尺寸工程在白車(chē)身制造過(guò)程中的應(yīng)用
2012-09-18 02:19:36楊思源
關(guān)鍵詞:工程設(shè)計(jì)
楊思源,涂 雄,李 軍
(重慶交通大學(xué) a.交通運(yùn)輸學(xué)院;b.機(jī)電與汽車(chē)工程學(xué)院,重慶 400074)
白車(chē)身(車(chē)身本體)由梁、支柱及加強(qiáng)板等車(chē)身結(jié)構(gòu)件和車(chē)身覆蓋件組合而成,包括翼子板、車(chē)門(mén)、發(fā)動(dòng)機(jī)罩和行李箱蓋等部件,它是車(chē)身內(nèi)外裝件和電子電氣附件的裝載基體,是極其重要的總成[1]。白車(chē)身制造所涉及的學(xué)科領(lǐng)域眾多,包括人機(jī)工程、造型設(shè)計(jì)、空氣動(dòng)力學(xué)和振動(dòng)噪聲等,研究難度很大。白車(chē)身制造成本占整車(chē)的40%~60%,通常由300~500多個(gè)具有復(fù)雜空間曲面的薄板沖壓而成,經(jīng)過(guò)近百個(gè)焊接工位在生產(chǎn)線(xiàn)上大批量、快節(jié)奏地焊裝,其中裝夾定位點(diǎn)有1700~2500個(gè),焊點(diǎn)更是多達(dá)4000~5000個(gè)[2]。白車(chē)身復(fù)雜的曲面結(jié)構(gòu)涉及到各種偏差,制造偏差魚(yú)刺圖如圖1所示,分為設(shè)計(jì)偏差、零部件制造偏差與裝配過(guò)程偏差[3],這些偏差會(huì)直接影響車(chē)身的質(zhì)量,進(jìn)而影響整車(chē)的外觀(guān)、性能,甚至可能引發(fā)安全問(wèn)題。因此,提高車(chē)身制造精度已成為汽車(chē)企業(yè)亟待解決的重要任務(wù)之一。
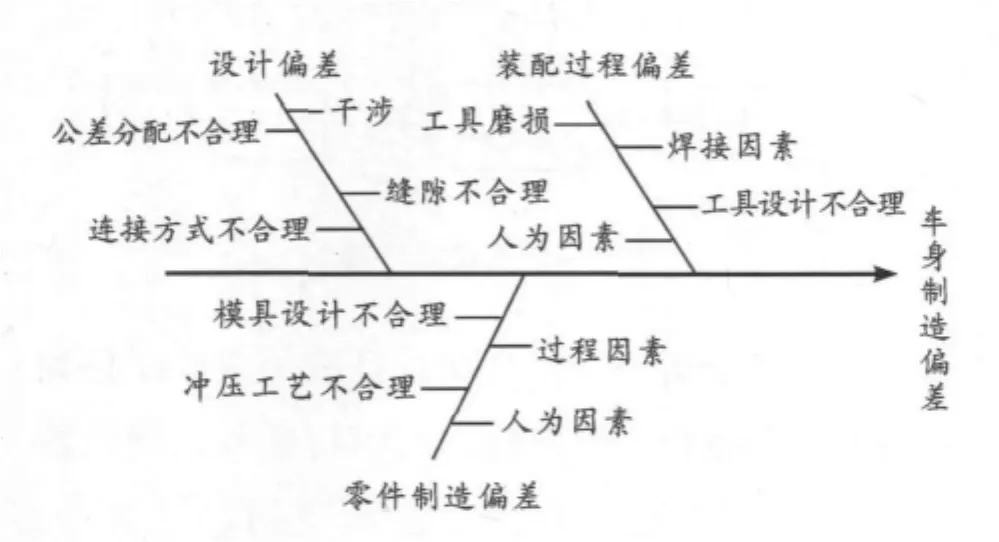
圖1 制造偏差魚(yú)刺圖
為了減少車(chē)身的制造偏差,需要提高沖壓件的精度。但是沖壓件的精度受到工藝能力限制,整車(chē)廠(chǎng)流水線(xiàn)成本動(dòng)輒上百、上千萬(wàn),如果短時(shí)間內(nèi)為其更換高精機(jī)器將會(huì)給企業(yè)帶來(lái)沉重的資金壓力,必然導(dǎo)致每輛車(chē)的生產(chǎn)成本大幅度提高,消費(fèi)者也未必愿意接受。如何在預(yù)先給定的沖壓件公差條件下,充分利用有效手段盡可能保證尺寸穩(wěn)定性成為技術(shù)人員面臨的難題。本文在介紹尺寸工程的同時(shí),通過(guò)尺寸鏈計(jì)算及公差分析軟件對(duì)實(shí)際零部件進(jìn)行公差設(shè)計(jì)分析,最后實(shí)現(xiàn)了在現(xiàn)有生產(chǎn)工藝能力下利用尺寸工程技術(shù)提高車(chē)身設(shè)計(jì)和制造精度的目標(biāo)。
