基于工業機器人的自動磨拋系統柔性加工系統設計
2012-09-21 08:31:52林少丹傅高升
成都信息工程大學學報 2012年5期
林少丹, 傅高升
(1.福建船政交通職業學院,福建福州 350007;2.福州大學,福建福州 350001)
0 引言
傳統的水暖衛浴產品拋光通常由手工完成,這樣就造成了生產效率比較低以及產品表面質量難以保證的問題,同時也提高了生產成本。從精益生產的理念分析,作為一種新興的制造技術,柔性制造在水暖衛浴產品生產中占有重要的地位。所謂柔性生產即通過系統結構、人員組織、運作方式和市場營銷等方面的改革,使生產系統能對市場需求變化作出快速的適應,同時消除冗余無用的損耗,力求企業獲得更大的效益[1]。計算機控制及自動化生產技術是柔性生產的技術基礎。例如柔性制造系統是以統一的信息控制系統和自動物料儲運系統連接起來的一組加工設備,能在不停機的情況下實現多品種工件的加工,并具有一定管理功能[2]。介紹由瑞士ABB公司制造的IRC5機器人控制系統及磨拋系統與磨拋工藝有機結合構成的一種柔性加工系統。
1 主要開發思路
目前國內外復雜幾何形狀工件(如衛浴水龍頭、航空發動機葉片、人體關節等)的磨削拋光工藝一般只能采用手工作業,不僅存在加工效率低、產品一致性差、精度不高、生產人員工作環境惡劣等弊端。同時,管理成本較高。課題研究開發的工業機器人自動磨拋系統(用于砂拋)主要由六自由度工業機器人(機械手)、磨削拋光設備、力反饋控制系統、離線編程軟件、校準裝置、在線控制系統等組成,覆蓋了磨削拋光工藝的各個方面,先進的技術使系統能夠處理各種復雜形狀的工件,并且保證了工件的加工質量和產品的一致性。
工業機器人自動磨拋中心集離線編程、生產、檢測等于一體,可以極大地改善工人的工作條件、提高生產效率和成品率。同時利用安裝在磨削拋光設備上的力反饋自適應系統,實時地反饋加工時的受力狀態,使系統能夠實現均勻磨削,從而提高了被加工表面質量的一致性,實現復雜形狀工件磨削拋光的自動化。
2 工業機器人自動磨拋系統基本構成
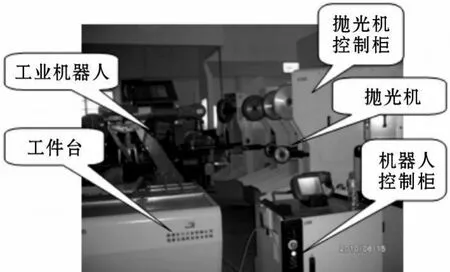
圖1 工業機器人自動磨拋系統組成
工業機器人自動磨拋系統(用于砂拋)硬件部分主要由4臺拋光機、1套拋光機控制柜、1臺ABB公司IRB 4400-60/1.96六自由度工業機器人、1套機器人控制器、1套工件臺5個部分組成(如圖1所示)。
3 工業機器人自動磨拋控制系統
