高合金鋼的激光誘導低壓射流復合加工研究
2012-09-15 07:20:40陳雪輝袁根福張相炎
湖北工業大學學報 2012年4期
關鍵詞:深度
陳雪輝,郭 微,袁根福,鄭 偉,張相炎
(1南京理工大學機械學院,江蘇 南京430063;2安徽建筑工業學院激光先進制造技術中心,安徽 合肥230022;3安徽水利水電職業技術學院,安徽 合肥231603)
W18Cr4V高合金鋼屬于鎢系萊氏體鋼,是高速鋼應用最長久的一種,一般用作成型刀具的制作材料,具有很高的硬度、紅硬性及高溫硬度,較難加工,現有的加工方法各有其局限性.激光誘導低壓射流復合加工是將射流技術和激光刻蝕技術很好結合起來的一種特種加工方法,主要是利用一定壓力的溶液對激光刻蝕的表面幾乎同步進行再次沖蝕加工,有效地解決此類難加工材料的精密加工問題[1].本文基于激光誘導低壓射流復合加工方法,試制了一種試驗裝置,并通過該裝置研究了激光誘導低壓射流復合加工工藝及加工機理.
1 激光誘導低壓射流復合加工的理論可行性分析
激光刻蝕加工和水射流加工是對難加工材料精密特種加工的兩種重要方法.激光加工特點是效率高、速度快、質量較好,但是往往由于材料本身特性及激光熱作用的瞬態性影響,材料加工表面不可避免地會存在著微裂紋及熔渣,從而影響加工的合格率和表面質量[2-3].而射流加工的特點是加工應用范圍廣,不但可用于切割而且還可用與表面質量處理及清洗,但是需要壓力較高,加工作用力大,效率低,且加工邊緣質量較難控制[4].
因此,本文綜合上述兩種精密加工方法的特點,提出了激光誘導低壓射流復合加工方法,將低壓射流加工、激光刻蝕進行有效復合,相互取長補短.在激光燒蝕的同時,利用具有一定壓力的液體介質(壓力遠低于高壓水射流,一般30MPa以下)同時對激光加工的表面進行沖洗.一方面通過快速流動的液體介質可以比較干凈、迅捷地將熔渣沖走,避免其粘附和沉淀在加工試樣表面,從而顯著地提高刻蝕表面質量;另一方面還可以充分利用一定速率的液體介質的動能沖擊作用,對被加工材料表面進行再次加工,一定程度上也可以提高材料加工效率.
此種復合加工技術由于涉及激光燒蝕加工和射流加工兩個方面,是集光能、機械能、熱能、化學能等數種能量形式于一體的物理化學過程[5-6],其加工機理較為復雜,并且由于液體射流的同步作用,激光在作用到工件的過程中,其能量會有一定損失,但通過合理地選擇確定激光束和射流束的配合加工工藝參數,完全可以使得激光和介質射流復合加工對材料的作用力要高于單一激光刻蝕對材料的作用力,實現激光誘導低壓射流復合加工.
2 試驗加工裝置及方法
基于上述理論分析,設計了如圖1所示的試驗加工裝置:將待加工的工件固定于密封工作箱中,通過數控加工軟件控制工作臺移動進行激光加工,射流束由固定于工作臺上的噴嘴射出,實現對工件進行同步復合加工.裝置中采用的是平均功率為300 W的Nd:YAG固體脈沖激光器,其波長為1.06 μm,脈沖頻率為0~100Hz連續可調,脈沖寬度為0.5~20.0ms連續可調,激光輸出能量的大小通過控制臺改變輸入泵浦燈電流的大小進行改變,加工時采用1MPa的氧氣作為輔助氣體;低壓射流加工系統選用20MPa的壓力可調柱塞泵,射流噴嘴選用直徑φ1mm,噴嘴同加工表面成20°夾角.
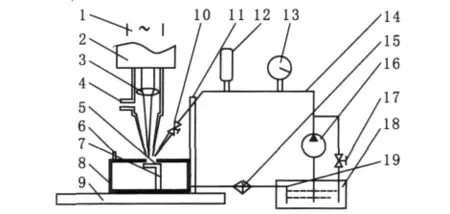
圖1 激光誘導低壓射流復合加工試驗裝置示意圖
加工試樣選用5mm厚、牌號為W18Cr4V的高速鋼,利用不同復合加工工藝參數在試樣表面加工0.5mm×6mm的槽體,采用體視顯微鏡和二維數字影像儀進行其截面形貌和孔深的觀察比較,分析研究影響加工質量的規律.
鑒于試驗過程中涉及到的工藝參數較多,本文采用的研究方法是首先初步確定其中某個參數,再定量地研究其余參數對加工質量的影響.如此反復,通過大量對比試驗,在初步確定了一組較好加工質量的部分工藝參數基礎上,進行交叉試驗,最終得到一組相對最佳的加工工藝參數.
3 試驗結果及其分析
由于低壓射流和激光復合加工的加工質量主要由射流加工參數和激光加工參數共同決定,因此采用上文所述方法,重點研究了射流壓力、激光輸入電流、激光脈沖寬度以及激光重復頻率等重要參數對于復合加工效果的影響.初步選取的部分工藝參數為:激光輸入電流為340A、重復頻率為22Hz、脈寬為0.6ms、加工速度為3mm/s.
3.1 射流壓力對加工質量的影響
圖2所示是在上述初步參數條件下采用不同射流壓力得到的槽截面加工深度的變化規律,顯然當射流壓力≤7MPa時,加工深度是不斷增加的;當水流束壓力>7MPa時,深度反而下降.
這主要是因為水流壓力過大時,加工時產生的濺射效果遮擋了部分激光束,使激光能量損失增大的緣故.因此本文選定7MPa作為試驗加工的水射流壓力.

