中國(guó)氯堿行業(yè)發(fā)展現(xiàn)狀及技術(shù)裝備進(jìn)展情況
2012-09-28 03:52:06李素改
中國(guó)氯堿 2012年12期
關(guān)鍵詞:生產(chǎn)
張 鑫,李素改
(中國(guó)氯堿行業(yè)協(xié)會(huì),天津 300192)
1 中國(guó)氯堿行業(yè)發(fā)展現(xiàn)狀
(1)氯堿行業(yè)發(fā)展概況
截止2011年底,全國(guó)燒堿總產(chǎn)能3 412萬(wàn)t/a,其中,離子膜法燒堿3 035萬(wàn)t/a,占總產(chǎn)能比例達(dá)89%,隔膜法377萬(wàn)t/a,占總產(chǎn)能的11%,并且逐年減少。燒堿生產(chǎn)的181家企業(yè)中,企業(yè)平均產(chǎn)能18.9萬(wàn)t/a。產(chǎn)能超過40萬(wàn)t/a以上規(guī)模的企業(yè)數(shù)量已增至20家,其中,山東、江蘇、浙江、天津、山西、河南、內(nèi)蒙古、新疆、四川等地區(qū)是國(guó)內(nèi)燒堿生產(chǎn)的主要區(qū)域。2011年新擴(kuò)建燒堿產(chǎn)能全部為離子膜法工藝,其中,山東和江蘇新增產(chǎn)能分別達(dá)到了167.5萬(wàn)t/a和100萬(wàn)t/a,分別居全國(guó)新增產(chǎn)能的第一和第二位。
聚氯乙烯(含糊樹脂)總產(chǎn)能中,電石法裝置生產(chǎn)能力為1 723萬(wàn)t/a,占總產(chǎn)能的比例為79.7%,乙烯法裝置產(chǎn)能為439萬(wàn)t/a,占總產(chǎn)能的20.3%。94家中,產(chǎn)能40萬(wàn)t/a以上規(guī)模的企業(yè)已增至18家。聚氯乙烯產(chǎn)能主要分布在山東、內(nèi)蒙、河南、天津和新疆。中國(guó)共有7個(gè)省區(qū)聚氯乙烯產(chǎn)能超過100萬(wàn)t級(jí)水平。2011年新擴(kuò)建聚氯乙烯產(chǎn)能186萬(wàn)t(含13萬(wàn)t糊樹脂產(chǎn)能),其中,河南新增32萬(wàn)t,居新擴(kuò)建產(chǎn)能第一。
2011年全國(guó)燒堿、聚氯乙烯產(chǎn)能占世界總產(chǎn)能比例情況見表1。
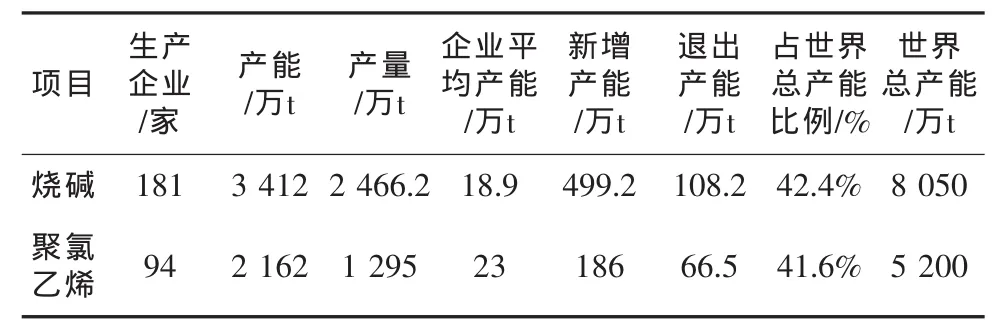
表1 2011年全國(guó)燒堿、聚氯乙烯產(chǎn)能占世界總產(chǎn)能比例
由于中國(guó)特有的“缺油、貧氣、富煤”資源能源結(jié)構(gòu),電石法聚氯乙烯產(chǎn)能在國(guó)內(nèi)聚氯乙烯裝置總能力中所占比重逐年提高。
生產(chǎn)技術(shù)方面,中國(guó)自行研究開發(fā)具有國(guó)際先進(jìn)水平的工藝、技術(shù)、裝置在生產(chǎn)實(shí)踐中得到應(yīng)用。中國(guó)現(xiàn)已成為除美國(guó)、日本、西歐等發(fā)達(dá)國(guó)家之外能夠自主制造燒堿、聚氯乙烯大型核心設(shè)備(離子膜電解槽和100 m3以上聚合釜)的國(guó)家。特別是離子膜國(guó)產(chǎn)化的成功應(yīng)用,將為中國(guó)氯堿行業(yè)的發(fā)展提供強(qiáng)有力的保障。聚氯乙烯生產(chǎn)過程廢棄物治理、綜合利用、干法乙炔工藝技術(shù)的工業(yè)化應(yīng)用等有力地促進(jìn)了電石法聚氯乙烯向大型化、清潔化方向發(fā)展,對(duì)平衡中國(guó)能源需求結(jié)構(gòu)產(chǎn)生重要影響。