1 尺寸工程
1.1 尺寸工程定義
尺寸工程是一個(gè)新興的工程領(lǐng)域,它從傳統(tǒng)制造領(lǐng)域中取長(zhǎng)補(bǔ)短、加以規(guī)范,在任何一種工程制造行業(yè)都能派上用場(chǎng)。汽車(chē)領(lǐng)域的尺寸工程是一個(gè)包括產(chǎn)品外形設(shè)計(jì)、產(chǎn)品工裝設(shè)計(jì)及零部件制造和裝配全過(guò)程的系統(tǒng)概念。它可以解決很多實(shí)際問(wèn)題,比如產(chǎn)品裝配過(guò)程中經(jīng)常遇到的裝配干涉問(wèn)題。每個(gè)零件的各個(gè)尺寸都可能存在制造誤差(公差),這些誤差在產(chǎn)品裝配過(guò)程中會(huì)產(chǎn)生積累,直接導(dǎo)致裝配干涉或裝配困難。而尺寸工程在設(shè)計(jì)階段就將制造誤差考慮進(jìn)去,可以避免這類(lèi)問(wèn)題的發(fā)生,并能提高生產(chǎn)制造階段車(chē)身尺寸偏差監(jiān)控效率和診斷能力。另外,利用尺寸工程對(duì)車(chē)身結(jié)構(gòu)、工藝、制造和管理等各個(gè)步驟進(jìn)行尺寸與公差系統(tǒng)優(yōu)化,對(duì)縮短新產(chǎn)品開(kāi)發(fā)周期、提高裝配尺寸精度、降低開(kāi)發(fā)成本、保證大批量制造質(zhì)量的穩(wěn)定和持續(xù)改進(jìn)有很大的實(shí)際意義[4]。
1.2 國(guó)內(nèi)外尺寸工程的現(xiàn)狀及存在問(wèn)題
20世紀(jì)80年代,日本汽車(chē)行業(yè)憑借全面質(zhì)量管理(TQM)將車(chē)身制造綜合誤差控制在2 mm(6 sigma)以?xún)?nèi),出色的車(chē)身質(zhì)量使日本產(chǎn)汽車(chē)在國(guó)際市場(chǎng)大受青睞。之后美國(guó)政府投資400萬(wàn)美元進(jìn)行車(chē)身質(zhì)量研究,Michigan大學(xué)的吳賢銘于1991年提出了名為“2mm工程”的研究構(gòu)想,次年在美國(guó)聯(lián)邦政府資助和三大汽車(chē)巨頭積極參與下正式啟動(dòng)[5]。此舉為工業(yè)生產(chǎn)提供了一整套行之有效的全新方法,被美國(guó)工業(yè)界廣泛采用,促使車(chē)身質(zhì)量水平迅速提高,達(dá)到世界先進(jìn)制造水平。
