
通過對斷裂鋼板彈簧的失效分析及對現生產工藝質量的研究后發現,當50CrVA鋼截面厚度大于某一臨界值時將無法淬透,這就嚴重影響了材料的力學性能,降低了鋼板彈簧產品的疲勞壽命。為此,研究了淬透性、油淬火臨界淬透厚度、奧氏體晶粒臨界粗化溫度及淬火和回火溫度對50CrVA鋼組織及力學性能的影響,制定了50CrVA鋼的材料應用規范和鋼板彈簧產品優化工藝規范,并按規范試制了50CrVA鋼單片簧及鋼板彈簧總成,進行了臺架試驗和道路試驗。
2 試驗材料與方法
2.1 試驗材料
試驗材料為50CrVA鋼,尺寸為16 mm×90 mm和18 mm×90 mm 2種彈簧扁鋼。表1為50CrVA鋼的化學成分。

表1 50CrVA鋼化學成分 %
2.2 試驗方法
試樣經不同加熱溫度淬火處理后,采用苦味酸飽和溶液+緩蝕劑腐蝕出奧氏體晶界,以測定材料在不同加熱溫度下的奧氏體晶粒大小;拉伸試樣和沖擊試樣經熱處理+精磨加工后進行室溫拉伸試驗和沖擊試驗,以測定材料的力學性能;單片簧試樣經熱處理和噴丸處理后進行疲勞試驗。
利用HR-150A洛氏硬度計檢測硬度,利用PMG-3金相顯微鏡觀察顯微組織,利用XL30W/TMP掃描電子顯微鏡掃描斷口形貌。
3 工藝優化試驗
3.1 淬透性
采用端淬法測定50CrVA鋼的淬透性,圖1為淬透性曲線,該材料的淬硬性測定結果為J50.5/15。
3.2 油淬火臨界淬透厚度
淬透性和臨界淬透厚度是材料的主要工藝技術指標,在產品設計和工藝設計時,尤其是在產品截面尺寸大的情況下,必須考慮材料的淬透性和臨界淬透厚度是否滿足產品質量技術要求。通過對不同厚度材料的直接油淬火試驗,可以確定50CrVA鋼在油冷卻條件下的臨界淬透厚度,從而制定50CrVA鋼在產品設計中的應用規范。圖2為厚16 mm、18 mm的50CrVA鋼材料直接油淬火試驗后心部組織,表2為直接油淬火試驗結果,其中在扁鋼樣品橫截面上距表面1/4厚度處取3點測量淬火硬度。
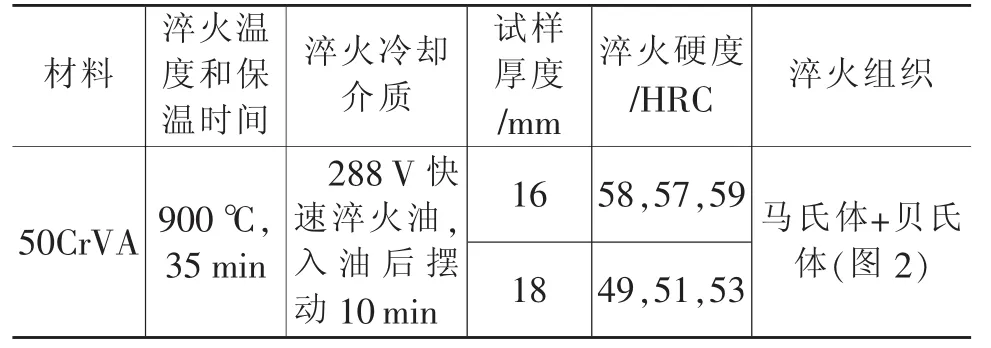
表2 50CrVA鋼直接油淬火試驗結果
由圖2和表2可知,厚16 mm的50CrVA鋼淬火后心部得到90%以上的馬氏體組織,淬火硬度≥57 HRC;而厚18 mm的50CrVA鋼淬火后心部僅得到60%的馬氏體組織,淬火硬度為49~53 HRC。
50CrVA鋼相當于歐洲EN標準中的51CrV4鋼,而51CrV4鋼經油淬火后要求心部得到90%以上的馬氏體組織,淬火硬度≥54 HRC。因此,在油冷卻條件下50CrVA鋼的臨界淬透厚度確定為16 mm,即在鋼板彈簧新產品設計和應用中50CrVA鋼的使用規范厚度應不大于16 mm。