產(chǎn)品結(jié)構(gòu)方面,伴隨氯堿企業(yè)規(guī)模和技術(shù)實(shí)力的整體提升,耗氯產(chǎn)品種類也日趨豐富。目前,氯堿企業(yè)可生產(chǎn)200余種氯產(chǎn)品,形成了漂白消毒劑系列、環(huán)氧化合物、甲烷氯化物、氯化聚合物、光氣系列、氯代芳烴系列、氯乙烯系列以及精細(xì)化學(xué)品等十余個(gè)大系列。
近年來(lái),伴隨著需求的增加,全球氯堿行業(yè)迅猛發(fā)展。與此同時(shí),全球氯堿/二氯乙烷—氯乙烯—聚氯乙烯的產(chǎn)業(yè)格局發(fā)生了巨大變革,傳統(tǒng)的北美及歐洲產(chǎn)業(yè)巨頭鼎立的同時(shí),亞洲特別是以中國(guó)為代表的新興市場(chǎng)的崛起成為市場(chǎng)的亮點(diǎn)和焦點(diǎn)。目前,中國(guó)已經(jīng)取代美國(guó)成為全球最大的氯堿供應(yīng)國(guó)。作為新興的氯堿生產(chǎn)大國(guó),中國(guó)的氯堿產(chǎn)品逐步融入國(guó)際市場(chǎng),在全球市場(chǎng)的主導(dǎo)地位不斷提升。特別是聚氯乙烯期貨的推出,對(duì)于中國(guó)聚氯乙烯市場(chǎng)的健康發(fā)展及爭(zhēng)奪國(guó)際市場(chǎng)話語(yǔ)權(quán)具有重要的影響。
(2)中國(guó)氯堿行業(yè)已具有一定競(jìng)爭(zhēng)力
綜合來(lái)看,中國(guó)氯堿行業(yè)經(jīng)過八十多年的發(fā)展,積累了豐富的經(jīng)驗(yàn),呈現(xiàn)出了較強(qiáng)的競(jìng)爭(zhēng)力。相比發(fā)達(dá)國(guó)家,在資源和能源方面,中國(guó)部分地區(qū)擁有氯堿行業(yè)發(fā)展所需的豐富資源和能源。西部地區(qū)的大型煤電鹽化一體化發(fā)展模式和東部地區(qū)的氯資源多次利用發(fā)展模式進(jìn)一步提高了資能源的利用效率和產(chǎn)業(yè)集中度。
在企業(yè)規(guī)模和自主創(chuàng)新方面,國(guó)外發(fā)達(dá)國(guó)家引領(lǐng)著技術(shù)研發(fā)的方向,但中國(guó)氯堿行業(yè)緊跟世界先進(jìn)技術(shù)研發(fā)趨勢(shì),通過吸收引進(jìn)、自主創(chuàng)新,在能源和資源消耗、產(chǎn)品質(zhì)量、清潔生產(chǎn)、安全環(huán)保等方面逐漸縮小了與發(fā)達(dá)國(guó)家之間的差距。排名前10位的燒堿和聚氯乙烯企業(yè)規(guī)模甚至超過了部分國(guó)外知名公司,初步形成了一批具有國(guó)際競(jìng)爭(zhēng)力的大型氯堿企業(yè)集團(tuán)。