近年來(lái),我國(guó)很多汽車(chē)企業(yè)也開(kāi)始重視尺寸工程研究,但現(xiàn)有尺寸工程團(tuán)隊(duì)只能同時(shí)支撐少數(shù)幾個(gè)車(chē)型白車(chē)身的設(shè)計(jì)工作,在內(nèi)外飾、底盤(pán)及電裝領(lǐng)域,尺寸工程的能力都不足。而且,國(guó)內(nèi)尺寸工程的主要工作集中在產(chǎn)品生產(chǎn)制造階段,對(duì)研發(fā)階段白車(chē)身零部件的精度設(shè)計(jì)與分析計(jì)算較少。同時(shí),工程師們對(duì)尺寸工程理念不足也使得產(chǎn)品設(shè)計(jì)中隱藏著如定位基準(zhǔn)設(shè)計(jì)不合理等缺陷。因此,只有加大培養(yǎng)專(zhuān)業(yè)人才力度,重視設(shè)計(jì)前期尺寸管理方法和目標(biāo)優(yōu)化,才能提高車(chē)身結(jié)構(gòu)和工藝設(shè)計(jì)質(zhì)量,加快車(chē)身尺寸驗(yàn)證效率,縮短我國(guó)自主品牌的工藝水平與國(guó)外的差距。
2 尺寸工程流程
2.1 尺寸工程流程介紹
尺寸工程貫穿于產(chǎn)品方案階段、設(shè)計(jì)階段、試制階段和投產(chǎn)階段等各過(guò)程,主要包括整車(chē)尺寸目標(biāo)制定、定位基準(zhǔn)設(shè)計(jì)、公差設(shè)計(jì)、公差分析、目標(biāo)檢查、測(cè)量計(jì)劃制定以及尺寸管理等。尺寸工程流程如圖2所示。
1)整車(chē)尺寸目標(biāo)制定(DTS)側(cè)重研究整車(chē)內(nèi)外尺寸配合公差,負(fù)責(zé)關(guān)鍵間隙、面差以及通用公差、功能性要求等的制定,并根據(jù)工藝、制造能力制定目標(biāo)公差。
2)定位基準(zhǔn)及公差設(shè)計(jì)(geometry dimension and tolerance,GD&T)的目的是建立整車(chē)、零部件定位體系及形位公差。GD&T圖紙?bào)w現(xiàn)了公差設(shè)計(jì)部門(mén)對(duì)汽車(chē)零部件制造公差的要求,并指導(dǎo)與約束工裝供應(yīng)商對(duì)模、檢、夾具的設(shè)計(jì)和制造,促使實(shí)物零部件尺寸精度達(dá)到設(shè)計(jì)要求。
