大型立式水輪發(fā)電機(jī)斜元件結(jié)構(gòu)轉(zhuǎn)子支架焊接變形控制
2012-09-21 06:10:14李效光鄭滿軍閔翠英
大電機(jī)技術(shù) 2012年6期
李效光,鄭滿軍,閔翠英
(長江三峽技術(shù)經(jīng)濟(jì)發(fā)展有限公司,四川 宜賓 644612)
大型立式水輪發(fā)電機(jī)斜元件結(jié)構(gòu)轉(zhuǎn)子支架焊接變形控制
李效光,鄭滿軍,閔翠英
(長江三峽技術(shù)經(jīng)濟(jì)發(fā)展有限公司,四川 宜賓 644612)
本文介紹了斜元件轉(zhuǎn)子支架的結(jié)構(gòu)形式和特點(diǎn),分析了斜元件轉(zhuǎn)子支架組裝焊接變形控制要點(diǎn)。基于三峽電站斜元件轉(zhuǎn)子支架組裝焊接實(shí)踐經(jīng)驗(yàn),提出了斜元件轉(zhuǎn)子支架焊接變形控制具體措施,可供類似工程項(xiàng)目參考。
斜元件;轉(zhuǎn)子支架;焊接變形控制
前言
水輪發(fā)電機(jī)轉(zhuǎn)子支架是機(jī)組轉(zhuǎn)動(dòng)部分的重要部件,它將磁軛和轉(zhuǎn)子中心體連接成為一體。發(fā)電機(jī)正常運(yùn)行時(shí)轉(zhuǎn)子支架要承受扭矩、磁極和磁軛的重力、自身的離心力以及熱打鍵徑向配合力的作用,是一個(gè)受力復(fù)雜的部件。由于轉(zhuǎn)子支架尺寸較大,一般按單個(gè)部件制造和運(yùn)輸,在工地現(xiàn)場組裝焊接。因此保證轉(zhuǎn)子支架焊接質(zhì)量對于轉(zhuǎn)子后續(xù)部件安裝和機(jī)組安全運(yùn)行具有重要意義。
1 斜元件轉(zhuǎn)子支架的結(jié)構(gòu)形式和特點(diǎn)
斜元件轉(zhuǎn)子支架一般由轉(zhuǎn)子中心體、斜元件立筋支臂、扇形體圓盤支架、磁軛立筋等組成。
斜元件立筋支臂沿圓周均勻地分布,并與中心體、扇形體圓盤支架相連。磁軛立筋布置在扇形體圓盤支架外側(cè)與磁軛相連。典型的斜元件轉(zhuǎn)子支架如圖1所示。
斜元件立筋支臂的作用是將轉(zhuǎn)子支架結(jié)構(gòu)的徑向力轉(zhuǎn)化為切向力,同時(shí)保證轉(zhuǎn)子支架具有足夠的剛度和強(qiáng)度。隨著立式水輪發(fā)電機(jī)的設(shè)計(jì)、制造朝著大容量低轉(zhuǎn)速發(fā)展,斜元件轉(zhuǎn)子支架越來越多地被應(yīng)用到工程實(shí)踐。斜元件轉(zhuǎn)子支架一般具有如下特點(diǎn)。
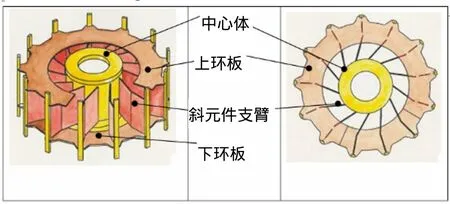
圖1 斜元件轉(zhuǎn)子支架結(jié)構(gòu)示意圖
1.1 結(jié)構(gòu)特性
斜元件通常用于連接兩個(gè)處于同一平面但直徑不同的環(huán)形部件,轉(zhuǎn)子磁軛與轉(zhuǎn)子中心體的連接包括在這種范疇內(nèi)。斜元件彈性斜板也可用于連接直徑相同、處于平行的不同平面上的兩個(gè)環(huán)形部件。