圖2 不同射流壓力對加工深度的影響
3.2 激光輸入電流對加工質量的影響
圖3 所示為相同加工參數(單脈沖,脈寬0.6 ms、重復頻率22Hz、射流壓力7MPa、加工速度3mm/s)下,W18Cr4V高速鋼槽體截面深度隨激光輸入電流的變化曲線.可見,截面深度隨著激光束能量的增加而不斷增加,并且在相同條件下,有射流輔助激光復合加工的槽截面深度明顯要大.

圖3 不同激光輸入電流對加工深度的影響
這主要是因為在水射流輔助加工過程中,流體起到了對槽體熔渣起到了沖刷加工的作用,加工質量得到了明顯改善,但隨著電流的進一步增大,雖然深度繼續有所增加,槽體深度中下部溫度下降很快,熔渣迅速凝結,輔助氣體及射流已無法將熔渣全部吹出,因此截面質量反而明顯下降.

圖4 不同輸入電流下復合加工的槽體截面形貌圖
圖4 所示為工件在不同輸入電流下的截面加工效果圖(工件截面的放大倍數為30倍,下文同),因此選用380A的輸入電流作為適合的激光功率參數.
3.3 激光脈沖寬度對加工質量的影響
在激光輸入電流380A、重復頻率22Hz、射流束壓力7MPa、加工速度3mm/s條件下,通過改變激光脈沖寬度來研究其對W18Cr4V高速鋼激光復合刻蝕量的影響.其變化趨勢如圖5所示.

圖5 不同激光脈寬對加工深度的影響
可見,有射流的激光復合加工的槽體較深,且隨著脈寬不斷增大,其刻蝕深度也越來越大.當脈寬到0.85ms時,其刻蝕深度達到最大,之后隨著脈寬增加加工深度增加不再明顯.這是因為在相同的功率條件下,脈寬增加就可以使單位面積內激光能量增加,從而使得加工深度增加.但是如果單位面積內聚焦的激光能量過大(即脈寬超過0.85ms后),將會導致熔渣的清除不及時,槽深不但不會增加,而且表面形貌質量也會惡化.所以選用0.85ms作為本試驗的合適激光脈沖寬度參數.
圖6為激光輸入電流380A、重復頻率22Hz、激光脈寬0.85ms的參數下,單一激光加工和復合加工的槽深表面形貌圖,表明水射流輔助激光加工在相同激光參數下有著較為優良的加工效果.同時,這也從側面說明了輸入功率一定、脈寬大到一定程度后槽體中底部生成的大量熔渣如果不被及時排出將會嚴重影響加工質量.