3.3 奧氏體晶粒臨界粗化溫度
金屬材料在加熱奧氏體化過程中,隨著加熱溫度的升高或保溫時間的延長奧氏體晶粒會粗化,其中加熱溫度的影響最為顯著。當晶粒粗化到一定程度時,材料的強度、塑性和韌性會大幅降低,最終表現為由于材料出現過熱缺陷而導致產品壽命的降低。通過測定不同淬火加熱溫度下50CrVA鋼的奧氏體晶粒大小,研究其奧氏體晶粒長大傾向,即過熱敏感性,可確定50CrVA鋼的奧氏體晶粒臨界粗化溫度,最終為其熱加工提供最佳工藝溫度。
圖3為50CrVA鋼在不同淬火加熱溫度下的奧氏體晶粒大小。由圖3可看出,當加熱溫度超過940℃時奧氏體晶粒會明顯粗化,晶粒度級別為6級,即50CrVA鋼奧氏體晶粒臨界粗化溫度為940℃。因此,在鋼板彈簧生產中,50CrVA鋼熱加工的工藝溫度應不高于940℃。
3.4 淬火加熱溫度
淬火加熱溫度主要影響材料的強度、塑性和韌性。一方面,材料在加熱奧氏體化過程中,提高淬火加熱溫度能使碳及合金元素充分溶入奧氏體中,使奧氏體成分更加均勻,提高材料的淬透性;另一方面,如果淬火加熱溫度過高則易引起材料過熱,從而降低材料的強度、塑性和韌性。國家技術標準GB/T 1222—2007中規定50CrVA鋼的淬火加熱溫度為850℃。試驗發現,當材料截面厚度增加到一定程度時,50CrVA鋼在850℃下已無法滿足正常淬火的要求。通過研究不同淬火加熱溫度下50CrVA鋼的力學性能,可確定50CrVA鋼的最佳淬火加熱溫度,其中拉伸試樣和沖擊試樣的回火溫度均為430℃,保溫70 min后水冷。
圖4和圖5為不同淬火加熱溫度對50CrVA鋼力學性能的影響曲線。
由圖4和圖5可見,隨著淬火加熱溫度的升高,材料的強度、塑性和韌性均呈下降趨勢。尤其是當淬火加熱溫度達到920℃時,材料的塑、韌性開始明顯下降。因此,920℃是材料加熱溫度關鍵點,是選擇淬火加熱溫度的重要依據。由圖4可見,900℃淬火加熱溫度下50CrVA鋼奧氏體晶粒級別為8級,晶粒明顯細化。金屬材料強韌化理論認為,晶粒細化可以提高材料強度、塑性和韌性,因此初步確定900℃為50CrVA鋼的淬火加熱溫度。
在鋼板彈簧生產中,簧片彎曲成型和淬火為同一加熱工藝過程。為驗證900℃加熱溫度是否同時滿足簧片彎曲成型和淬火的技術要求,進行了現生產的淬火工藝試驗,試驗結果見表3。
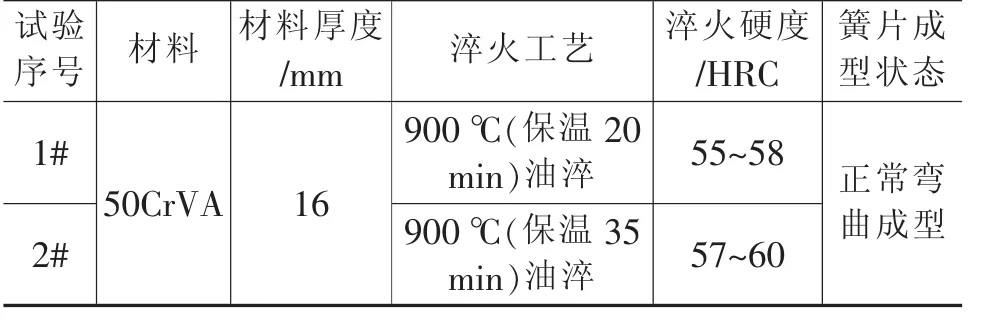
表3 淬火工藝試驗結果
由表3可知,50CrVA鋼在規范的材料厚度下,900℃的淬火加熱溫度可同時滿足簧片彎曲成型和淬火工藝要求。因此,確定900℃為50CrVA鋼的淬火加熱溫度。