3)通過(guò)公差仿真分析軟件檢查初步設(shè)計(jì)的模型,判斷裝配的誤差,識(shí)別關(guān)鍵尺寸特征,從而減少零部件成本及缺陷。
4)一旦確定仿真模型,就可以試制樣品進(jìn)行實(shí)際檢查,幫助主機(jī)廠(chǎng)監(jiān)控尺寸波動(dòng)情況,快速有效地進(jìn)行尺寸的再次整改。
5)對(duì)零部件進(jìn)行檢測(cè)、過(guò)程能力統(tǒng)計(jì)評(píng)價(jià)、白車(chē)身焊接總成檢測(cè)和整車(chē)內(nèi)外觀(guān)尺寸評(píng)價(jià)等。
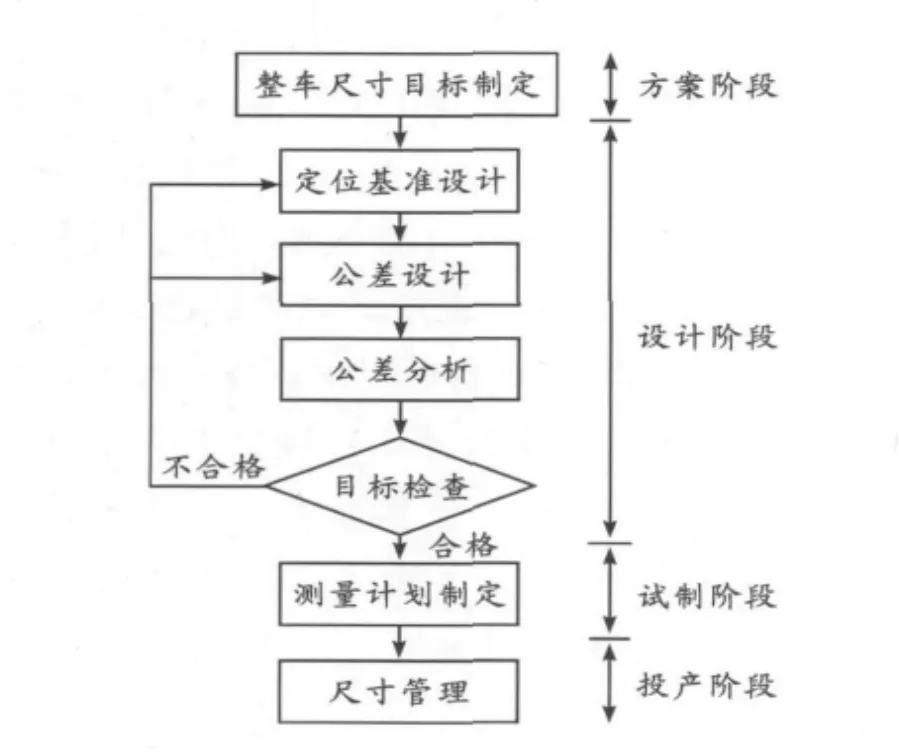
圖2 尺寸工程流程
從以上流程可知,設(shè)計(jì)階段需要多次進(jìn)行目標(biāo)檢查并不斷修正。因此,設(shè)計(jì)階段在整個(gè)尺寸工程中起著重要作用。
2.2 尺寸鏈介紹
傳統(tǒng)公差設(shè)計(jì)往往過(guò)于依賴(lài)工程師的經(jīng)驗(yàn)和標(biāo)準(zhǔn)(圖3),但實(shí)際生產(chǎn)中不確定性很多,大批量生產(chǎn)會(huì)造成非常大的損失。若采用尺寸鏈技術(shù)檢驗(yàn)分析公差的合理性,可將影響偏差因素的作用降低。
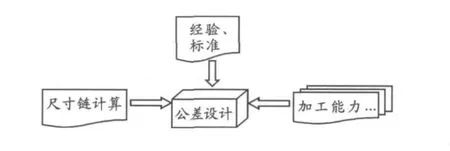
圖3 公差設(shè)計(jì)依據(jù)
尺寸鏈?zhǔn)侵敢唤M相互聯(lián)系且按一定順序排列的封閉尺寸組合。按照鏈的幾何特征和空間位置分為線(xiàn)性尺寸鏈、平面尺寸鏈和空間尺寸鏈[6]。尺寸、角度和過(guò)盈量等叫作尺寸鏈的“鏈環(huán)”,或者簡(jiǎn)稱(chēng)為“環(huán)”。環(huán)根據(jù)不同性質(zhì)又分為封閉環(huán)及組成環(huán)。封閉環(huán)是指在零部件加工或裝配過(guò)程中間接獲得或最后形成的環(huán),它代表著機(jī)器精度要求。而組成環(huán)是在尺寸鏈中對(duì)封閉環(huán)有影響的環(huán),其中若該環(huán)的變動(dòng)引起封閉環(huán)同向變動(dòng)的稱(chēng)為增環(huán),反向變動(dòng)的則稱(chēng)為減環(huán)。封閉環(huán)A0(因變量)和組成環(huán)An(自變量)的一般函數(shù)關(guān)系為