在產(chǎn)業(yè)集中度方面,燒堿和聚氯乙烯企業(yè)平均規(guī)模逐漸提高,縮小了與國(guó)外發(fā)達(dá)國(guó)家之間的差距,產(chǎn)業(yè)集中度逐漸提高,中國(guó)氯堿行業(yè)的蓬勃發(fā)展也吸引了國(guó)外跨國(guó)企業(yè)在中國(guó)投資建廠,中國(guó)已經(jīng)發(fā)展成為全球增長(zhǎng)最迅速的氯堿行業(yè)集群。
在國(guó)際需求方面,中國(guó)燒堿和聚氯乙烯的出口目的地范圍不斷擴(kuò)大,出口數(shù)量逐年增加,銷往近一百多個(gè)國(guó)家和地區(qū)。在國(guó)際貿(mào)易中,中國(guó)燒堿和聚氯乙烯出口數(shù)量和價(jià)格已成為決定國(guó)際市場(chǎng)價(jià)格的風(fēng)向標(biāo);隨著國(guó)家對(duì)氯堿行業(yè)的發(fā)展、節(jié)能減排、安全生產(chǎn)等方面的政策嚴(yán)格要求,促使中國(guó)氯堿企業(yè)通過激烈的市場(chǎng)競(jìng)爭(zhēng)和優(yōu)勝劣汰、壯大企業(yè)規(guī)模并進(jìn)一步提高產(chǎn)業(yè)集中度,培育具有較高技術(shù)水平、較強(qiáng)經(jīng)營(yíng)管理能力的人才,完成從粗放型向集約型的轉(zhuǎn)變;中國(guó)已成為世界最大的燒堿出口國(guó)和氯產(chǎn)品需求國(guó)。
在產(chǎn)品結(jié)構(gòu)方面,雖然在一些氯產(chǎn)品領(lǐng)域還存在缺少高端產(chǎn)品、系列產(chǎn)品等問題,但是中國(guó)具有較強(qiáng)的自主研發(fā)和技術(shù)創(chuàng)新能力,部分氯堿企業(yè)的技術(shù)開發(fā)戰(zhàn)略由高度重視應(yīng)用技術(shù)開發(fā)向不斷增強(qiáng)戰(zhàn)略技術(shù)儲(chǔ)備轉(zhuǎn)變。此外,聚氯乙烯期貨市場(chǎng)的健康發(fā)展,也將有助于中國(guó)聚氯乙烯價(jià)格奪取全球市場(chǎng)的定價(jià)權(quán)。中國(guó)市場(chǎng)已成為全球跨國(guó)氯堿企業(yè)的戰(zhàn)略重心,中國(guó)氯堿行業(yè)若能抓住經(jīng)濟(jì)全球化帶來(lái)的機(jī)遇,并積極應(yīng)對(duì)挑戰(zhàn),一定能迎來(lái)更廣闊的發(fā)展空間并誕生一批中國(guó)的跨國(guó)氯堿公司。
(3)中國(guó)氯堿行業(yè)發(fā)展面臨的主要問題
雖然中國(guó)氯堿行業(yè)整體競(jìng)爭(zhēng)力有所提高,但仍然存在以下主要問題。
a.缺乏有效調(diào)控,產(chǎn)能擴(kuò)張過快;
b.氯堿行業(yè)集中度低,布局不合理;
c.產(chǎn)品結(jié)構(gòu)不合理,新產(chǎn)品研發(fā)和市場(chǎng)開發(fā)力度不夠;
d.氯堿行業(yè)與石油和化學(xué)工業(yè)相結(jié)合發(fā)展力度差;
e.氯堿行業(yè)在清潔生產(chǎn)方面還存在一些問題。
2 氯堿行業(yè)裝備進(jìn)展情況
(1)變電整流技術(shù)