1.2 機(jī)械特性
隨著同心膨脹,斜元件將在阻力較小的方向上偏移,相連的兩個(gè)環(huán)彼此關(guān)聯(lián),因而能保持良好的同心度。當(dāng)有任何扭力或徑向變形時(shí),斜元件將在機(jī)械阻力最大的方向上產(chǎn)生變形。從而給轉(zhuǎn)子中心體提供很好的穩(wěn)定性和剛性。轉(zhuǎn)子中心體或轉(zhuǎn)子磁軛產(chǎn)生的任何膨脹,均被磁軛相對中心體的反向旋轉(zhuǎn)所吸收,同時(shí)也最大程度地減小離心力所產(chǎn)生的應(yīng)力。當(dāng)磁軛熱打鍵時(shí),斜元件立筋支臂可減小在中心體上產(chǎn)生徑向作用和變形力。
1.3 組裝工藝
大型圓盤式水輪發(fā)電機(jī)轉(zhuǎn)子支架立筋半徑大于6000mm,受制造、運(yùn)輸限制,一般多采用分瓣扇形體,在安裝現(xiàn)場進(jìn)行組裝。主要將中心體與中心體連接的扇形體環(huán)件沿圓周均勻分布固定在主立筋上的磁軛立筋組焊在一起。
2 斜元件轉(zhuǎn)子支架焊接變形控制要點(diǎn)
2.1 焊接接頭無損檢測
試驗(yàn)結(jié)果顯示,焊接結(jié)構(gòu)承受載荷疲勞破壞發(fā)生在焊接殘余應(yīng)力最大處,若焊接結(jié)構(gòu)焊縫質(zhì)量高、無缺陷,當(dāng)承受載荷時(shí),焊接殘余應(yīng)力對疲勞強(qiáng)度無明顯影響。因此,焊接接頭無損檢測尤為重要,轉(zhuǎn)子支架焊接變形控制是在焊縫質(zhì)量檢查合格的前提下的形位尺寸公差控制。
2.2 轉(zhuǎn)子中心體與支架連接立筋斜度控制
文獻(xiàn)[1]通過有限元分析軟件 ANSYS平臺,建立斜元件轉(zhuǎn)子支架斜度可變模型和對應(yīng)程序,得出了轉(zhuǎn)子支架打鍵緊量、打鍵力、最大等效應(yīng)力等隨斜度變化規(guī)律,最后給出結(jié)論:斜元件轉(zhuǎn)子支架結(jié)構(gòu)在正常運(yùn)行時(shí),其最大等效應(yīng)力會(huì)在某一個(gè)斜度α下出現(xiàn)最小值。因此,轉(zhuǎn)子中心體與支架連接立筋斜度控制對于減小轉(zhuǎn)子支架最大等效應(yīng)力,實(shí)現(xiàn)轉(zhuǎn)動(dòng)部件的安全穩(wěn)定運(yùn)行具有重要意義。
2.3 立縫角變形控制
立縫角變形過大會(huì)導(dǎo)致立筋斜度發(fā)生變化,同時(shí)轉(zhuǎn)子中心體與支架連接立筋受力不均,在角變形部位產(chǎn)生應(yīng)力集中。經(jīng)驗(yàn)數(shù)據(jù)顯示:角變形主要產(chǎn)生在立焊縫兩側(cè)的打底焊過程。
2.4 徑向縫間隙、錯(cuò)牙控制
徑向縫間隙均勻性良好可保證焊縫收縮量趨于一致,減小斜元件立筋支臂,相對轉(zhuǎn)子中心體的旋轉(zhuǎn),會(huì)引起立筋斜度變化,同時(shí)也可減小不利焊接約束應(yīng)力。因此應(yīng)控制焊縫坡口間隙、錯(cuò)牙,達(dá)到焊接工藝的要求。