圖6 0.85ms脈寬下槽體的截面形貌圖
3.4 激光重復頻率對加工質量的影響
圖7 所示為不同激光重復頻率對W18Cr4V高速鋼復合加工量的影響(激光輸入電流380A,激光脈寬0.85ms,射流壓力7MPa、加工速度3mm/s).
從圖7可知,加工深度隨著激光重復頻率的增加呈現先增后減的趨勢.當重復頻率在26Hz時,激光(復合)加工量達到峰值,隨著重復頻率的增加,加工量又在逐漸降低.這主要是因為在其他參數一定的情況下,適當提高重復頻率就相當于相同時間內作用于材料上的激光加工次數增多,有利于增加復合加工槽體深度,但重復頻率大到一定程度時,當生成的熔渣速度大于熔渣被清除的速度時,激光加工量就逐漸變低.

圖7 不同激光重復頻率對加工深度的影響
3.5 最終較優工藝參數的加工效果
通過上述試驗,進行數據優化,得到 W18Cr4V高速鋼較優的低壓誘導激光復合加工工藝參數:激光輸入電流,380A;激光重復頻率,26Hz;激光脈寬,0.85ms;加工速度,3mm/s;射流壓力,7MPa.
利用上述加工參數對材料進行單一激光加工和復合加工,其截面加工效果如圖8所示.可見低壓誘導激光復合加工得到的加工質量明顯要好得多,其槽體的中心區域熔渣基本被清除,底部較為光滑,其內壁形狀較為規則.

圖8 不同工藝加工的截面形貌圖
4 結束語
本文通過自制的激光誘導低壓射流裝置對W18Cr4V高速合金鋼的復合加工進行了試驗研究,詳細分析了不同的激光加工工藝參數和射流加工參數對試樣材料復合加工量和截面形貌質量的影響,最終在此基礎上總結出一組相對較優的復合加工工藝參數.試驗結果表明,激光誘導低壓射流復合加工技術用來進行硬脆性等難加工材料的精密加工,在保證了加工效率的同時,又一定程度上提高了加工表面質量.
[1]Yuan Genfu,Zheng Wei,Chen Xuehui,Ma Yuping.Research progress of laser assisted liquid compound machining[J].Manufacturing Process Technology,2011(189-193):3 750-3 754.
[2]袁根福.脈沖激光銑削的機制研究與應用[J].中國激光,2007,34(S1):250-253.
[3]Hull R C.Jagadish R M.Osgood.Laser precision microfabrication[M].[s.l.]:Springer,2010.
[4]楊友勝,張 俊,黃國勤,等.水射流技術的應用研究[J].機床與液壓,2007,35(2):106-108.
[5]袁根福,姚燕生,陳雪輝,等.激光和化學復合刻蝕加工表面質量的試驗研究[J].中國激光,2010,37(1):281-283.
[6]Arvi Kruusing.Handbook of liquids-assisted laser processing[M].[s.l.]:Elsevier Science,2007.
猜你喜歡
中學生數理化·七年級數學人教版(2022年6期)2022-06-05 06:50:50
快樂學習報·教育周刊(2022年16期)2022-05-01 21:25:05
中學生數理化·七年級數學人教版(2020年11期)2020-12-14 06:59:52
藝術品鑒證.中國藝術金融(2018年8期)2019-01-14 01:14:28
藝術品鑒證.中國藝術金融(2018年10期)2019-01-08 02:44:26
藝術品鑒證.中國藝術金融(2018年6期)2019-01-08 02:43:04
藝術品鑒證.中國藝術金融(2018年12期)2018-08-26 06:03:48
新聞傳播(2016年10期)2016-09-26 12:14:59
新聞傳播(2015年10期)2015-07-18 11:05:40
交通建設與管理(2015年15期)2015-03-20 15:18:57
