圓柱形鋰離子電池輥槽工藝的改進
2012-09-18 06:20:42鄭育英付成波徐前忠
電池 2012年6期
鄭育英,付成波,孫 明,徐前忠
(1.廣東工業大學輕工化工學院,廣東廣州 510006;2.廣州市天球實業有限公司,廣東廣州 510000)
圓柱形鋰離子電池[1]采用鍍鎳鋼殼結構,使用最多的是18650型。用電器具對電池能量密度的要求越來越高,使得電池的殼體越來越薄,以增加電芯的體積,但降低了耐腐蝕性能,導致安全性能降低。電池組使用時,通常由多只單體電池串、并聯組成,對單體電池一致性的要求也越來越高[2]。
在輥槽的過程中,很容易出現電池被割破的現象。本文作者以18650型電池為例,介紹了圓柱形鋰離子電池輥槽工藝的改進措施。
1 存在的問題
18650型鋰離子電池的結構如圖1所示。
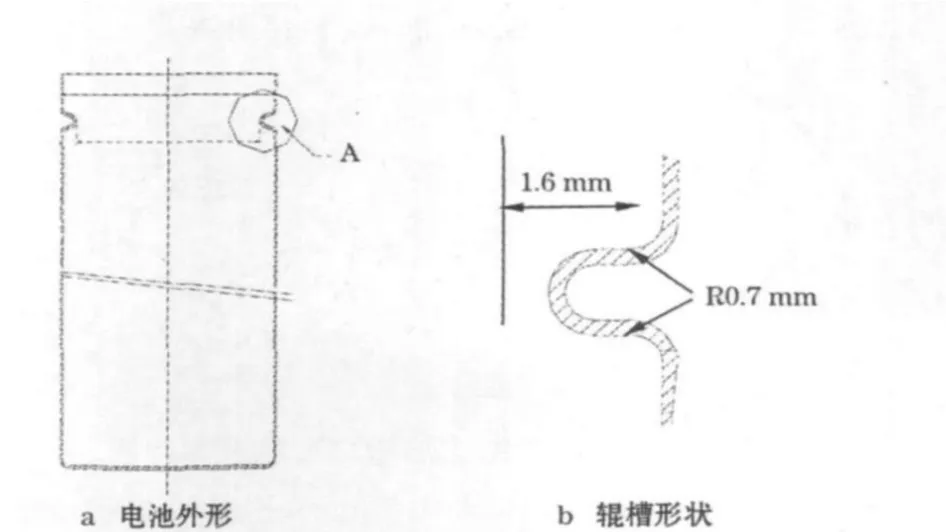
圖1 18650型鋰離子電池的輥槽及外形圖Fig.1 Beading and its outline drawing of 18650 type Li-ion battery
圖1中,A處為輥槽位置。輥槽使殼體外徑產生一定的收縮,在輥槽處形成一個向內凹的圓弧。圓弧上面與蓋帽的密封圈接觸,在封口時,臺階面與密封圈擠壓,形成密封,保證電池內部環境與外界隔絕[3];圓弧下面與電池的電芯接觸,并有一定的擠壓,限制電芯上下移動,提高安全性。輥槽時,由于殼體受到外力擠壓的作用,各點的拉伸率不同,使本來很薄的殼體變得更薄,并有殘余拉應力。如果壁過薄,則會破裂,導致電解液滲出,產生安全隱患,縮短電池的壽命。輥槽時,殼體的厚度對電池的安全性和壽命影響很大[4]。
2 工藝改進
本文所用的鋼殼(無錫產)材料為深沖用冷軋碳素鋼SPEC(日本產),輥槽機為JTZD-18型立式輥槽機(東莞產)。
影響輥槽質量的主要因素有滾刀的尺寸,輥槽時殼體、滾刀的相互運動及進給。
2.1 滾刀的影響