式中每個(gè)獨(dú)立的自變量都可以在一定范圍內(nèi)產(chǎn)生微小的增量,也就是各環(huán)的公差(誤差)。誤差相互累積時(shí)就形成了相互制約的尺寸鏈關(guān)系。因而,通過(guò)控制各組成環(huán)的精度可以達(dá)到控制封閉環(huán)的目的,即最后裝配時(shí)機(jī)器可操作范圍內(nèi)的精度。
2.3 尺寸工程常用分析法
目前,尺寸工程中比較常用的技術(shù)有極值法(worst case,WC)和統(tǒng)計(jì)分析法(root sum squares,RSS)[7-8]。
2.3.1 極值法
基本公式為

式中:T0為封閉環(huán)公差;T1、T2、T3為組成環(huán)公差。
此方法簡(jiǎn)單高效,而且在裝配技術(shù)低時(shí)也適用,但只用于封閉環(huán)精度低或組成環(huán)數(shù)目少的情況,否則會(huì)增加制造難度和生產(chǎn)成本。汽車(chē)制造中常常要求精度較高,所以極值法不適用于轎車(chē)公差分配。
2.3.2 統(tǒng)計(jì)分析法
基本公式為

式中:X為總公差;M、N為部件公差。
此方法以概率論為基礎(chǔ),計(jì)算科學(xué),在組成環(huán)環(huán)數(shù)較多的大批量生產(chǎn)中優(yōu)勢(shì)明顯。當(dāng)達(dá)到一定環(huán)數(shù)時(shí),每個(gè)組成環(huán)分配到的公差很小,甚至幾乎能實(shí)現(xiàn)完全互換。不足之處是當(dāng)組成環(huán)不是正態(tài)分布時(shí)準(zhǔn)確度會(huì)下降,不過(guò)在實(shí)際生產(chǎn)中,絕大多數(shù)零部件符合正態(tài)分布。因此在轎車(chē)尺寸工程平面計(jì)算中普遍使用統(tǒng)計(jì)分析法。
3 尺寸工程實(shí)際案例分析
3.1 公差檢驗(yàn)
尺寸工程涉及轎車(chē)開(kāi)發(fā)制造的各階段,而設(shè)計(jì)階段的應(yīng)用承上啟下,尤為重要。本文將利用尺寸鏈原理對(duì)國(guó)內(nèi)某自主開(kāi)發(fā)車(chē)型中白車(chē)身的前罩相對(duì)于翼子板的裝配高差進(jìn)行分析計(jì)算,如不符合±1.0要求,將進(jìn)行優(yōu)化設(shè)計(jì)并再次檢查,直至滿(mǎn)足條件。圖4為該白車(chē)身公差分析區(qū)域示意圖。
圖4 白車(chē)身前罩板區(qū)域示意圖
1)確定尺寸鏈組成元素。這里前罩相對(duì)于翼子板裝配高差是所需求的,也就是封閉環(huán)。下面分析影響前罩相對(duì)于翼子板裝配高差的組成環(huán)。