變電整流技術(shù)近來(lái)主要向高電流、大型化發(fā)展,隨著1臺(tái)或1組(2臺(tái)串聯(lián))電解槽產(chǎn)量超過2萬(wàn)t/a。為節(jié)約用電及設(shè)備投資,變電整流組合開始從“一拖一”向“一拖二”組合方式轉(zhuǎn)變;變電整流也從“同相逆并聯(lián)”開始轉(zhuǎn)化為“非同相逆并聯(lián)”;整流從“二極管”進(jìn)入“晶閘管”時(shí)代。控制系統(tǒng)從現(xiàn)場(chǎng)控制進(jìn)步到采用中控計(jì)算機(jī)進(jìn)行遠(yuǎn)程操作、控制、顯示和記錄。整流控制的精度明顯提高;變電整流效率從原先的94%提升到98%,節(jié)電效果明顯。
另外,整流設(shè)備生產(chǎn)企業(yè)也改進(jìn)了整流的密閉風(fēng)冷系統(tǒng),避免了傳統(tǒng)的整流在大氣中自然冷卻時(shí)灰塵和潮濕地侵入。
(2)電解槽裝備水平不斷提高
離子膜電解法制堿技術(shù)因其具有節(jié)能、產(chǎn)品質(zhì)量高、污染低等諸多優(yōu)點(diǎn)而被世界公認(rèn)為技術(shù)最先進(jìn)和經(jīng)濟(jì)最合理的制堿方法。膜極距或超窄極距電解槽近年來(lái)在節(jié)能降耗上取得了進(jìn)展。2008年以來(lái),日本旭化成NCZ電解槽、藍(lán)星(北京)化工機(jī)械公司NBZ電解槽和日本氯工程n-BiTAC電解槽為代表的膜極距電解槽,以及英國(guó)INEOS公司推出的Bichlor復(fù)極膜極距電解槽及伍德迪諾拉公司推出的超窄極距電解槽BM2.7,已被廣泛應(yīng)用。新建項(xiàng)目絕大部分都采用了膜極距或超窄極距電解槽。膜極距電解槽與傳統(tǒng)的電解槽比較,從電解槽的結(jié)構(gòu)、電極的材質(zhì)、涂層的活性、電解性能等方面都有了很大的提高。在當(dāng)前行業(yè)內(nèi)最流行的高電流密度電解槽中,膜極距電解槽節(jié)能優(yōu)勢(shì)更加明顯。
(3)鹽水精制技術(shù)的發(fā)展
目前,氯堿企業(yè)采用的一次鹽水精制工藝已由傳統(tǒng)的道爾澄清桶+砂濾器工藝轉(zhuǎn)化成了薄膜液體過濾工藝(表面膜過濾技術(shù))。傳統(tǒng)工藝自20世紀(jì)40年代至20世紀(jì)末基本沒有大的改進(jìn)。近幾年,隨著燒堿生產(chǎn)能力的不斷增長(zhǎng),電解技術(shù)的不斷進(jìn)步,特別是離子膜電解槽的廣泛應(yīng)用,對(duì)鹽水質(zhì)量的要求越來(lái)越高,從而使膜分離技術(shù)在氯堿鹽水生產(chǎn)中得到較多的應(yīng)用與較大的發(fā)展,這也改變了鹽水工序操作的不穩(wěn)定性和抗干擾能力弱的問題。此外表面膜過濾技術(shù)應(yīng)用于燒堿鹽水精制工序使得中國(guó)燒堿生產(chǎn)走向規(guī)模大型化道路。除此之外,中國(guó)一次鹽水精制技術(shù)又相繼開發(fā)了陶瓷膜過濾器和CN過濾器,效果良好。目前,已在部分企業(yè)投入運(yùn)行。
近年來(lái),納濾膜脫除鹽水中硫酸根新技術(shù)廣泛應(yīng)用于氯堿行業(yè),改變了傳統(tǒng)主流的氯化鋇法除硫酸根。不僅解決了環(huán)保問題,還達(dá)到了節(jié)能減排、降低成本的目的。
