零件加工中LabVIEW與質(zhì)量控制技術(shù)的應(yīng)用
2012-09-19 13:24:30劉冰潔錢曉耀胡獻(xiàn)華
自動(dòng)化儀表 2012年10期
劉冰潔 錢曉耀 胡獻(xiàn)華 洪 濤 王 宇
(中國(guó)計(jì)量學(xué)院質(zhì)量與安全工程學(xué)院,浙江 杭州 310018)
0 引言
隨著我國(guó)經(jīng)濟(jì)的持續(xù)增長(zhǎng),我國(guó)的汽車工業(yè)得到高速發(fā)展,對(duì)汽車零部件的需求量也飛速增長(zhǎng)。作為汽車零部件,內(nèi)燃機(jī)中滑動(dòng)軸承墊圈的質(zhì)量好壞直接影響到汽車的性能,所以必須保證滑動(dòng)軸承墊圈的質(zhì)量。根據(jù)國(guó)家標(biāo)準(zhǔn)GB/T 10447-2008規(guī)定,檢測(cè)精度要求厚度公差為 -0.05 mm、平面度公差為 +0.10 mm[1]。
為保證加工精度,通過測(cè)量分析可知,影響產(chǎn)品工序質(zhì)量的原因大致可以分為兩種:一種是某種確定性的原因,另一種是偶然性的原因。在實(shí)際生產(chǎn)過程中,影響工序質(zhì)量的5M1E,即人(men)、機(jī)器(machine)、材料(material)、方法(method)、測(cè)量(measurement)和環(huán)境(environment)等因素隨著持續(xù)生產(chǎn)而處于運(yùn)動(dòng)變化之中,即工序質(zhì)量具有鮮明的動(dòng)態(tài)特性。對(duì)此,本文選擇直接影響產(chǎn)品質(zhì)量的關(guān)鍵工序進(jìn)行監(jiān)控,對(duì)滑動(dòng)軸承墊圈厚度進(jìn)行測(cè)量;并應(yīng)用數(shù)理統(tǒng)計(jì)的原理和方法,在Excel中用6SQ統(tǒng)計(jì)插件進(jìn)行SPC分析,分析工序質(zhì)量的波動(dòng)狀態(tài),為后續(xù)質(zhì)量分析改進(jìn)提供依據(jù)。
1 系統(tǒng)設(shè)計(jì)
系統(tǒng)設(shè)計(jì)分為硬件裝置和軟件設(shè)計(jì)兩方面。硬件方面,滑動(dòng)軸承墊圈厚度檢測(cè)系統(tǒng)如圖1所示。其中傳感器是北京京海泉傳感科技有限公司生產(chǎn)的差動(dòng)變壓器(LVDT)直線位移傳感器;數(shù)據(jù)采集使用的是美國(guó)NI公司生產(chǎn)的NI USB-6008多功能數(shù)據(jù)采集卡。
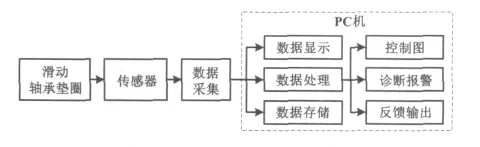
圖1 檢測(cè)系統(tǒng)框圖Fig.1 Block diagram of the detecting system