首先從翼子板入手。由圖5可知翼子板配合處的面輪廓公差是一個(gè)組成環(huán)。另外,由于圖6中起固定翼子板作用的裝配支架采用多層焊接,所以必然存在面輪廓高差。
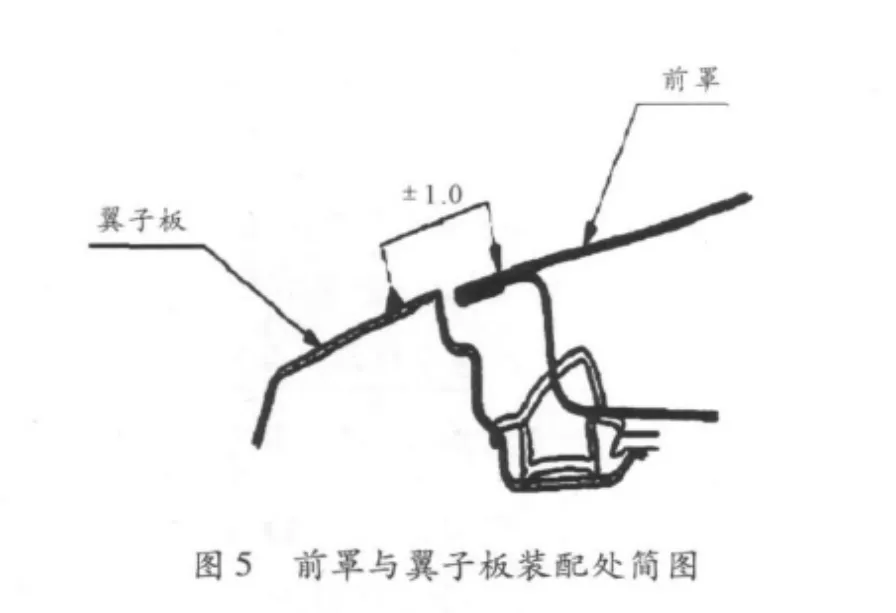
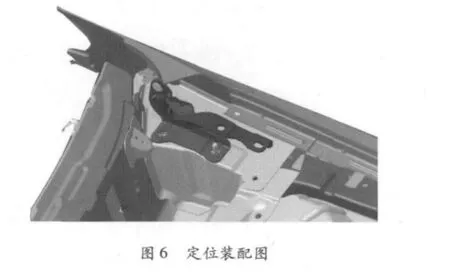
其次分析與前罩板有關(guān)的影響因子。同理,圖5中前罩與翼子板配合處的面輪廓公差屬于組成環(huán)。由于前罩板是利用鉸鏈與白車(chē)身相連的(如圖6),所以鉸鏈裝配面的面輪廓公差會(huì)造成影響。最后考慮到鉸鏈總成自身厚度在制造過(guò)程中難免存在誤差,定為一個(gè)組成環(huán)。
2)建立尺寸鏈并利用尺寸工程軟件進(jìn)行分析。由于涉及到的部件都是剛體,而且考慮到白車(chē)身前罩板部分各點(diǎn)的定位和約束關(guān)系可以簡(jiǎn)化為線(xiàn)性,所以認(rèn)為是情況最簡(jiǎn)單的線(xiàn)型尺寸鏈(全部組成環(huán)平行于封閉環(huán)的尺寸鏈)。相應(yīng)尺寸鏈如圖7所示。尺寸鏈明細(xì)如表1所示。
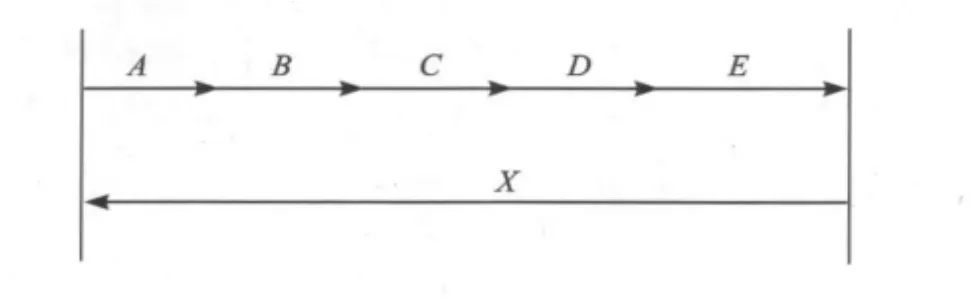
圖7 裝配高差尺寸鏈
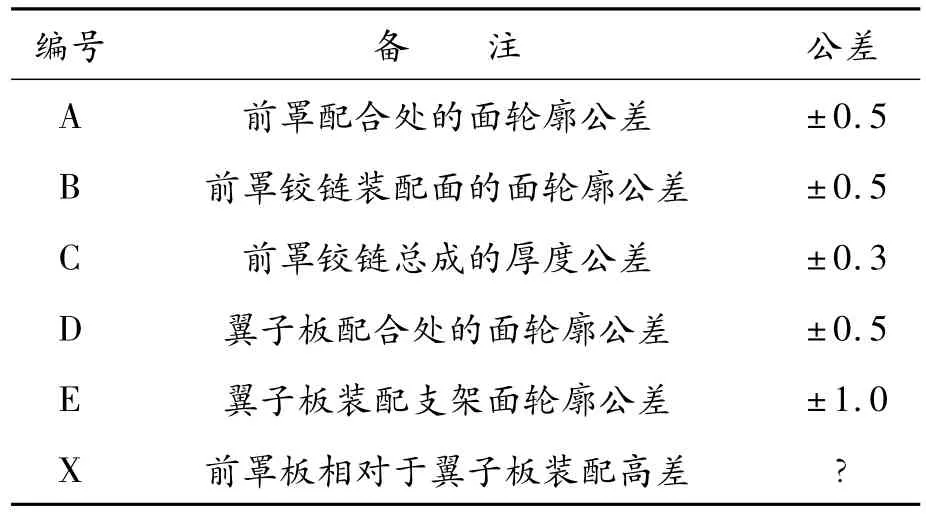
表1 高差尺寸鏈明細(xì)
3)公差計(jì)算檢驗(yàn)。在尺寸鏈計(jì)算及公差分析軟件中輸入各部分參數(shù),選擇統(tǒng)計(jì)分析法進(jìn)行計(jì)算與仿真,并對(duì)結(jié)果(圖8)進(jìn)行保存。
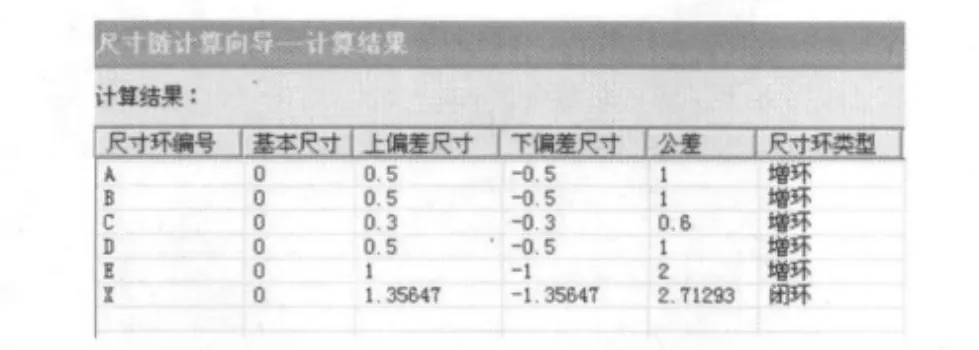
圖8 尺寸鏈計(jì)算結(jié)果
計(jì)算結(jié)果為 ±1.35,距離要求公差 ±1.0較大,無(wú)法通過(guò)調(diào)整公差帶大小和位置來(lái)滿(mǎn)足精度范圍。如果提高加工設(shè)備精度則成本過(guò)高,不切實(shí)際,因此可以從結(jié)構(gòu)方面對(duì)前罩和翼子板之間的裝配公差進(jìn)行優(yōu)化。
3.2 結(jié)構(gòu)優(yōu)化
1)優(yōu)化方案設(shè)計(jì)。分析組成環(huán)結(jié)構(gòu),發(fā)現(xiàn)前罩板配合處的面輪廓公差、前罩鉸鏈總成的厚度公差和翼子板配合處的面輪廓公差都是難以避免的。由于翼子板裝配支架面輪廓公差±1.0較大,下面著重考慮能否優(yōu)化翼子板和前罩板的裝配結(jié)構(gòu)。結(jié)構(gòu)簡(jiǎn)單會(huì)提升精度,但本算例中翼子板和前罩分別裝在第3個(gè)零件上,沒(méi)有形成關(guān)聯(lián)結(jié)構(gòu),所以造成尺寸鏈過(guò)長(zhǎng),這是偏差較大的主要原因。