(4)淡鹽水真空脫氯技術(shù)
淡鹽水脫氯常用的主要有3種工藝技術(shù)。一是空氣吹除法,利用羅茨風(fēng)機(jī)向淡鹽水塔內(nèi)大量鼓風(fēng),脫除淡鹽水中溶解的氯氣,脫除的氯氣含有大量的水汽和空氣,再用用燒堿吸收制造次氯酸鈉。二是采用噴射泵法,這種工藝是采用氯水加壓或蒸氣直接進(jìn)入噴射泵形成真空,進(jìn)行真空脫氯。此技術(shù)已在山東濱化應(yīng)用。三是采用鈦機(jī)械真空泵(水環(huán)式)直接抽真空,在負(fù)壓狀態(tài)下淡鹽水沸騰脫氯,抽取的氯氣經(jīng)冷卻分離回收到氯氣總管中。鈦真空泵原先進(jìn)口的較多,現(xiàn)國(guó)內(nèi)鈦真空泵技術(shù)已成熟,完全可以滿足各類規(guī)模的要求。近年來(lái)機(jī)械真空泵脫氯技術(shù)占主流。
(5)氯氣、氫氣處理技術(shù)
隨著氯堿規(guī)模大型化,透平機(jī)被大量使用。由于節(jié)能、自動(dòng)化程度高、運(yùn)行穩(wěn)定成為各氯堿廠家的首選。超過10萬(wàn)t/a的燒堿裝置,大都采用輸送能力大(最大可達(dá)20 000 Nm3/h)、震動(dòng)小、調(diào)節(jié)范圍大的離心式透平機(jī),實(shí)際交流電耗大大降低。透平機(jī)技術(shù)以其節(jié)能環(huán)保優(yōu)勢(shì)將取代硫酸納氏泵,這已成為行業(yè)發(fā)展趨勢(shì)。
(6)蒸發(fā)技術(shù)
隔膜堿的蒸發(fā)普遍采用三效逆流或四效逆流工藝,設(shè)備有列文式蒸發(fā)器和懸筐式循環(huán)蒸發(fā)器,把隔膜堿蒸發(fā)到30%。這種工藝隨著隔膜堿的淘汰將會(huì)不斷減少。
離子膜法燒堿蒸發(fā)是把32%堿蒸濃到48%或50%,主要有雙效逆流或三效逆流工藝;從蒸發(fā)形式上有升膜蒸發(fā)和降膜蒸發(fā);蒸發(fā)設(shè)備類型有旋轉(zhuǎn)薄膜蒸發(fā)器、板式蒸發(fā)器、列管式降膜蒸發(fā)、列文式循環(huán)蒸發(fā)器等。
固堿生產(chǎn)技術(shù)由間歇法大鍋熬制生產(chǎn)發(fā)展到目前的成套裝置連續(xù)化生產(chǎn)。鍋式法生產(chǎn)因其間歇操作、生產(chǎn)能力低、設(shè)備笨重、占地面積大、熱利用率低、勞動(dòng)強(qiáng)度大等缺點(diǎn)已被成套裝置連續(xù)化生產(chǎn)取代。自1989年齊魯石化公司引進(jìn)第一套粒堿裝置制造精制隔膜粒堿以來(lái),陸續(xù)從國(guó)外引進(jìn)了多套粒堿技術(shù),并且逐步使裝置大型化。目前,單套產(chǎn)能已到達(dá)15萬(wàn)t/a。國(guó)內(nèi)自主研發(fā)的微粒堿技術(shù)達(dá)到單套生產(chǎn)能力10萬(wàn)t/a水平。粒堿生產(chǎn)以其易包裝和使用具有獨(dú)特的優(yōu)勢(shì)產(chǎn)銷國(guó)內(nèi)外,將替代部分片堿,引領(lǐng)固堿市場(chǎng)的發(fā)展。
(7)大型國(guó)產(chǎn)化聚氯乙烯成套技術(shù)裝備