軟件方面,使用LabVIEW 8.5軟件作為程序開發(fā)的編譯平臺(tái)。LabVIEW使用的是圖形化編輯語言G編寫程序,產(chǎn)生的程序以框圖的形式呈現(xiàn),為實(shí)現(xiàn)儀器編程和數(shù)據(jù)采集系統(tǒng)提供了便捷的途徑。由于軟件內(nèi)部已經(jīng)有對(duì)應(yīng)的數(shù)據(jù)采集卡驅(qū)動(dòng)程序,因此,當(dāng)與美國(guó)NI公司生產(chǎn)的數(shù)據(jù)采集卡進(jìn)行通信采集時(shí),系統(tǒng)工作效率大大提高[2-3]。
通過采集卡采集的數(shù)據(jù)可保存在指定的Excel表格中。Excel是微軟辦公套裝軟件的一個(gè)重要的組成部分,它可以進(jìn)行各種數(shù)據(jù)的處理、統(tǒng)計(jì)分析和輔助決策操作,廣泛地應(yīng)用于管理、統(tǒng)計(jì)財(cái)經(jīng)、金融等眾多領(lǐng)域。在數(shù)據(jù)的SPC分析方面,系統(tǒng)采用的是Excel的6SQ統(tǒng)計(jì)插件。該插件可方便、快捷地對(duì)數(shù)據(jù)進(jìn)行SPC各方面的分析,繪制直方圖、控制圖等圖形,是一個(gè)可以替代MiniTab、JMP等專業(yè)統(tǒng)計(jì)軟件大部分功能的統(tǒng)計(jì)插件[4-5]。
按模塊劃分,系統(tǒng)設(shè)計(jì)主要分為數(shù)據(jù)采集模塊、數(shù)據(jù)實(shí)時(shí)顯示與存儲(chǔ)模塊和數(shù)據(jù)SPC分析模塊三個(gè)模塊。
1.1 數(shù)據(jù)采集模塊
數(shù)據(jù)采集模塊的實(shí)現(xiàn)如下。
①對(duì)傳感器進(jìn)行標(biāo)定,傳感器的信號(hào)輸出端接到采集卡的模擬信號(hào)輸入端AI[i]上。
②把采集卡的高速USB接口插到上位機(jī)的主機(jī)上,采集卡上綠色指示燈開始閃爍,表明連接正常,數(shù)據(jù)采集卡可正常工作。
③ 打開LabVIEW 8.5程序,新建一個(gè)VI項(xiàng)目,在程序框圖中放置一個(gè)DAQ Assistant控件,并設(shè)置輸入信號(hào)類型、通道數(shù)和波特率等相應(yīng)的參數(shù),實(shí)現(xiàn)采集卡與上位機(jī)的通信,為之后的數(shù)據(jù)采集做好準(zhǔn)備。
1.2 數(shù)據(jù)實(shí)時(shí)顯示與存儲(chǔ)模塊
數(shù)據(jù)實(shí)時(shí)顯示和存儲(chǔ)的界面在LabVIEW的編譯環(huán)境里進(jìn)行,具體實(shí)現(xiàn)過程如下。
①首先,同時(shí)對(duì)三個(gè)通道進(jìn)行數(shù)據(jù)采集,對(duì)DAQ Assistant的輸出信號(hào)進(jìn)行拆分處理。運(yùn)用拆分信號(hào)控件可以將三個(gè)通道的輸出信號(hào)分離開來。
②按照傳感器標(biāo)定的結(jié)果,對(duì)采集卡的三個(gè)通道以及三個(gè)通道數(shù)據(jù)的平均值進(jìn)行數(shù)值運(yùn)算,使輸出對(duì)應(yīng)滑動(dòng)軸承墊圈厚度值。