2.5 立筋弦長控制
立筋弦長分布是否均勻會(huì)影響后續(xù)部件磁軛立筋的安裝。磁軛立筋的安裝精度要求較高,形位尺寸公差一般控制在 0.10mm以內(nèi)。采用“以片定筋”的安裝工藝,為保證磁軛疊片整形需要,往往犧牲轉(zhuǎn)子支架立筋與磁軛立筋的焊縫配合。立筋半徑變化引起扇形體接縫部位的弦長變化,增加了弦長控制難度。因此,立筋弦長控制對于磁軛與轉(zhuǎn)子支架作用力傳遞時(shí)保證支架立筋的受力均勻性至關(guān)重要。
2.6 環(huán)板水平
圓盤支架結(jié)構(gòu)設(shè)計(jì)一般考慮采用兩層環(huán)板或三層環(huán)板。環(huán)板水平影響旋轉(zhuǎn)部件風(fēng)道密封間隙的均勻性,各環(huán)板平面度均應(yīng)進(jìn)行調(diào)整控制。
2.7 支架與中心體立縫間隙、錯(cuò)牙
支架與中心體立縫間隙控制不均會(huì)直接引起焊縫收縮量不均;支架與中心體立縫錯(cuò)牙較大往往會(huì)引起焊接接頭的受力不均、應(yīng)力集中、焊接缺陷。因此應(yīng)控制焊縫坡口間隙、錯(cuò)牙,力求達(dá)到焊接工藝要求。
2.8 立筋半徑
采用“以筋定片”的安裝工藝,由于轉(zhuǎn)子支架焊后直接或現(xiàn)場機(jī)加工后進(jìn)行磁軛疊片,立筋半徑控制應(yīng)作為重點(diǎn)項(xiàng)目。采用“以片定筋”的安裝工藝,一般考慮焊接變形不均修正補(bǔ)償量,立筋半徑偏差只要不超過轉(zhuǎn)子支架立筋或磁軛立筋加工余量即可。
3 斜元件轉(zhuǎn)子支架焊接變形控制措施
3.1 重視轉(zhuǎn)子支架廠內(nèi)預(yù)裝及出廠驗(yàn)收質(zhì)量控制
轉(zhuǎn)子支架制造的良好和廠內(nèi)預(yù)裝質(zhì)量是保證其現(xiàn)場組裝良好的前提條件。應(yīng)對轉(zhuǎn)子支架的轉(zhuǎn)運(yùn)、吊裝采取措施,控制變形。
廠內(nèi)預(yù)裝質(zhì)量應(yīng)按照安裝驗(yàn)收指導(dǎo)作業(yè)文件逐項(xiàng)進(jìn)行,重點(diǎn)檢查轉(zhuǎn)子中心體與支架連接立筋斜度,轉(zhuǎn)子中心體上、下、內(nèi)、外法蘭面同軸度,轉(zhuǎn)子中心體、扇形體支架廠內(nèi)焊縫質(zhì)量,扇形體支架高度,轉(zhuǎn)子支架立筋半徑,支架與中心體立縫間隙、錯(cuò)牙,立筋弦長等指標(biāo)。
分瓣轉(zhuǎn)子支架進(jìn)場后,進(jìn)行支架與中心體的組裝,按照編號對號入位,擰緊把合塊,調(diào)整各項(xiàng)數(shù)據(jù),達(dá)到廠內(nèi)預(yù)裝效果。
3.2 重視工地現(xiàn)場的組裝焊前質(zhì)量控制
3.2.1 盡可能恢復(fù)至出廠驗(yàn)收狀態(tài)