滾刀的尺寸對槽口的形狀和質量有很大的影響。滾刀的角度決定了槽口臺階面的傾斜度,隨著角度的減小,臺階面直線度增大,使槽口的邊與蓋帽的密封圈有更大的接觸面積,可提高電芯的密封性能。臺階可對電芯產生很好的擠壓,便于電芯定位,但較小的角度會使槽口處的殼體產生較大的變形,使殼體減薄,降低電芯的安全性,很容易發生殼體破裂。將滾刀角度由18°減小到 10°,如圖 2所示;此時,槽口殼體的厚度見圖3。
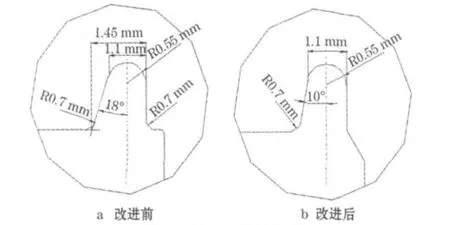
圖2 滾刀角度的變化Fig.2 The change of hob angle
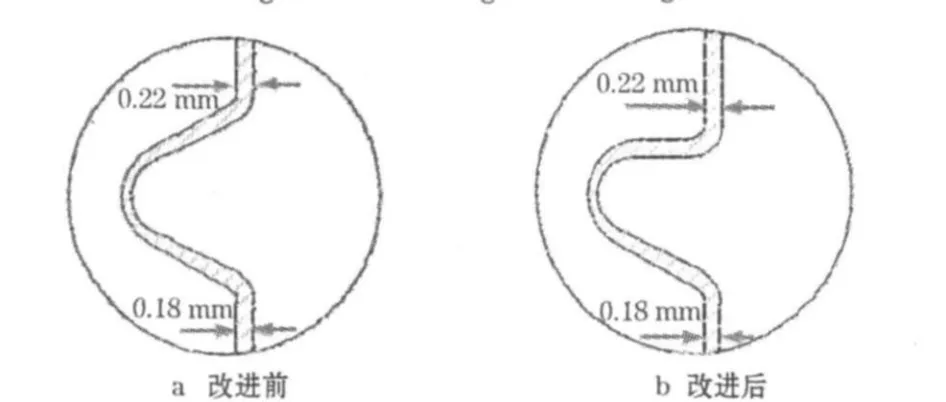
圖3 不同角度加工出槽口形狀和厚度圖Fig.3 Notch shape and thickness drawing with different angle
2.2 輥槽運動的影響
輥槽時,殼體被上下裝置定位,并隨主軸以一定的速度旋轉,滾刀在凸輪的帶動下,徑向進給,如圖 4所示。
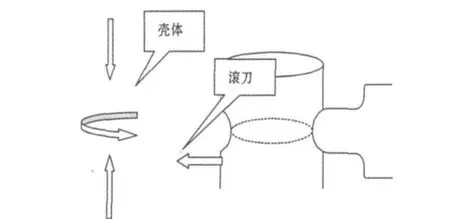
圖4 輥槽運動示意圖Fig.4 Scheme of beading movement
當滾刀與殼體接觸并發生擠壓時,殼體的上下兩個凸輪開始向槽口送料,殼體外徑向內收縮。這4個運動相互配合,完成了輥槽運動。槽口理想的形狀和尺寸如圖5所示。首先要根據輥槽深度和滾刀尺寸及機器的狀態,確定滾刀進給運動量,如圖6所示。
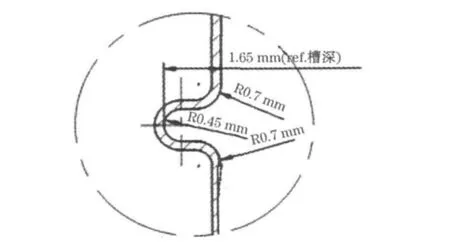
圖5 槽口的理想形狀和尺寸Fig.5 Ideal shape and dimension of the notch
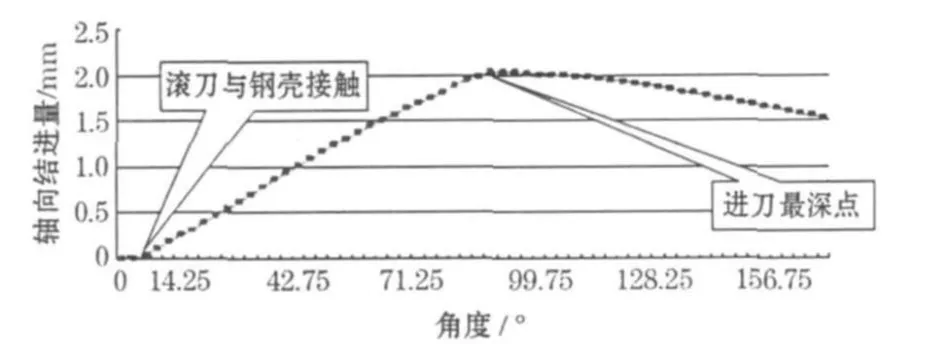
圖6 滾刀進給路徑Fig.6 Path of hob feeding
輥槽時滾刀相對殼體的運動可以分為3個階段。
2.2.1 滾刀開始切入殼體