由于中國(guó)富煤少油,近十幾年聚氯乙烯新建項(xiàng)目大部分都采用電石法生產(chǎn)工藝。改革開放30年多來(lái),中國(guó)電石法成套裝置規(guī)模也由最初的5萬(wàn)t/a PVC生產(chǎn)線發(fā)展到現(xiàn)在20萬(wàn)t/a PVC生產(chǎn)線。天津大沽化工股份有限公司是中國(guó)氯堿行業(yè)龍頭企業(yè),經(jīng)過40年的發(fā)展,特別是近10年來(lái)的消化吸收國(guó)外先進(jìn)技術(shù),自主創(chuàng)新,開發(fā)設(shè)計(jì)了擁有自主知識(shí)產(chǎn)權(quán)的成套全自動(dòng)20萬(wàn)t/a PVC生產(chǎn)線的工藝技術(shù),實(shí)現(xiàn)了中國(guó)大型PVC生產(chǎn)從工藝到設(shè)備的全套國(guó)產(chǎn)化。在成套工藝裝備中,如生產(chǎn)工藝密閉化、熱水入料工藝、反應(yīng)過程中連續(xù)注水工藝、粗料預(yù)測(cè)、緊急事故終止技術(shù)、20萬(wàn)t/a汽提塔裝備和20萬(wàn)t/a的內(nèi)熱式沸騰干燥床等技術(shù)裝備極大地提高了聚氯乙烯生產(chǎn)的自動(dòng)化水平、安全、環(huán)保水平及節(jié)能降耗水平。
(8)大型化聚氯乙烯聚合釜
聚合釜制造工藝復(fù)雜,設(shè)備投資高,是生產(chǎn)PVC樹脂的主要設(shè)備。中國(guó)PVC聚合釜技術(shù)發(fā)展經(jīng)歷了從30 m3、70 m3到目前的135 m3的大型聚合釜的轉(zhuǎn)變,裝置生產(chǎn)強(qiáng)度也由30 m3的5 000 t/a提高到135 m3的67 000 t/a。自主研發(fā)的135大型聚氯乙烯聚合釜工藝技術(shù),具有生產(chǎn)能力大、設(shè)計(jì)指標(biāo)高、釜內(nèi)拋光和組裝精度高、外觀和內(nèi)在質(zhì)量好等特點(diǎn)。此外,在聚合釜的設(shè)計(jì)標(biāo)準(zhǔn)和制造工藝上取得了重大突破,其中,有半管夾套設(shè)計(jì)、直葉槳式攪拌器、上傳方式、扭矩變矩器調(diào)速及大軸徑機(jī)械密封等均為世界領(lǐng)先技術(shù)。該聚合釜各項(xiàng)技術(shù)指標(biāo)達(dá)到了世界先進(jìn)水平,標(biāo)志著中國(guó)大型PVC研制已達(dá)到世界先進(jìn)水平。
3 氯堿行業(yè)未來(lái)裝備發(fā)展方向
隨著氯堿行業(yè)技術(shù)水平的不斷進(jìn)步,以及國(guó)家對(duì)于基礎(chǔ)化工原材料行業(yè)在能源消耗、清潔生產(chǎn)和環(huán)境保護(hù)等方面政策的日益嚴(yán)格,氯堿行業(yè)裝備發(fā)展也呈現(xiàn)新的特點(diǎn)。
(1)燒堿生產(chǎn)裝置向大型、節(jié)能和資源高效利用方向發(fā)展