3.5 回火加熱溫度
材料淬火后得到馬氏體組織,馬氏體硬而脆,組織不穩定,淬火后必須經回火處理才能得到優良的綜合力學性能。
圖6和圖7為不同回火加熱溫度下50CrVA鋼的力學性能,淬火溫度為900℃。由圖可看出,隨著回火加熱溫度的升高,材料的強度和硬度下降,而塑性和韌性升高。當回火溫度為410℃時有塑性突變,這種突變可能與第一類回火脆性有關。當回火溫度為430~450℃時,材料得到最優良的綜合力學性能。因此,確定430~450℃為50CrVA鋼的回火加熱溫度。
3.6 沖擊試樣斷口分析
圖8為不同淬火加熱溫度下沖擊試樣斷口的掃描電子照片。
由圖8可看出,淬火加熱溫度為860℃時斷口形貌基本為韌窩形,材料韌性高;900℃時斷口為準解理和韌窩的混合形態;920℃和940℃時斷口基本為解理形貌;970℃時斷口出現少量沿晶,到1000℃時斷口形貌基本為沿晶,且材料晶粒嚴重粗化,材料的韌性低,表現出晶粒粗化對材料塑性和韌性的重大影響。
3.7 單片簧疲勞S-N曲線
目前鋼板彈簧疲勞試驗一般為彈簧總成的疲勞試驗,當總成中任何一片彈簧斷裂時即中止試驗。但這種試驗方法成本高,而試驗影響壽命的因素眾多,無法表征材料的疲勞強度。通過50CrVA鋼單片簧的疲勞試驗可使整個試驗得到簡化,進而可研究不同工藝條件下材料的疲勞S-N曲線。
圖9為疲勞試驗用單片簧,其經900℃淬火+450℃回火,回火硬度為45~48 HRC,后期強化工藝包括無噴丸、自由噴丸和預應力噴丸等3種。
采用機械式疲勞試驗機(圖10)進行單片簧疲勞試驗,試驗頻率為3 Hz。單片簧試樣截面規格為16 mm×90 mm,伸直長度為1550 mm,兩端卷耳。試驗時單片簧被2個U形螺栓夾緊,以控制簧片垂直方向的變形量,U形螺栓夾緊距離為190 mm,測定單片簧在夾緊狀態下的剛度。圖11為單片簧夾緊狀態的特性曲線,實測夾緊剛度為100.67 N/mm。
假設單片簧被2個U形螺栓完全夾緊,則在載荷作用下U形螺栓夾緊處應力最大,即為危險截面。在已知危險截面最大應力的條件下,應用集中載荷法,通過下式可反推計算出簧片的最大變形量f,以f作為試驗控制條件。
式中,σ為危險截面最大應力;F為單片簧中心受力值;b為單片簧寬度;h為單片簧厚度;P為單片簧夾緊狀態下實測剛度;f為單片簧最大變形量;L有為單片簧有效長度;L伸為單片簧伸直長度;S為U形螺栓夾緊距離。
表4為50CrVA鋼單片簧的疲勞試驗方案,應力幅采用國家標準中鋼板彈簧臺架試驗要求的324 MPa。