如發(fā)現(xiàn)超標(biāo)項(xiàng)目或部位,應(yīng)結(jié)合隨機(jī)文件進(jìn)行分析,找出原因。對于組裝后焊縫坡口間隙超標(biāo)部位,進(jìn)行單側(cè)堆焊處理堆焊后應(yīng)對坡口進(jìn)行打磨修割,達(dá)到焊接工藝要求。
3.2.2 各項(xiàng)指標(biāo)做好先后順序的控制
(1)轉(zhuǎn)子中心體水平。作為相對位置基準(zhǔn),中心體水平應(yīng)首先進(jìn)行調(diào)整控制,在轉(zhuǎn)子支臂掛裝、環(huán)板水平調(diào)整時(shí)均應(yīng)首先保證轉(zhuǎn)子中心體水平在0.02mm/m以內(nèi),否則應(yīng)在轉(zhuǎn)子中心體支撐部位加墊調(diào)整;
(2)轉(zhuǎn)子中心體與支架連接立筋斜度。現(xiàn)場組裝時(shí)主要控制扇形體立筋與轉(zhuǎn)子中心體立筋的線性,不應(yīng)在對接位置存在明顯折角,否則應(yīng)將扇形體旋轉(zhuǎn)某一合適角度進(jìn)行調(diào)整,對應(yīng)地,徑向縫間隙、立筋半徑也將發(fā)生變化;
(3)各支臂之間弦長;
(4)上環(huán)板、下環(huán)板波浪度;
(5)焊縫坡口間隙、錯(cuò)牙。當(dāng)對接焊縫的坡口形式為對稱X型、坡口角度為40~60°、對接間隙為1~5mm、鋼板厚度為 40~60mm、焊接線能量為 20~40kJ/cm時(shí),可考慮焊縫收縮值取2~4mm;
(6)支臂立筋半徑;應(yīng)考慮徑向縫焊縫收縮引起的立筋半徑變小。分瓣扇形體數(shù)目n影響立筋半徑收縮變化,徑向焊縫周向收縮引起徑向半徑變小近似為:
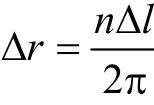
式中:Δr——半徑變化/mm;Δl——每條徑向縫平均收縮量/mm;n——支臂扇形體數(shù)目。
三峽電站16臺發(fā)電機(jī)斜元件轉(zhuǎn)子支架徑向收縮情況見表1所示。
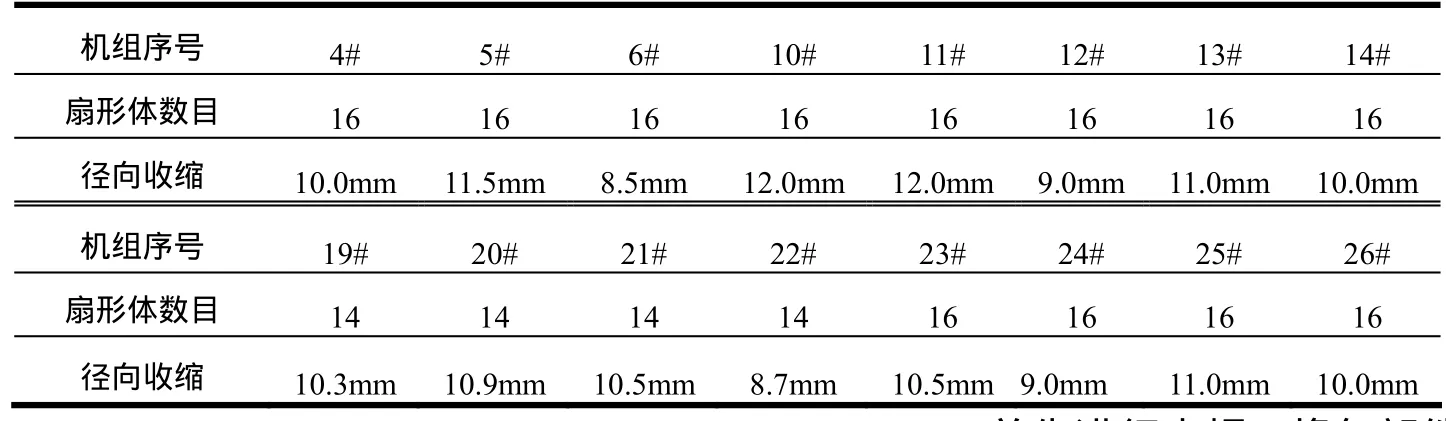
表1 斜元件轉(zhuǎn)子支架焊接實(shí)例
分瓣扇形體的數(shù)目n較大,便于現(xiàn)場調(diào)整;n較小,便于現(xiàn)場施工。立筋半徑焊前控制值應(yīng)參考 n的大小和以往焊接實(shí)例。當(dāng)n為14時(shí),可考慮10mm收縮量。
3.3 做好焊接變形預(yù)控措施
3.3.1 轉(zhuǎn)子中心體與支架立縫角變形控制
(1)大型結(jié)構(gòu)件角變形預(yù)控措施應(yīng)首先考慮剛性固定法。轉(zhuǎn)子中心體與支架立縫開焊前,應(yīng)盡可能布置較多的加強(qiáng)板,布置方向可選擇立縫左側(cè)(在轉(zhuǎn)子上部從中心體向外看);扇形體支臂徑向縫兩側(cè)也應(yīng)布置一定數(shù)目加強(qiáng)板,以增加轉(zhuǎn)子支架整體性;
(2)反變形法。轉(zhuǎn)子中心體與扇形體支架現(xiàn)場組裝時(shí)將扇形體旋轉(zhuǎn)某一合適角度,在對接位置產(chǎn)生折角,抵消立縫焊接角變形。
3.3.2 轉(zhuǎn)子環(huán)板波浪度控制