控制系統的工作原理:通過HMI輸入需要控制的參量,同時顯示必要的數據,PLC、變頻器、機器人依靠DeviceNet現場總線完成控制過程的數據交換并按照固定的數學模型完成砂拋動作;I/O完成對系統中的開關量等的輸入和輸出,實現控制和狀態檢測。
3.1 DeviceNet現場總線
DeviceNet是由美國Rockwell公司在CAN基礎上推出的一種低成本的通信協議,通常采用一種低端網絡系統。將基本工業設備連接到網絡,從而避免了昂貴和繁瑣的硬接線。DeviceNet網絡最大可以操作64個節點,可用的通訊波特率分別為125kbps、250kbps和500kbps 3種。設備可由DeviceNet總線供電(最大總電流8A)或使用獨立電源供電。DeviceNet協議制定規范來確定每個DeviceNet節點數據幀標識的分配,其中對于應用極為普遍的M/S網絡,DeviceNet協議制定了一套預先定義好的CAN數據幀的標識分配方案[3]。
3.2 通訊模式選擇
機器人在磨拋過程中必定要與磨拋機、工件臺相互配合,各個子系統間的通訊都是依靠DeviceNet系統總線進行。系統中采用DeviceNet協議的作用是在工業機器人及磨拋機控制器之間進行數據交換。因此,這種通信是基于面向連接的(點對點或多點傳送)通訊模型建立。這樣,DeviceNet既可以工作在主從模式,也可以工作在多主模式[4]。
在設置機器人與DeviceNet通信的方式上,系統提供了3種方式:VIRTUAL、SN-MASTER、SN-SLAVE。
在VIRTUAL方式下接口板也使用虛擬,虛擬表示為系統自帶的總線和IO單元,并沒有使用系統的擴展IO板,如D652板。系統將提供虛擬的IO單元的(輸入和輸出)映射區間為[0,511],也就是說有512個IO單元。但是,在該模式下各子系統無法與機器人正常通信。該模式提供試驗所用。
通常機器人與總線(Devicenet)工作模式要選擇SN-SLAVE。在這種模式下測出IO單元數,輸入單元區間[0,63],輸出單元區間[0,63],也就是說輸入輸出各提供了64個單元。對于機器人說,輸入相對機器人而言是機器人發送信號給PLC,輸出相對機器人而言是PLC發送信號給機器人。
3.3 EIO單元配置
機器人系統主要IO單元配置如表1和表2所示。
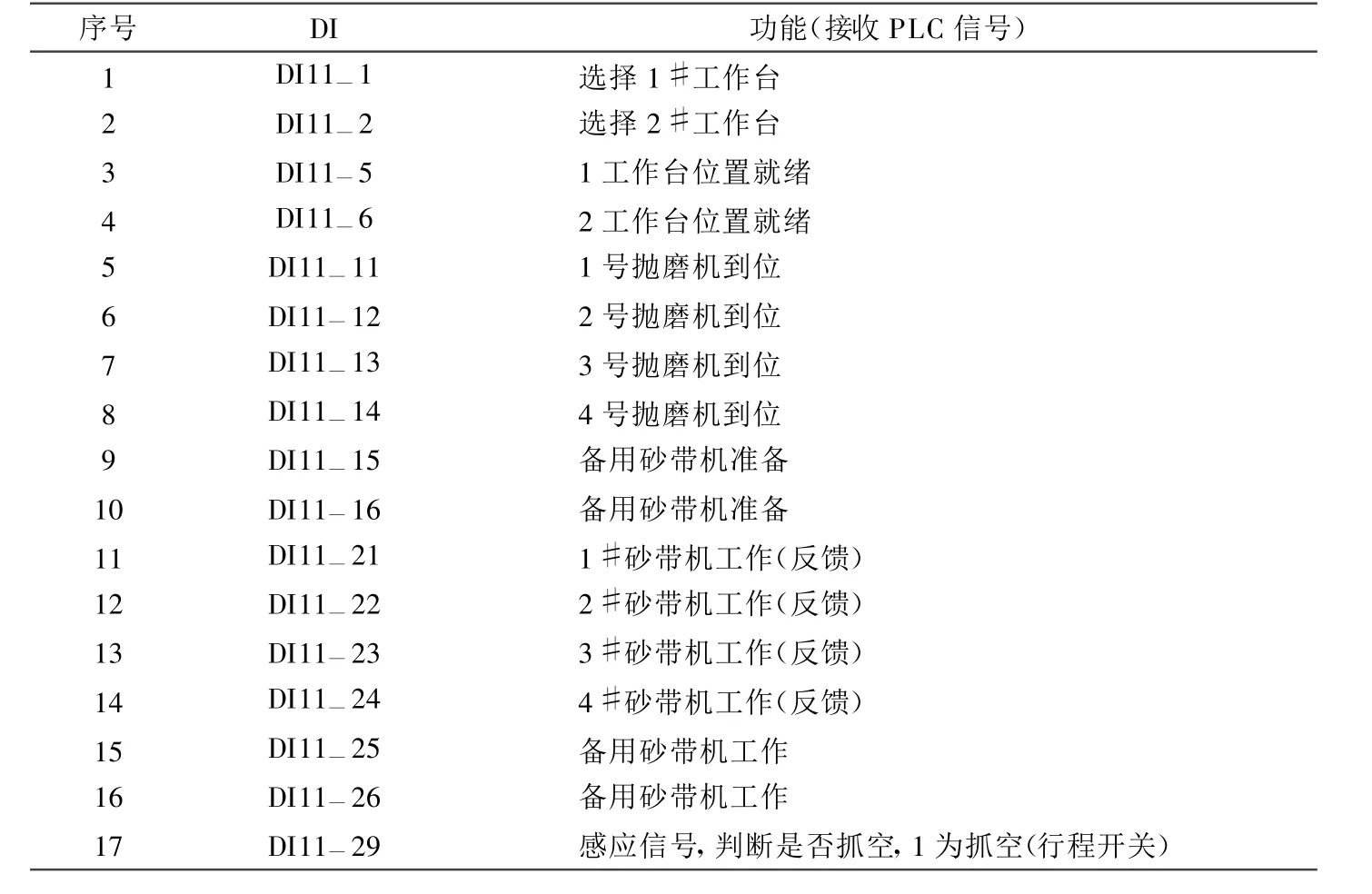
表1 機器人輸入單元主要配置表