圖9所示是最終優(yōu)化方案:將翼子板安裝點(diǎn)與前罩鉸鏈采用關(guān)聯(lián)結(jié)構(gòu),在前罩鉸鏈增加翼子板安裝面,控制燈具Z方向(沿車(chē)身垂直向上方向)。
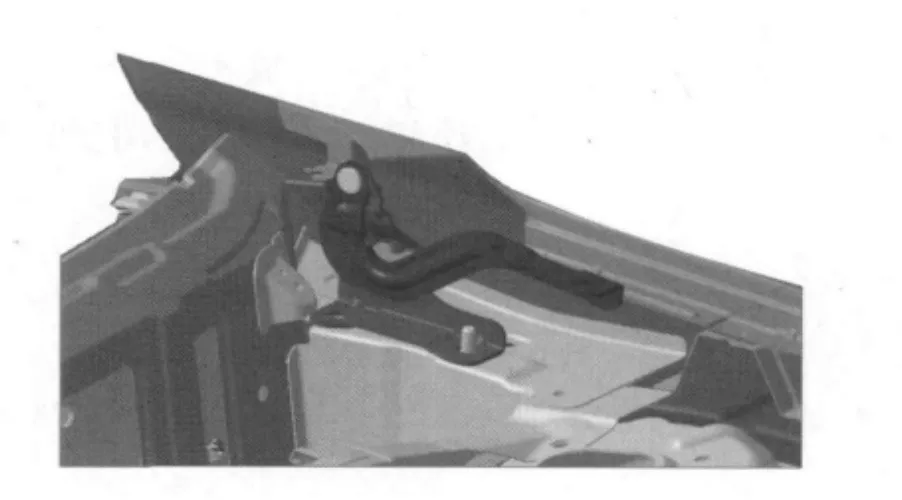
圖9 優(yōu)化結(jié)構(gòu)后的定位裝配圖
2)建立優(yōu)化后的尺寸鏈。優(yōu)化后的尺寸鏈如圖10所示。尺寸鏈明細(xì)如表2所示。
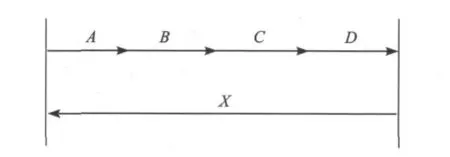
圖10 優(yōu)化后的裝配高差尺寸鏈
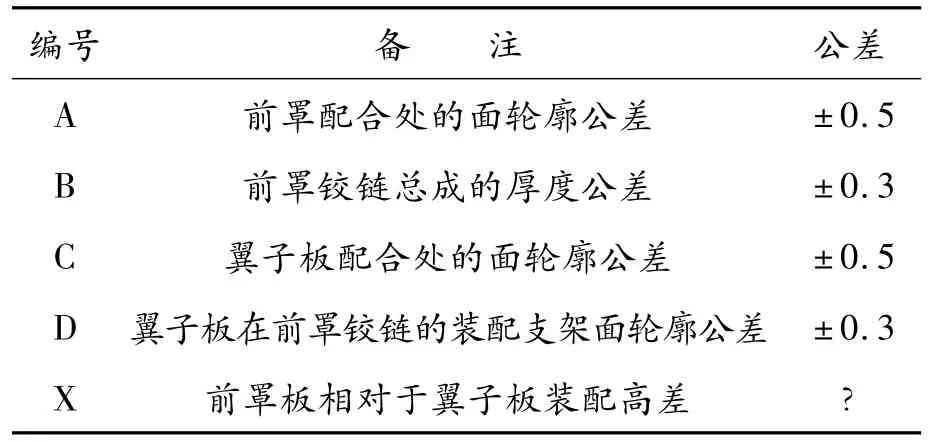
表2 優(yōu)化后的高差尺寸鏈明細(xì)
3)優(yōu)化后公差計(jì)算檢驗(yàn)。在尺寸鏈計(jì)算及公差分析軟件中輸入各部分參數(shù),選擇統(tǒng)計(jì)分析法進(jìn)行計(jì)算與仿真,并對(duì)結(jié)果(圖11)進(jìn)行保存。
采用優(yōu)化結(jié)構(gòu)后,前罩相對(duì)于翼子板裝配高差為±0.82,滿(mǎn)足精度要求,更小的誤差使得車(chē)更加美觀(guān),并且減小了風(fēng)阻、振動(dòng),也改善了車(chē)身密封性和行駛平穩(wěn)性等。
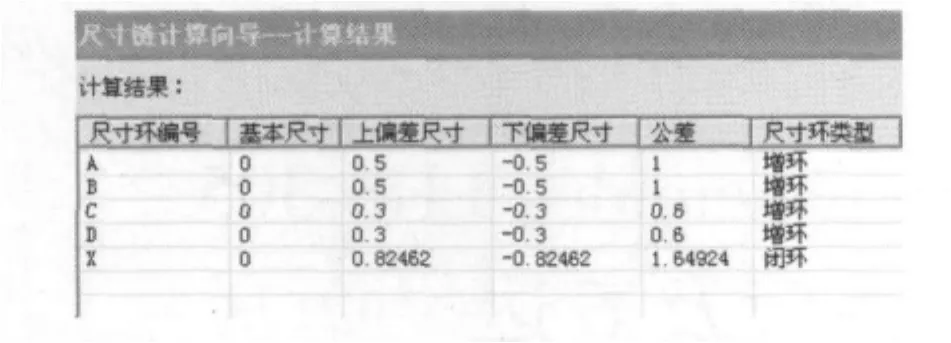
圖11 優(yōu)化后的尺寸鏈計(jì)算結(jié)構(gòu)
4 結(jié)束語(yǔ)
應(yīng)用尺寸工程技術(shù)控制白車(chē)身設(shè)計(jì)精度和制造裝配質(zhì)量,特別是將功能尺寸上溯到產(chǎn)品設(shè)計(jì)階段,可以有效提高制造精度,縮短開(kāi)發(fā)周期。通過(guò)對(duì)開(kāi)發(fā)過(guò)程中白車(chē)身零部件尺寸鏈進(jìn)行合理的計(jì)算分析,并優(yōu)化結(jié)構(gòu)和工藝裝配,能保證在制造階段達(dá)到預(yù)定的質(zhì)量要求。所以,對(duì)汽車(chē)工程部門(mén)來(lái)說(shuō),將尺寸工程這一理念應(yīng)用到車(chē)型研發(fā)及生產(chǎn)過(guò)程中具有實(shí)際的指導(dǎo)意義。