(1)剛性固定法。轉(zhuǎn)子環(huán)板焊縫兩側(cè)應(yīng)裝焊加強(qiáng)板,進(jìn)行約束焊接;
(2)適當(dāng)改變轉(zhuǎn)子支撐部位。在不影響扇形體支架穩(wěn)定性的前提下,為調(diào)整環(huán)板波浪度,可人為拆除、增加支撐,改變支撐部位。
3.3.3 焊縫焊接收縮量控制
(1)在組合縫需要減小收縮量的部位加入填隙片,控制收縮值;
(2)改變焊縫坡口形式。采取修割打磨或堆焊的方式,改變焊縫截面積及焊縫充填金屬量,進(jìn)而控制焊接收縮量。
3.4 做好焊接工藝過程措施
3.4.1 焊接步驟
(1)首先進(jìn)行點(diǎn)焊,將各部件初步組焊在一起,對同種形式的焊縫焊點(diǎn)個(gè)數(shù)相同,在位置對稱的情況下,應(yīng)用相同參數(shù)按照同樣的方式進(jìn)行點(diǎn)焊;
(2)正式焊接圓盤支架,在點(diǎn)焊的基礎(chǔ)上,對同種形式的焊縫均應(yīng)選擇對稱位置,采取同樣的方式進(jìn)行焊接,焊接參數(shù)都應(yīng)相同,每條焊縫焊層相同,每層焊層焊道固定,各層窄道分段接口的位置在上下層之間交錯(cuò)開,每條焊縫在一、二層之間打底焊,檢查無誤后繼續(xù)施焊。
3.4.2 焊接順序
焊接順序的主要原則是:先進(jìn)行對接焊縫的焊接,再進(jìn)行角焊縫的焊接,先進(jìn)行內(nèi)側(cè)焊道;施焊時(shí)應(yīng)先焊接不致對其它焊縫形成剛性約束的焊縫;每條焊縫焊接時(shí),應(yīng)盡量保持自由收縮;對較長焊縫應(yīng)盡可能從焊縫中間向兩端對稱施焊。基于以上原則,點(diǎn)焊圓盤支架后的正式焊接應(yīng)采取先焊內(nèi)立縫,繼之中間徑向縫,最后焊外側(cè)焊縫。斜元件轉(zhuǎn)子支架的典型焊接順序如圖2所示。
中間徑向縫焊接時(shí)應(yīng)采取必要防護(hù)措施,做到對稱結(jié)構(gòu)的環(huán)板之間對稱焊接。
3.4.3 焊接參數(shù)控制
(1)焊接速度和焊接功率可根據(jù)立縫、環(huán)縫,徑向縫的焊接順序和每條焊縫的焊道增多,由小往大調(diào)整。焊縫金屬的化學(xué)成分一定時(shí),焊接接頭的機(jī)械性能取決于焊接層次和線能量,因此線能量控制非常重要。平均線能量一般不宜大于45 (kJ/cm)。計(jì)算公式為:

式中:vQ——焊接線能量/J;η——電弧熱效率 (手工焊為0.7~0.8);I ——焊接電流/A;U——焊接電壓/V;L——焊縫長度/cm;t——焊接時(shí)間/s。
焊接工藝過程控制時(shí),應(yīng)重點(diǎn)控制U、I、L、t。
(2)焊接時(shí)環(huán)境溫度控制。當(dāng)環(huán)境溫度過低時(shí),應(yīng)適當(dāng)提高預(yù)熱溫度,同時(shí)加強(qiáng)保溫措施。各層焊接過程中,嚴(yán)格控制層間溫度差。