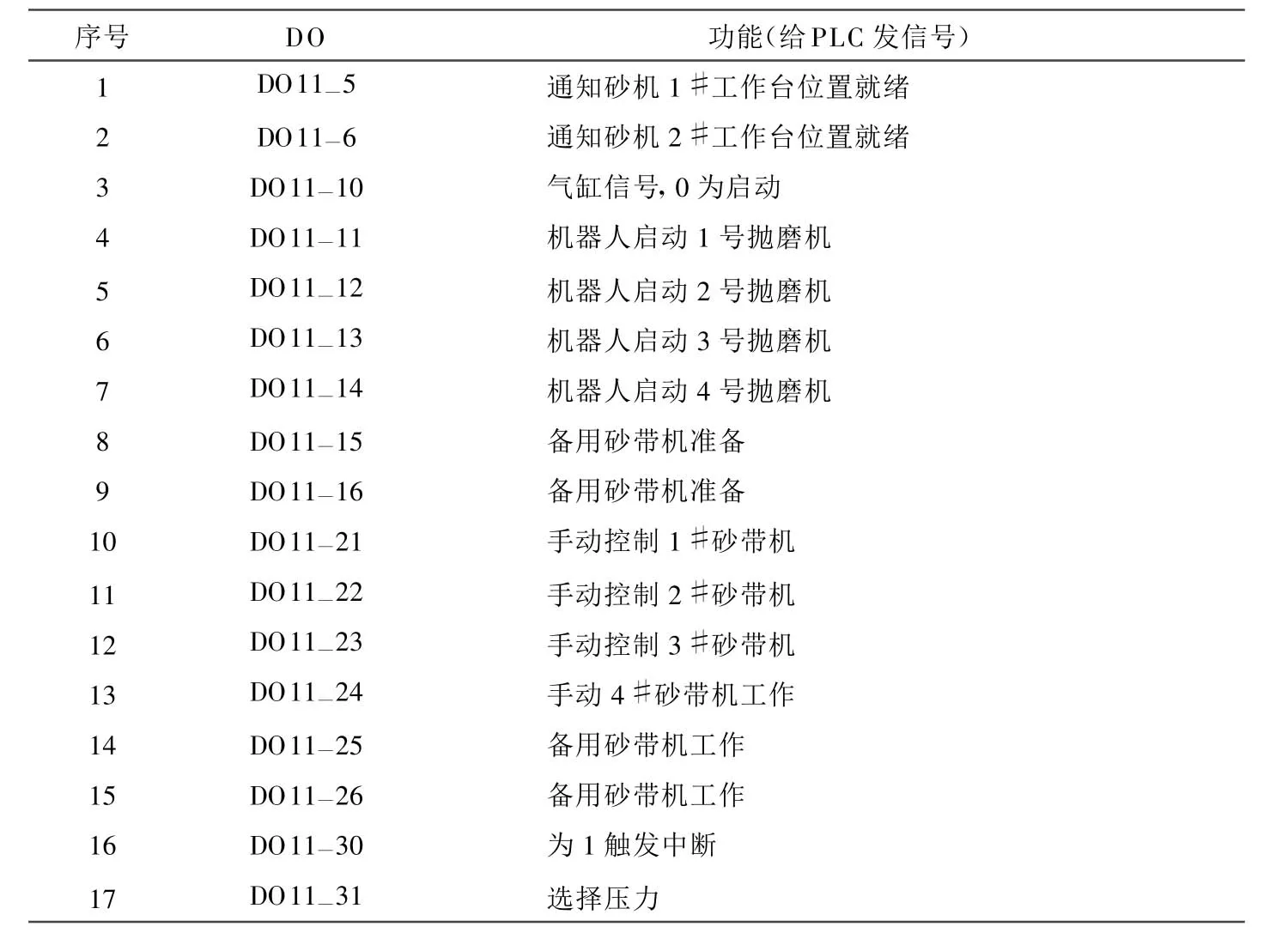
表2 機器人輸出單元主要配置表
整個磨拋系統將由以上IO信號控制,如果沒有正確的IO信號,磨拋系統無法正常工作。因此IO信號的確定在系統開發的過程中將起到極其重要的作用。
4 RAPID編程與系統軟件控制
4.1 RAPID語言
通常RAPID應用程序是由3個不同部分組成:一個主程序;幾個子程序,或稱為例行程序;程序數據。除此之外,程序存儲器還包含系統模塊。USER模塊和BASE模塊在機器人冷啟動后自動生成。
機器人控制程序包括一系列指令,其中描述了機器人工作的各種指令,如控制機器臂移動或者一個設置輸出等。RAPID指令一般都有相關參數的定義,并在指令中有一個特定的位置設置。
4.2 磨拋系統與示教編程
整個磨拋系統程序由4部分組成:系統相關坐標及變量定義;系統初始化;磨拋控制;系統報警復位。各部分間的通信由預先定義好的輸入輸出信號控制。
各部分間指令主要通過在線示教編程得到。
示教就是通過手動操作機器人的示教器從而控制機器人在規定工藝運動軌跡上運行,在運動過程中取得軌跡上經過的每點坐標。示教取坐標的過程與磨拋工藝水平高低密切相關。示教取得的軌跡坐標點的多少將是影響工藝水平的重要因素。實施示教是通過操控示教器控制機器人,因此,必須先熟練掌握機器人各軸的移動。
控制機器人各軸移動首先必須對軸的順序進行識別。以ABB IRB 4400機器人為例,它是一臺6軸機器人。其中1~3軸從控制按鈕的方向來分,水平方向是No1軸;垂直方向是No2軸;旋轉方向No3軸。4~6軸從按鈕的方向來分:水平方向是No4軸;垂直方向是No5軸;旋轉方向是No6軸[5]。
在線示教取得磨拋軌跡坐標點的數量將決定自動磨拋系統的工藝水平。在自動磨拋系統中基礎坐標有:工件坐標與工具坐標。工具坐標和工件坐標必須在示教磨拋軌跡坐標前準確設定好。從而保證后續示教工作順利進行。
獲取工具坐標需要通過輔助工裝配合。工具坐標分別有機器臂中心點。確認了機器臂中心點后改變機器臂中心點的z軸方向的值便可得到其他工具坐標點(由于 x軸和y軸坐標固定不變)。同樣得到的工具坐標還有工件左中心點,工件右中心點,工件上中心點和工件下中心點。
工件坐標指取在磨拋機砂輪上的坐標。系統有4臺帶砂輪拋光機,與輔助工裝配合取得4個工件坐標。以上所述示教所取磨拋軌跡坐標Rapid指令相結合生成控制機器人移動指令從而實現整個自動磨拋系統工藝。