燒堿隔膜電解槽將陸續(xù)退出市場(chǎng)。2011年產(chǎn)能統(tǒng)計(jì)數(shù)據(jù)顯示,目前,中國(guó)還有377萬(wàn)t/a隔膜法燒堿生產(chǎn)裝置。根據(jù)《產(chǎn)業(yè)結(jié)構(gòu)調(diào)整指導(dǎo)目錄(2011年本)》中有關(guān)規(guī)定,隔膜法燒堿被列入淘汰類,將于2015年年底前淘汰。未來(lái)燒堿離子膜電解槽比例將進(jìn)一步提高。
膜極距改造、氧陰極燒堿電解技術(shù)是行業(yè)實(shí)現(xiàn)離子膜燒堿單位產(chǎn)品綜合能耗下降的重要手段之一。國(guó)務(wù)院近期印發(fā)的《節(jié)能減排“十二五”規(guī)劃》中,針對(duì)氯堿行業(yè)提出了離子膜燒堿單位產(chǎn)品綜合能耗要在“十二五”末從351 kg標(biāo)煤/t下降到330 kg標(biāo)煤/t的要求,這對(duì)于氯堿行業(yè)節(jié)能減排工作來(lái)說任務(wù)非常嚴(yán)峻。據(jù)協(xié)會(huì)不完全統(tǒng)計(jì),目前,國(guó)內(nèi)膜極距離子膜電解槽產(chǎn)能約占離子膜法燒堿總產(chǎn)能的1/3,至少還有約1 000萬(wàn)t離子膜燒堿裝置可以進(jìn)行膜極距改造,相比普通離子膜電解槽,通過膜極距技術(shù)改造可以使燒堿電耗下降至少100 kW·h/t以上。此外,由藍(lán)星(北京)化工機(jī)械有限公司和北京化工大學(xué)聯(lián)合攻關(guān)的氧陰極離子膜電解技術(shù)已進(jìn)入工業(yè)化運(yùn)行評(píng)測(cè)階段。采用氧陰極技術(shù)可以使燒堿單位產(chǎn)品電耗下降約1/3,節(jié)能效果顯著。由于采用氧陰極技術(shù)不再產(chǎn)生氫氣,該技術(shù)對(duì)于以電石法聚氯乙烯配套燒堿的企業(yè),特別是中西部的氯堿企業(yè)而言,采用的比例不會(huì)很大。對(duì)于東部地區(qū)主要以直接消耗氯氣的氯產(chǎn)品為主的氯堿企業(yè)而言,則具有較好的市場(chǎng)推廣應(yīng)用前景。
高電密、大型電解槽發(fā)展趨勢(shì)。目前,膜極距離子膜電解槽普遍運(yùn)行電流密度在5.0~5.5 kA/m2,未來(lái)的膜極距離子膜電解槽的運(yùn)行電流密度將達(dá)到8 kA/m2,單槽產(chǎn)能達(dá)到4萬(wàn)t。隨著電流密度的提高,對(duì)于精制鹽水的指標(biāo)要求將更加嚴(yán)格、苛刻。
氯化氫催化氧化制氯技術(shù)將提高氯資源的循環(huán)使用率。隨著催化技術(shù)的不斷進(jìn)步,氯化氫催化氧化制氯技術(shù)正在實(shí)現(xiàn)工業(yè)化。目前,上海巴斯夫和煙臺(tái)萬(wàn)華都在建設(shè)氯化氫催化氧化制氯裝置,用于MDI生產(chǎn)過程中副產(chǎn)氯化氫的回收處置。目前,獲得氯資源的最佳工業(yè)方式是電解鹽水,即為通常所說的電解技術(shù)。因此,氯化氫催化氧化制氯技術(shù)不僅可以降低氯氣單位產(chǎn)能能耗,還可以提高氯資源的循環(huán)使用率。
(2)聚氯乙烯生產(chǎn)向原料多元化和汞污染防治方向發(fā)展