(3)擺幅控制、清根方法、消除應(yīng)力措施均應(yīng)符合相關(guān)工藝要求。焊接時(shí)除打底和蓋面層外,其余焊層均要進(jìn)行錘擊,以減小焊接應(yīng)力。
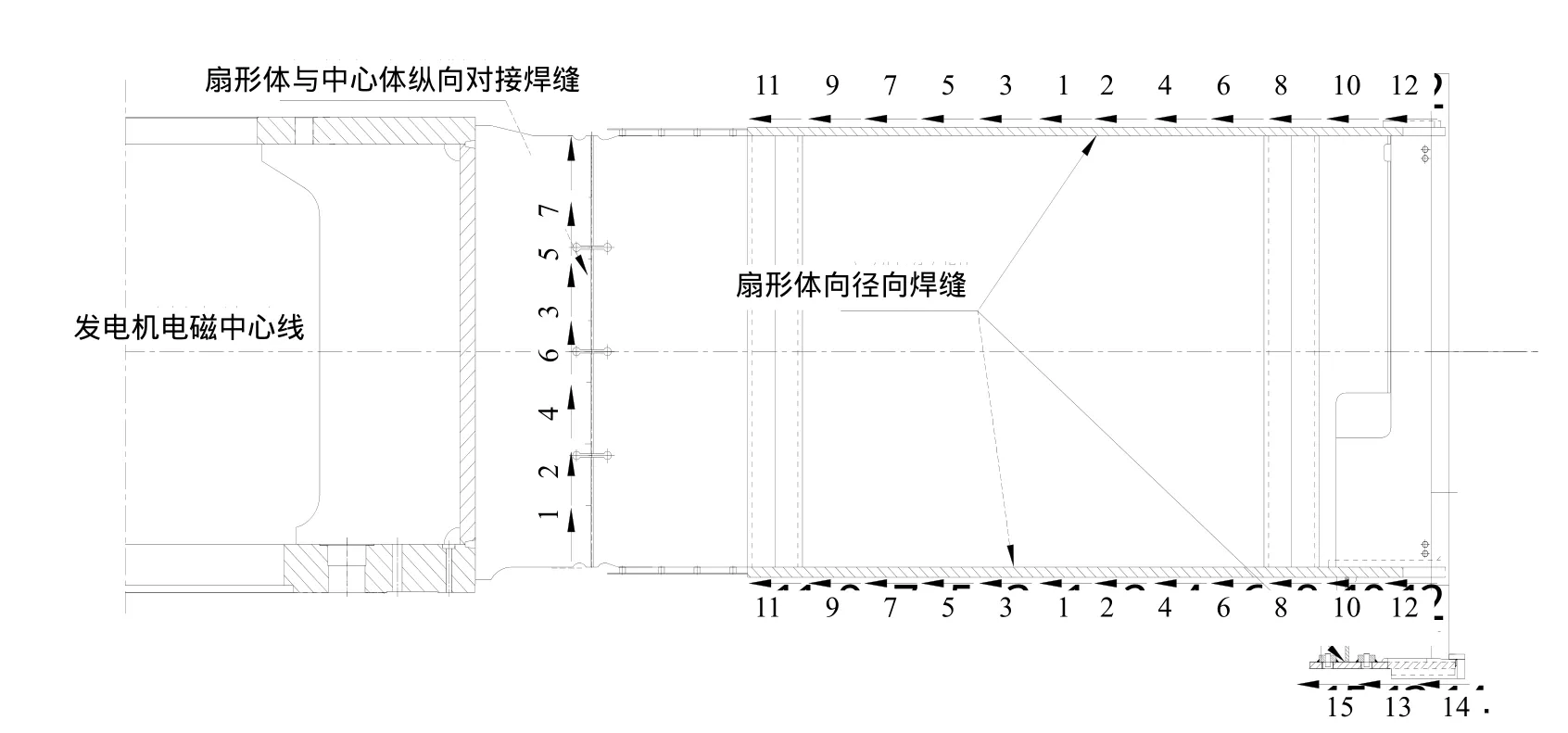
圖2 斜元件轉(zhuǎn)子支架焊接順序簡圖
3.5 做好焊接變形監(jiān)測、分析工作
3.5.1 組織嚴(yán)密、保障有力
(1)對可能發(fā)生變化的指標(biāo)均應(yīng)進(jìn)行監(jiān)測,如焊縫焊接收縮量、立縫角變形、轉(zhuǎn)子環(huán)板波浪度、轉(zhuǎn)子支架形位尺寸等。
(2)在轉(zhuǎn)子支架焊接期間應(yīng)成立焊接變形監(jiān)測小組,落實(shí)焊接變形監(jiān)測方案,原則上應(yīng)每天召開碰頭會(huì),商定轉(zhuǎn)子支架焊接變形控制措施。焊接變形監(jiān)測小組應(yīng)由發(fā)電機(jī)轉(zhuǎn)子技術(shù)員、焊接技術(shù)人員、測量人員、管理人員等組成。
3.5.2 認(rèn)真分析、令行禁止
(1)制定各項(xiàng)指標(biāo)的監(jiān)測方式、監(jiān)測時(shí)機(jī)、監(jiān)測頻度、預(yù)警限值。測量工具應(yīng)具備精度,測量外半徑的最好方式是使用轉(zhuǎn)子測圓架。焊接收縮量可在焊縫兩端做出標(biāo)記樣點(diǎn),使用游標(biāo)卡尺測量;焊縫角變形應(yīng)使用百分表監(jiān)測;立筋弦長應(yīng)監(jiān)測上部和下部變化情況;如測量條件具備,立筋半徑可監(jiān)測上部和下部變化情況。監(jiān)測時(shí)機(jī)至少應(yīng)在焊縫開焊前、定位焊后、第一層焊后、背縫清根后、50%焊層結(jié)束后、焊接結(jié)束后進(jìn)行測量;監(jiān)測頻度和預(yù)警限值應(yīng)參考監(jiān)測數(shù)據(jù)變化量靈活安排和設(shè)置。
(2)分析每一項(xiàng)指標(biāo)的變化范圍和趨勢。發(fā)生較大變化時(shí),焊接變形監(jiān)測小組應(yīng)制定專項(xiàng)方案,及時(shí)調(diào)整焊接區(qū)域、焊接順序、焊接電流、割除或加裝加強(qiáng)板等,矯正不利形變;否則應(yīng)嚴(yán)格執(zhí)行制造廠焊接工藝指導(dǎo)說明書。
3.6 做好焊后數(shù)據(jù)測量和分析
比較每一指標(biāo)是否符合驗(yàn)收標(biāo)準(zhǔn)要求,分析超標(biāo)原因,以待改進(jìn)。對超標(biāo)項(xiàng)目進(jìn)行影響程度分析,制定處理方案。跟蹤下一工序安裝調(diào)整效果,反饋轉(zhuǎn)子支架組焊質(zhì)量控制值和焊接工藝改進(jìn)合理化建議。
4 結(jié)論