取得工件與工具坐標后,便可開展取磨拋軌跡坐標點的工作。這個過程主要分為以下5個步驟:
(1)使機器人復位,磨拋機復位,工件放入工件臺。
(2)打開示教器上程序編輯器,在編輯器中新建一條Move指令如:Movel,Movej等,控制機器臂移動到工件臺夾起工件,點擊示教器上“修改位置”按鍵,從而得到與工件臺上工件的坐標相結合的一條指令。
(3)將機器臂移動到拋光機上,結合工藝指定目標位置。點擊示教器上“修改位置”按鍵,從而得到與磨拋軌跡坐標點相結合的一條指令。
(4)調低機器臂移動速度,重復第(2)步,進行不同軌跡點的示教,并取得磨拋指令。
(5)周而復始,通過控制機器臂不斷調整坐標位置,從而取得最精確的磨拋軌跡坐標以及生成一系列工件磨拋指令集。
5 結束語
提出了一種基于DeviceNet網絡通過主從通訊控制,以1臺ABB IRB 4400工業機器人與4臺砂輪拋光機構成的工業機器人自動磨拋系統。由于水暖衛浴產品表面拋光質量要求較高,因此,示教取得拋光軌跡坐標是一個非常重要的工作。由于拋光件的多樣性,造成針對不同的拋光件需開發不同的磨拋程序。通過實驗證明,系統運行正常,由工業機器人磨拋系統加工出的產品符合工藝質量要求。
致謝:感謝福建省經濟貿易委員會、福建長江工業有限公司的經費和現場實驗的支持以及北京理工大學機器人研究所、福建工程學院機械系的技術協助。
[1] 潘春來.賽德威公司的民品戰略[D].鄭州:鄭州大學,2010:20-21.
[2] 段樂峰.KCEJ生產模式研究[D].昆明:昆明理工大學,2011:13-14.
[3] 魏震,張敬轅,謝劍英.面向對象模型的DeviceNet協議及其實現[J].電氣自動化,2001,(4):39-47.
[5] 林少丹,傅高升,劉克,等.自動磨拋系統中工業機器人示教操作過程分析[J].福建工程學院學報,2011,(3):35-37.
猜你喜歡
科普童話·神秘大偵探(2023年1期)2023-05-30 12:48:10
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
測控技術(2018年5期)2018-12-09 09:04:26
電子測試(2018年18期)2018-11-14 02:30:34
家庭影院技術(2017年9期)2017-09-26 03:41:45
電信科學(2016年10期)2016-11-23 05:11:56