③分別采用數(shù)組形式的數(shù)值顯示控件和波形圖形式的圖形顯示控件,對(duì)經(jīng)過拆分后的三個(gè)信號(hào)進(jìn)行顯示,達(dá)到實(shí)時(shí)顯示的效果。
④在系統(tǒng)前面板上放置文件路徑輸入控件,在程序框圖上放置寫入電子表格文件控件。這樣在運(yùn)行系統(tǒng)時(shí)可選擇一個(gè)特定的Excel表格,并將采集的數(shù)據(jù)按照設(shè)定的方式保存。
系統(tǒng)程序框圖如圖2所示。
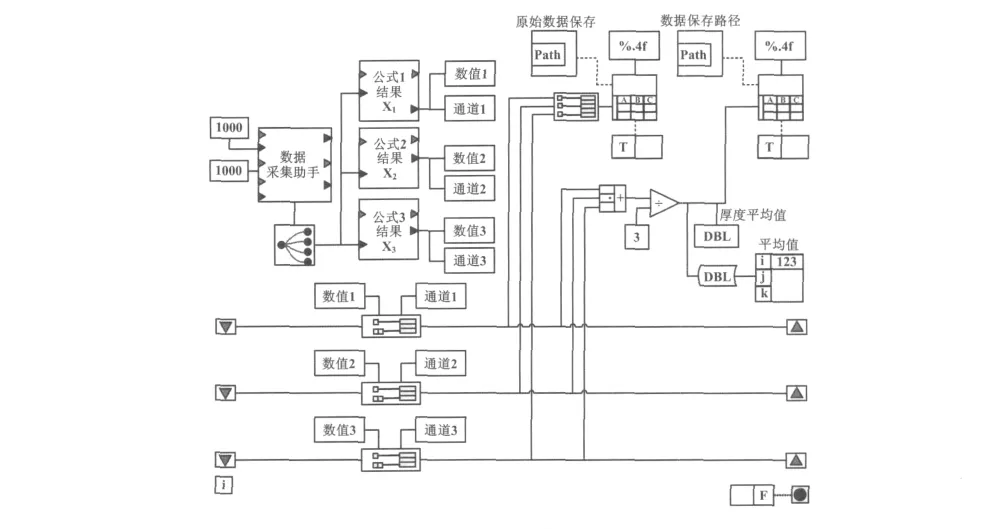
圖2 系統(tǒng)程序框圖Fig.2 Block diagram of system program
1.3 數(shù)據(jù)SPC分析
由于生產(chǎn)過程中工序質(zhì)量特性值是不穩(wěn)定的、隨機(jī)的,因此發(fā)現(xiàn)工序質(zhì)量異常波動(dòng)并對(duì)其原因進(jìn)行分析需借助于數(shù)理統(tǒng)計(jì)的方法[6-7]。通常的做法是,從總體工序質(zhì)量中取得一個(gè)隨機(jī)樣本,求得樣本統(tǒng)計(jì)值;然后與反映工序質(zhì)量要求的控制界限相比較,對(duì)工序質(zhì)量狀態(tài)作出推斷。這種方法已經(jīng)在一些生產(chǎn)過程的產(chǎn)品質(zhì)量監(jiān)控中得到應(yīng)用。系統(tǒng)中,SPC統(tǒng)計(jì)過程控制軟件部分具備以下功能。
①數(shù)據(jù)分析,即應(yīng)用數(shù)理統(tǒng)計(jì)方法對(duì)采集到的數(shù)據(jù)進(jìn)行分析處理,得到統(tǒng)計(jì)量。
②狀態(tài)監(jiān)控,讀取滑動(dòng)軸承墊圈厚度檢測(cè)系統(tǒng)采集到的數(shù)據(jù),生成控制圖、直方圖等反映質(zhì)量信息的圖形。
③工序能力的評(píng)估,即對(duì)受控工序進(jìn)行工序能力指數(shù)的計(jì)算,并對(duì)其是否符合要求作出判斷。
為達(dá)到以上目標(biāo),系統(tǒng)選擇基于Excel的6SQ統(tǒng)計(jì)插件作為對(duì)采集數(shù)據(jù)進(jìn)行SPC分析的功能實(shí)現(xiàn)軟件。在數(shù)據(jù)處理時(shí),選中表格中的數(shù)據(jù),選擇6SQ統(tǒng)計(jì)插件下SPC部分的均值極差控制圖,跳出一個(gè)設(shè)置參數(shù)的窗口,設(shè)置好規(guī)格限以及需要顯示的圖形信息后,點(diǎn)擊確定就可以得到數(shù)據(jù)SPC分析的結(jié)果,以及需要的控制圖、直方圖等圖形信息。根據(jù)SPC分析的結(jié)果,操作人員可以發(fā)現(xiàn)工序中的波動(dòng)狀態(tài),并采取相應(yīng)的措施,改正不合格產(chǎn)品或者防止不合格產(chǎn)品的產(chǎn)生。
2 實(shí)例分析