滾刀與殼體相對位置如圖7所示。
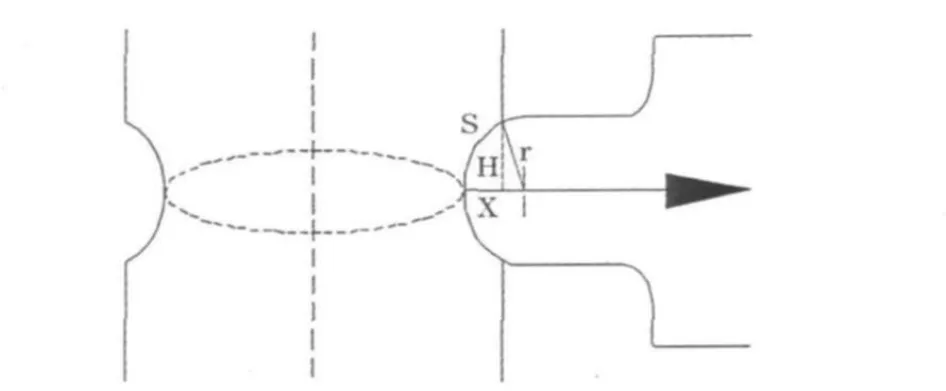
圖7 滾刀與殼體的相對位置Fig.7 Relative position of hob and can
圖7中:X為滾刀進刀量,r為滾刀半徑,θ為滾刀中心線與半徑的夾角(滾刀外緣與殼體接觸點),S為滾刀與殼體接觸弧長的一半,H為弧長S在滾刀中心線上的投影高度,ΔL為上下凸輪的送料量。
從圖7可知:


式(1)、(2)中:r=0.45 mm,θ可用 arccos[(r-X)/r]代替,X通過進刀軌道上來取值,范圍為0~0.45 mm。
公式轉換可得:
2.2.2 槽口臺階面的直線部分
這個階段較簡單,滾刀的進刀量(ΔX)與ΔL相等,滾刀與殼體的相對位置如圖7所示。式(3)中:X的范圍為0.45~1.30 mm,L2為第二階段輥槽深度。

2.2.3 槽口形成的最后階段,形成槽口的過渡圓弧
滾刀與槽口的位置關系如圖8所示。
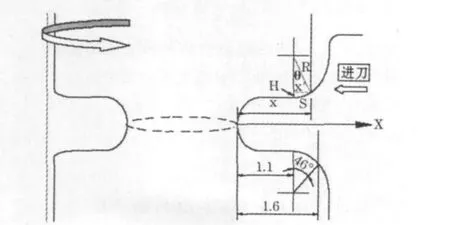
圖8 滾刀與槽口的位置關系Fig.8 Position relation between hob and notch
從圖8可知:

公式轉換可得:

式(4)、(5)中:R根據滾刀尺寸取為 0.7 mm,X在此階段值為1.3~1.6 mm。
通過上面3個階段的計算,可得到上下凸輪的理想送料路線,由于實際的凸輪制造精度與安裝精度的存在,實際送料曲線與理想送料曲線存在誤差。理想、實際送料曲線如圖9所示。
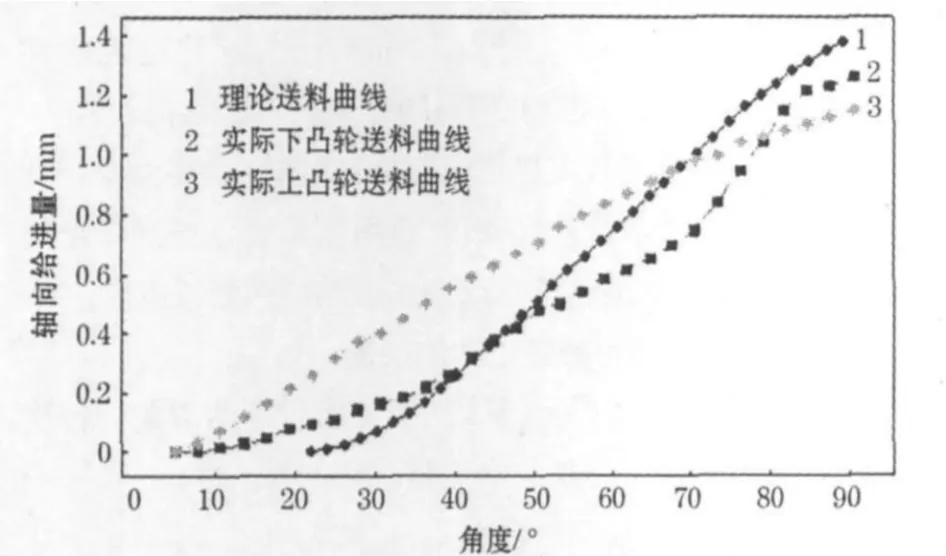
圖9 凸輪的理想與實際送料曲線Fig.9 Ideal and actual feeding curves of the cams
如果徑向進刀過快,就會出現割脖子,即殼體的槽口位被割透而報廢的現象;如果進刀過慢,上下芯軸進給快,槽口下臺階面向外突出的大脖子現象,也會造成殼體與滾刀的摩擦次數增多,從而將殼體外的鍍層磨損,降低殼體的耐腐蝕性能。