綜上所述控制要點(diǎn),按照優(yōu)先控制順序排序,各項(xiàng)因素相互影響,相互制約,只有分清主次,有的放矢,認(rèn)真分析設(shè)計(jì)文件和安裝指導(dǎo)說明書,充分領(lǐng)悟設(shè)計(jì)意圖和借鑒類似轉(zhuǎn)子支架焊接經(jīng)驗(yàn),才能又好又快進(jìn)行水輪發(fā)電機(jī)轉(zhuǎn)子組裝。三峽左、右岸電站發(fā)電機(jī)斜元件轉(zhuǎn)子支架組裝焊接實(shí)踐經(jīng)驗(yàn)證明,變形控制措施效果明顯,可供類似工程項(xiàng)目參考。
[1] 曾洪富 等. 龍灘水電站發(fā)電機(jī)轉(zhuǎn)子支架現(xiàn)場焊接[J]. 四川水力發(fā)電, 2007.
[2] 付榮柏. 焊接變形的控制與矯正[M]. 機(jī)械工業(yè)出版社. 2006
審稿人:劉公直
Welding Deformation Control of Oblique Element Rotor Spider for Large Vertical Hydro-generator
LI Xiaoguang, ZHENG Manjun, MIN Cuiying
(Yangtze Three Gorges Technology&Economy Development Co., Ltd, Yibin 644612, China)
This paper describes the structure form and characteristics of oblique element rotor spider,and analyses the rotor assembly welding deformation control key points. Based on practice experience of oblique element rotor assembly welding for Three Gorges hydropower station, the author presents the measurement of welding distortion controlling for reference of similar project.
slanting element; rotor spider; welding distortion controlling
TM305.1
A
1000-3983(2012)06-0036-04
2011-07-18
李效光(1983-),2006年畢業(yè)于河海大學(xué)水利水電學(xué)院熱能與動(dòng)力工程專業(yè),主要從事水輪發(fā)電機(jī)組安裝管理工作,工程師。
猜你喜歡
保健醫(yī)苑(2022年5期)2022-06-10 07:46:12
小哥白尼(趣味科學(xué))(2021年8期)2021-11-20 06:08:04
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
模具制造(2019年3期)2019-06-06 02:10:54
小學(xué)生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
數(shù)學(xué)大王·中高年級(2016年12期)2016-12-26 21:37:36