[1]谷正氣.汽車(chē)車(chē)身現(xiàn)代技術(shù)[M].北京:機(jī)械工業(yè)出版社,2009.
[2]尹萍,劉海江.淺談?dòng)绊懓总?chē)身生產(chǎn)過(guò)程的重要因素[J].機(jī)械研究與應(yīng)用,2006(1):13 -14.
[3]胡敏.轎車(chē)車(chē)身尺寸工程概述[J].上海汽車(chē),2002(7):15-18.
[4]李良,王德倫.車(chē)身公差分配工程應(yīng)用[J].重慶理工大學(xué)學(xué)報(bào):自然科學(xué)版,2008(11):16-22.
[5]Ceglarek D,Shi J,Zhou Z.Variation reduction for assembly methodologies and case studies analysis,Technical Report of the“2mm”P(pán)rogram[Z].Ann Arbor:University of Michigan,1994.
[6]張榮瑞.尺寸鏈原理及其應(yīng)用[M].北京:機(jī)械工業(yè)出版社,1986.
[7]呂淑萍.位置度公差與尺寸公差的聯(lián)合控制[J].機(jī)械工程師,2011(4):106.
[8]Greenwood W H.Transactions[J].Transactions of the ASME,1987,109:112 -116.
[9]王德倫,程周,羅勁松.移動(dòng)公差在車(chē)身公差分配中的應(yīng)用[J].重慶理工大學(xué)學(xué)報(bào):自然科學(xué)版,2011(2):1-7.
[10]王德倫,宋華.基于新分配方法的蒙特卡洛公差模擬優(yōu)化[J].四川兵工學(xué)報(bào),2011(1):73-75.
[11]邱富深,王紅剛,黃滿(mǎn)堂,等.如何提高汽車(chē)車(chē)身焊裝質(zhì)量[J].客車(chē)技術(shù)與研究,2008(2):50 -52,55.
猜你喜歡
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
太空探索(2016年6期)2016-07-10 12:09:06
筑路機(jī)械與施工機(jī)械化(2015年11期)2015-07-01 16:28:43
筑路機(jī)械與施工機(jī)械化(2015年8期)2015-01-11 09:24:54
筑路機(jī)械與施工機(jī)械化(2014年4期)2014-03-01 02:58:34
筑路機(jī)械與施工機(jī)械化(2014年3期)2014-03-01 02:58:01