3 改善效果
經過上述方法的改進,輥槽的成品率穩定在99%以上,達到了項目的設定目標。每生產1萬只電池,可減少成本約800元人民幣;同時,輥槽機的利用率提高了24%。改善后的工序能力指數(CPK)有很大的提高,如表1所示。
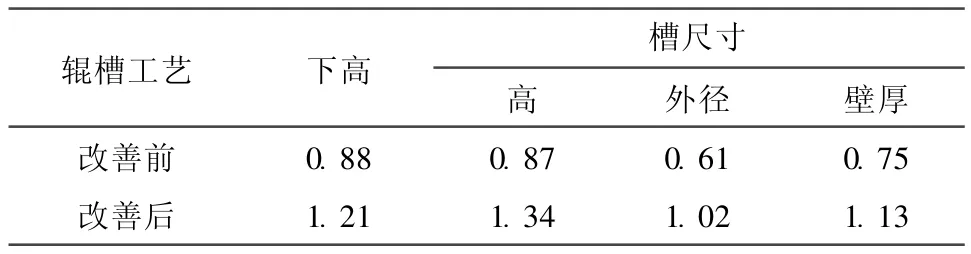
表1 輥槽工藝改善前后的CPKTable 1 Capability process index(CPK)of beading process before and after improving
4 結論
根據以上分析,鋰離子電池輥槽工藝可以通過改進滾刀形狀與尺寸來改善,同時也要設計合理的凸輪曲線,配合以滾刀軸向進給運動,才能加工出理想的輥槽。生產時必須考慮材料的塑性變形,在輥槽過程中,由于材料塑性流動,當滾刀停止徑向進給時,槽口內徑仍然在收縮,造成內徑過小或殼壁過薄的現象。
[1]YANG Lan-sheng(楊蘭生),WANG Lu(王路),ZHANG Xiaocong(張小聰),et al.圓柱形聚合物鋰離子電池[A].第二十七屆全國化學與物理電源學術年會論文集[C].Dongguan(東莞):2006.B152-B153.
[2]GAN Jian-long(甘健龍),ZHANG Qing-shun(張清順).圓柱形-二氧化錳電池安全性能的改善[J].Dianchi Gongye(電池工業),2006,11(1):15-16.
[3]CUI Shao-hua(崔少華).圓柱形鋰離子電池注液工藝的優化[J].Battery Bimonthly(電池),2008,38(5):303-304.
[4]BAI Zhi-hai(白志海),YU Xin-wu(于新武),LU Feng-cong(呂風聰).圓柱形堿性蓄電池的封口技術[J].Dianyuan Jishu(電源技術),2004,27(4):381-384.