聚氯乙烯生產(chǎn)原料多元化。隨著中國(guó)煤制烯烴技術(shù)和示范項(xiàng)目的不斷成熟,以及美國(guó)頁(yè)巖氣開采帶動(dòng)了乙烯基(乙烯、二氯乙烷、氯乙烯)產(chǎn)品的出口,再加上東部具有港口優(yōu)勢(shì)的地區(qū)以進(jìn)口甲醇制烯烴方式獲得乙烯資源,這都使得中國(guó)乙烯法聚氯乙烯生產(chǎn)工藝的原料呈現(xiàn)了多元化發(fā)展趨勢(shì)。目前,中國(guó)聚氯乙烯生產(chǎn)工藝主要以電石法工藝為主,未來(lái)隨著生產(chǎn)原料的多元化,大型乙烯法工藝裝置將增多,西部地區(qū)可適當(dāng)結(jié)合煤制烯烴項(xiàng)目建設(shè)乙烯法裝置,從二氯乙烷到氯乙烯生產(chǎn)的整條乙烯氧氯化工藝裝備;東部地區(qū)可結(jié)合當(dāng)?shù)匾蚁┵Y源或進(jìn)口原料優(yōu)勢(shì)建設(shè)乙烯法裝置,選擇建設(shè)整套乙烯氧氯化法裝置或氯乙烯直接聚合裝置等方式。
電石法聚氯乙烯生產(chǎn)對(duì)汞污染防治的要求更加嚴(yán)格。國(guó)際汞公約第五次政府間談判委員會(huì)會(huì)議將于2013年1月13-18日在瑞士日內(nèi)瓦召開,這也是國(guó)際汞公約最終一次談判。隨著國(guó)際汞公約框架體系的最終達(dá)成,對(duì)中國(guó)電石法聚氯乙烯生產(chǎn)將產(chǎn)生重要影響。這就要求電石法聚氯乙烯行業(yè)進(jìn)一步減少汞的用量和更加嚴(yán)格汞的排放。對(duì)于電石法聚氯乙烯生產(chǎn)裝置而言,新型氯乙烯合成轉(zhuǎn)化器、高效除汞器、觸媒抽翻系統(tǒng)、鹽酸解析、廢酸除汞、廢水除汞技術(shù)和裝備等是未來(lái)老企業(yè)改造和新項(xiàng)目建設(shè)將采用的。
“十二五”將是中國(guó)氯堿行業(yè)發(fā)展的重要?dú)v史機(jī)遇期,行業(yè)在結(jié)構(gòu)調(diào)整和可持續(xù)發(fā)展方面任重而道遠(yuǎn),必須抓住這一時(shí)機(jī),全方位提升行業(yè)技術(shù)和裝備水平,完成產(chǎn)業(yè)升級(jí),實(shí)現(xiàn)行業(yè)可持續(xù)發(fā)展,使中國(guó)真正成為一個(gè)負(fù)責(zé)任的氯堿強(qiáng)國(guó)。
猜你喜歡
江蘇安全生產(chǎn)(2022年9期)2022-11-02 07:01:24
中國(guó)化肥信息(2022年7期)2022-08-31 01:28:54
山東冶金(2022年2期)2022-08-08 01:50:42
小學(xué)科學(xué)(學(xué)生版)(2020年10期)2020-10-28 07:52:12
中國(guó)化肥信息(2020年7期)2020-03-19 01:54:02
中國(guó)軍轉(zhuǎn)民(2017年6期)2018-01-31 02:22:28
消費(fèi)導(dǎo)刊(2017年24期)2018-01-31 01:29:23
中國(guó)制筆(2017年2期)2017-07-18 10:53:09
現(xiàn)代企業(yè)(2015年4期)2015-02-28 18:48:06
汽車零部件(2014年11期)2014-09-18 11:57:16