為驗(yàn)證該系統(tǒng)的可用性和可靠性,采用滑動(dòng)軸承墊圈成品進(jìn)行檢測(cè)。選用一組樣品(共30個(gè)),其厚度測(cè)量數(shù)據(jù)如表1所示。
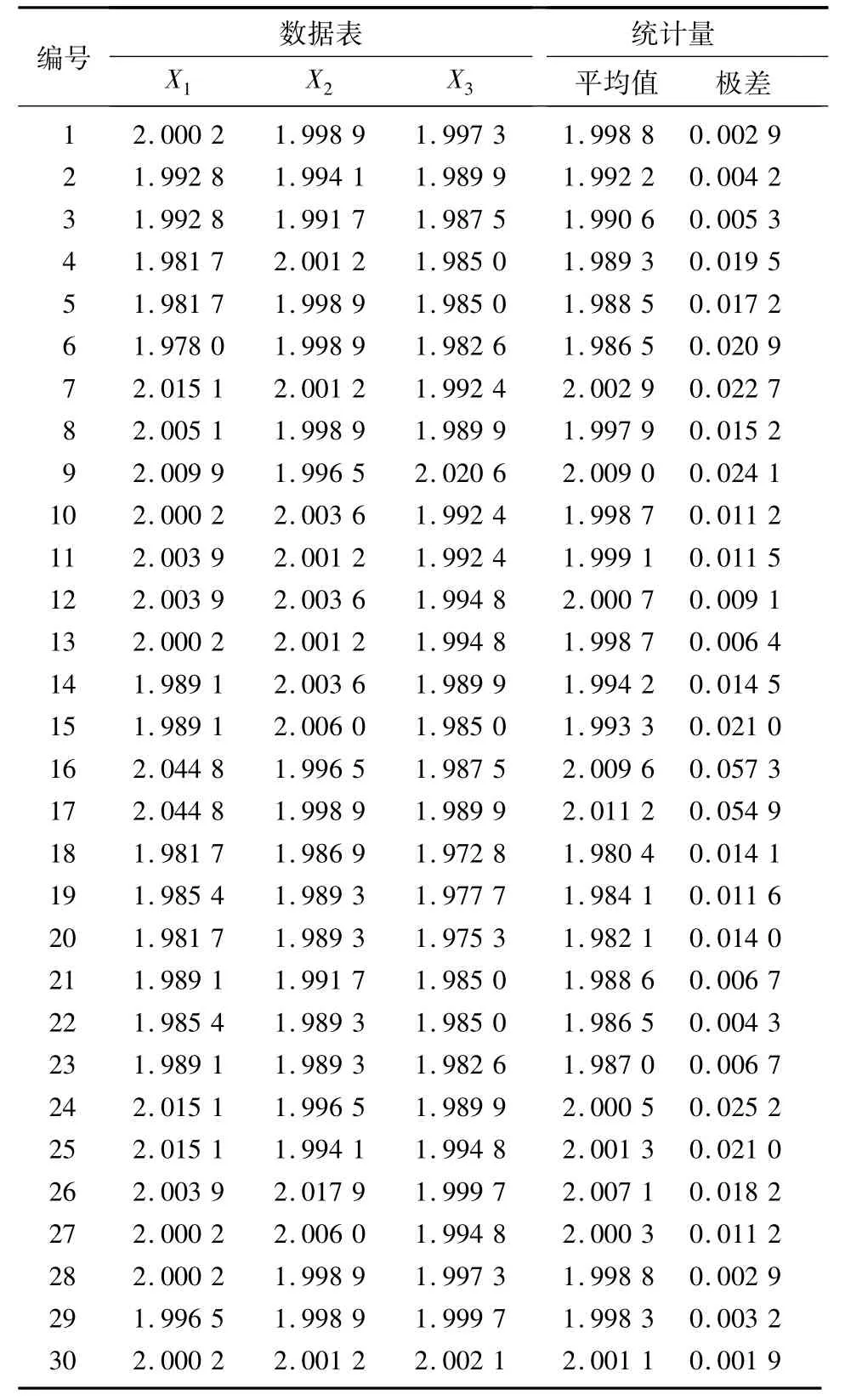
表1 測(cè)量數(shù)據(jù)Tab.1 Measurement data mm
對(duì)數(shù)據(jù)進(jìn)行SPC分析,在6SQ統(tǒng)計(jì)插件中選擇SPC下的均值極差控制圖選項(xiàng)進(jìn)行分析。首先,選定滑動(dòng)軸承墊圈的厚度的規(guī)格限,并勾選相應(yīng)的需要的圖形等選項(xiàng),在設(shè)定好參數(shù)之后點(diǎn)擊確定就可以得到相應(yīng)的結(jié)果。設(shè)計(jì)中,指定的滑動(dòng)軸承墊圈厚度的規(guī)格上限為2.05 mm,規(guī)格中心為2 mm,規(guī)格下限為1.95 mm,選擇顯示規(guī)格限,包含水平直方圖。得到的結(jié)果如圖3所示。
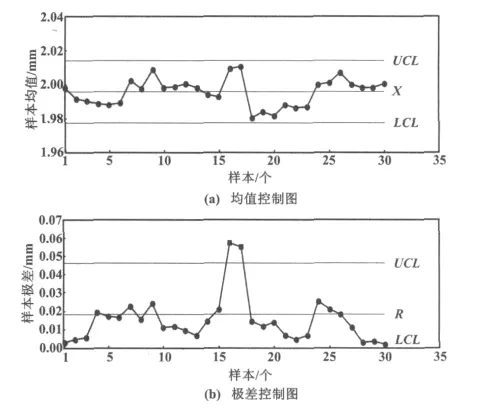
圖3 均值控制圖和極差控制圖Fig.3 Mean and range control charts
圖3(a)中:UCL為均值控制圖控制上限,UCL=2.014 38 mm;X為均值控制圖控制中心,X=1.996 04 mm;LCL為均值控制圖控制下限,LCL=1.977 70 mm。圖3(b)中:UCL為極差控制圖控制上限,UCL=0.046 14 mm;R為極差控制圖控制中心,R=0.017 92 mm;LCL為極差控制圖控制下限,LCL=0。
由圖3(b)可以看出,有兩個(gè)點(diǎn)超出了控制上限,說明該工序是有問題的,工序存在不穩(wěn)定因素且不受控。分析原因可能是滑動(dòng)軸承墊圈在加工過程中的定位基準(zhǔn)存在問題,導(dǎo)致生產(chǎn)的滑動(dòng)軸承墊圈厚度存在一定質(zhì)量缺陷。技術(shù)人員可就滑動(dòng)軸承墊圈的加工工序進(jìn)行進(jìn)一步詳細(xì)的檢查,找出具體原因,并采取相應(yīng)的改進(jìn)措施,以提高以后的工序質(zhì)量。
3 結(jié)束語
在測(cè)量滑動(dòng)軸承墊圈厚度的設(shè)計(jì)中,將數(shù)據(jù)采集卡和LabVIEW環(huán)境相結(jié)合,應(yīng)用于零件加工過程中的質(zhì)量控制;在LabVIEW8.5軟件編譯平臺(tái)上設(shè)計(jì)了數(shù)據(jù)采集模塊、數(shù)據(jù)實(shí)時(shí)顯示與存儲(chǔ)模塊;應(yīng)用Excel上的6SQ統(tǒng)計(jì)插件設(shè)計(jì)了數(shù)據(jù)SPC分析模塊,可繪制直方圖、控制圖等圖形。SPC分析模塊可預(yù)警工序中存在的不穩(wěn)定因素,并采取相應(yīng)的措施,改正或者防止不合格產(chǎn)品產(chǎn)生的問題。通過實(shí)例分析可以看出,該系統(tǒng)基本符合設(shè)計(jì)要求,可以實(shí)現(xiàn)對(duì)加工過程中產(chǎn)品的質(zhì)量控制。