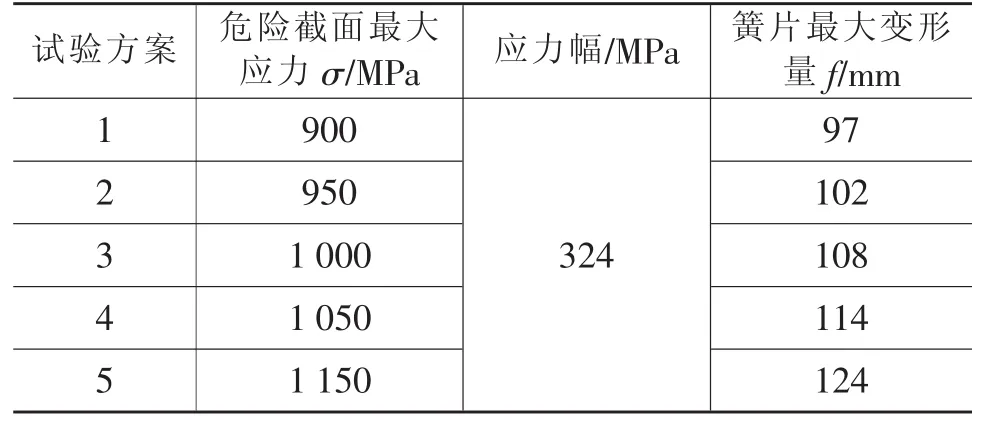
表4 單片簧疲勞試驗方案
按表4試驗方案進行單片簧的疲勞試驗,試驗中預應力為750 MPa,疲勞壽命達40萬次未斷即中止試驗,最終得到不同噴丸工藝條件下50CrVA鋼的單片簧疲勞壽命試驗結果見表5。
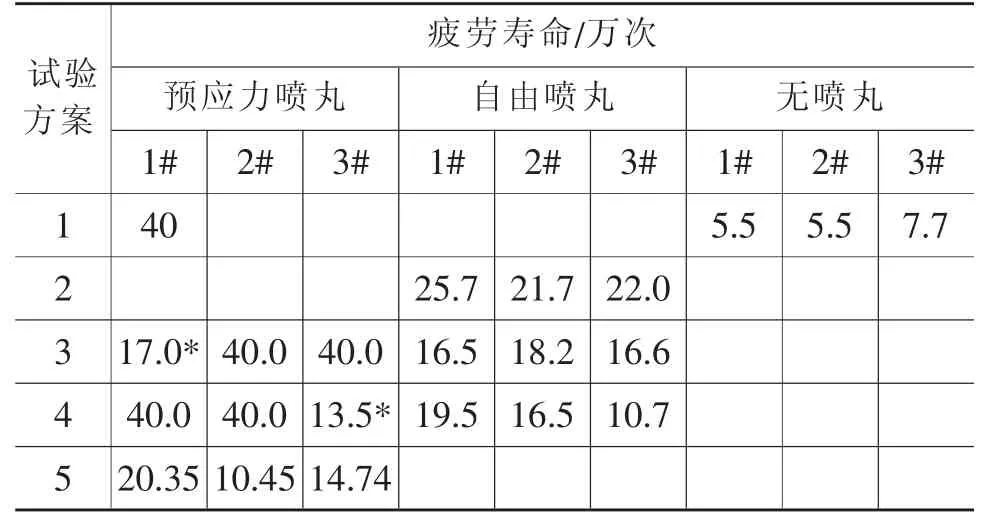
表5 單片簧疲勞壽命試驗結果
根據表5中的疲勞壽命數據繪制50CrVA鋼疲勞S—N曲線,結果見圖12。
根據50CrVA鋼熱處理優化試驗和單片簧疲勞試驗結果可知:
a.50CrVA鋼采用自由噴丸和預應力噴丸后,疲勞S-N曲線向右上方移動,表明優化噴丸工藝取得明顯技術效果。
b.應力水平達到1150 MPa時,疲勞壽命突然降低并且離散,表明彈簧的斷裂機理發生根本性改變,因此必須控制彈簧的最大使用應力。
c.在10萬次有限疲勞壽命條件下,50CrVA鋼在優化工藝狀態下的許用應力為1050 MPa。
3.8 應用試驗
試驗結果表明,試制的50CrVA鋼板彈簧總成疲勞壽命≥10萬次,達到多片簧疲勞壽命技術要求,疲勞壽命比工藝優化前提高3倍。
道路試驗結果表明,在礦山地區的極度惡劣工況條件下,試制的50CrVA鋼板彈簧總成使用壽命超過6個月,且未發生斷裂,使用里程超過3萬km。
4 結束語
通過對50CrVA鋼的淬透性、油淬火臨界淬透厚度、奧氏體晶粒臨界粗化溫度及淬火和回火溫度對材料組織及力學性能的影響研究,制定了材料應用規范和鋼板彈簧產品優化工藝規范,并進行了鋼板彈簧總成的臺架試驗和道路試驗。試驗結果表明,50CrVA鋼工藝優化后鋼板彈簧總成臺架疲勞壽命≥10萬次,在礦山地區工況極度惡劣條件下道路試驗使用里程超過3萬km,大幅提高了鋼板彈簧的疲勞壽命和可靠性。
1 薄鑫濤,郭海祥,袁風松.實用熱處理手冊(第1版).上海:上海科學技術出版社,2009.
2 張英會,劉輝航,王德成.彈簧手冊(第2版).北京:機械工業出版社,2008.
3 B.C.科瓦連科.金相顯示劑手冊(第1版).李云盛,鄭運榮譯.北京:國防工業出版社,1983.45~47.
4 蘇德達.常用彈簧鋼奧氏體晶粒長大傾向的比較.金屬制品,2003,29(6):35~37.
5 徐德祥 尹鐘大.熱處理工藝對彈簧鋼組織和性能的影響.特殊鋼, 2003, 24(6):1~4.
6 張志建,姚枚,李金魁,等.噴丸強化件表象疲勞極限優化研究.機械工程材料,2003,27(10):7~10.
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