[1]國(guó)家質(zhì)量監(jiān)督檢驗(yàn)檢疫總局.GB/T 10447-2008滑動(dòng)軸承半圓止推墊圈要素和公差[S].北京:中國(guó)標(biāo)準(zhǔn)出版社,2008.
[2]王吉平,趙哲,田克純,等.基于LabVIEW的通信測(cè)量技術(shù)研究[J].自動(dòng)化與儀表,2011(1):450 -461.
[3]楊建紅,房懷英.基于LabVIEW溫濕度復(fù)合測(cè)量系統(tǒng)的設(shè)計(jì)[J].自動(dòng)化儀表,2007,28(9):66 -68.
[4]Zimmerman S M,Icenogle M L.使用 EXCEL實(shí)施統(tǒng)計(jì)質(zhì)量控制[M].2版.中國(guó)質(zhì)量協(xié)會(huì),譯.北京:機(jī)械工業(yè)出版社,2007.
[5]李文泉,趙文田,李文斌.統(tǒng)計(jì)過程控制技術(shù)SPC在煙草制絲生產(chǎn)中的應(yīng)用[J].機(jī)械工程與自動(dòng)化,2009(5):116 -118.
[6]蔡雪兢,黃忠全,張穎,等.基于SPC的計(jì)算機(jī)自動(dòng)判異的實(shí)現(xiàn)與應(yīng)用[J].機(jī)械制造,2010,48(551):63 -65.
[7]Li Cunrong,Yang Chunxia,Xiong Ping.Research and development on closed-loop SPC system in automobile components sector[C]//2009 World Congress on Software Engineering(WCSE 2009),Software Engineering,2009:247 -250.
猜你喜歡
工業(yè)設(shè)計(jì)(2022年8期)2022-09-09 07:43:20
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2021年12期)2021-12-31 03:23:08
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
民用飛機(jī)設(shè)計(jì)與研究(2020年4期)2021-01-21 09:15:02
北京測(cè)繪(2020年12期)2020-12-29 01:33:58
中學(xué)生數(shù)理化·中考版(2020年10期)2020-11-27 01:59:48
中國(guó)生殖健康(2019年2期)2019-08-23 08:12:08
電子制作(2018年18期)2018-11-14 01:48:24
家庭影院技術(shù)(2017年9期)2017-09-26 03:41:45
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:31:22
