干式切削和微量潤滑條件下的螺紋車削機理分析及試驗研究*
2012-09-28 13:19:20劉志強安慶龍
制造技術與機床 2012年12期
關鍵詞:裂紋
姜 立 劉志強 安慶龍 陳 明②
(①上海交通大學機械與動力工程學院,上海 200240;②浙江大學流體動力與機電系統國家重點實驗室,浙江杭州 310027)
螺紋車削是一種成形車削,由于螺紋車刀與工件材料成楔形接觸,隨著切削深度的增加,參與切削的切削刃長度也在增加,而主副兩切削刃同時參與切削。相對于普通車削,螺紋車削的切削力更大,排屑相對困難,切削熱更難散發。在螺紋加工過程中通過添加切削液來降低切削熱和切削力,增加刀具壽命和螺紋精度。但是通常所使用的切削液對人體和環境都具有較大的損害,并且成本相對較高。對于這種情況,人們提出采用無毒、無副作用及無三廢污染的綠色切削來代替傳統切削[1]。干式切削無切削液污染,具有相對低廉的成本,但是高切削熱和高切削力對刀具基體材料和涂層材料提出了更高的要求。采用一種新的潤滑方式能夠同時兼顧干式切削和傳統切削的優點必然是未來的發展方向。
微量潤滑技術(MQL)一般采用高壓氣流霧化噴嘴,通過高壓空氣作為霧化介質,將無毒、可降解的植物基潤滑油霧化為細小霧滴。通過高速的氣流將破碎成微米級的潤滑油霧滴帶入切削區域。由于微量潤滑中潤滑油是以10~50 μm的霧滴形式存在,而且在高速氣流的帶動下進入切削區域,相比于傳統的切削液具有更好的滲透性,更容易在刀具與切屑之間形成潤滑膜,從而降低切削溫度、提高刀具壽命和改善加工表面質量[2-3]。
本文研究外螺紋的綠色車削,采用PVD涂層硬質合金刀具對牌號為1215的硫系低碳鋼在干式切削和微量潤滑的潤滑條件下進行外螺紋車削試驗,通過試驗獲得的切削力、切屑宏觀形態、切屑微觀形貌研究兩種潤滑條件下的螺紋車削機理。
1 試驗設計
1.1 螺紋尺寸與加工方式選擇
螺紋車削是一種成形車削,隨著切削深度的增加,刀尖進入工件內部而且主、副切削刃同時參與切削,切削刃切削寬度隨著徑向進給的增加而增加(在加工螺距為3 mm的外螺紋時,最后一次進刀的切削寬度最大達到4.5 mm)。選擇合理的進刀方式是減小切削力、切削振動,提高刀具壽命和工件表面質量的一個重要方法。
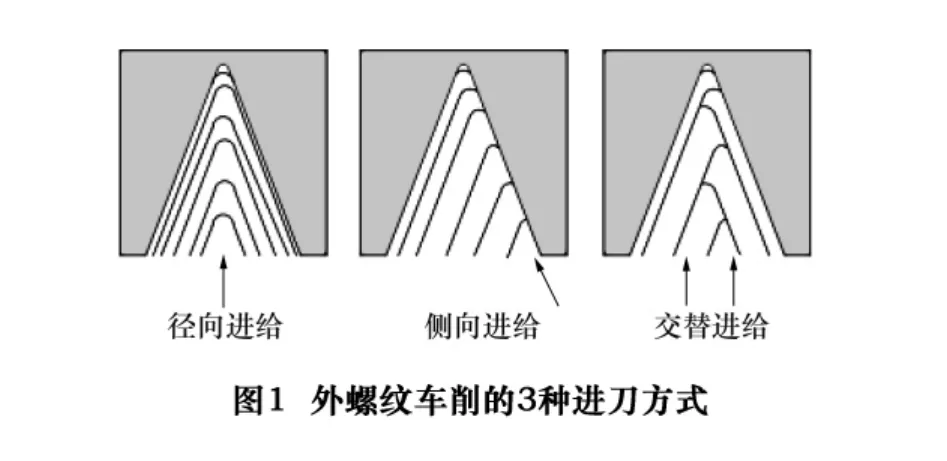
螺紋車削中常見的進刀方式有3種,如圖1所示:(1)徑向進給是最常用進給方法,在切削刃的兩側形成較硬的V形切屑,而且兩側的磨損比較均衡;(2)側向進給可以減小切削過程中的振動和刀刃上的熱量產生,從而減小側面磨損;(3)交替進給以左右交替的方式切入工件,可以獲得均勻的刀具磨損,適合加工粗牙螺紋[4]。
本文的切削試驗采用徑向進給的方法加工螺距3.0 mm的普通粗牙螺紋,切削速度為34 m/min,軸向進給速度為3.0 mm/r,總徑向進給量為1.89 mm,分12次進刀,每次進刀分配在刀齒上的徑向進給量根據式(1)進行計算,所得結果如表1所示。

式中:Δap表示徑向進給量;apx表示第x次進刀的徑向總進給量;apx-1表示第x-1次進刀的徑向總進給量;x表示進刀次序,x=1,2,…,n;ap表示總進給量,本文ap=1.89 mm;n表示總的進刀次數,本文n=12;K第一次進刀時取0.3,第二次進刀為1,第x次進刀為x-1。
1.2 試驗條件確定
1.2.1 試驗材料與刀具
切削試驗采用的加工材料選擇尺寸為長170 mm外徑24 mm的1215硫系低碳鋼圓棒,其化學成分(質量分數計)如表2所示。此款硫系低碳鋼的鐵素體和珠光體質量分數超過99%,貝氏體質量分數不到1%,其組織形貌顯微結構如圖2所示。試驗所使用的螺紋車刀片是表面涂覆2.5 μm PVD(TiAlN)涂層的硬質合金刀具,此刀具切削刃鈍圓半徑為23 μm,前角為5°,后角為 9.5°。

表2 1215硫系低碳鋼化學成分 %

1.2.2 切削試驗設計
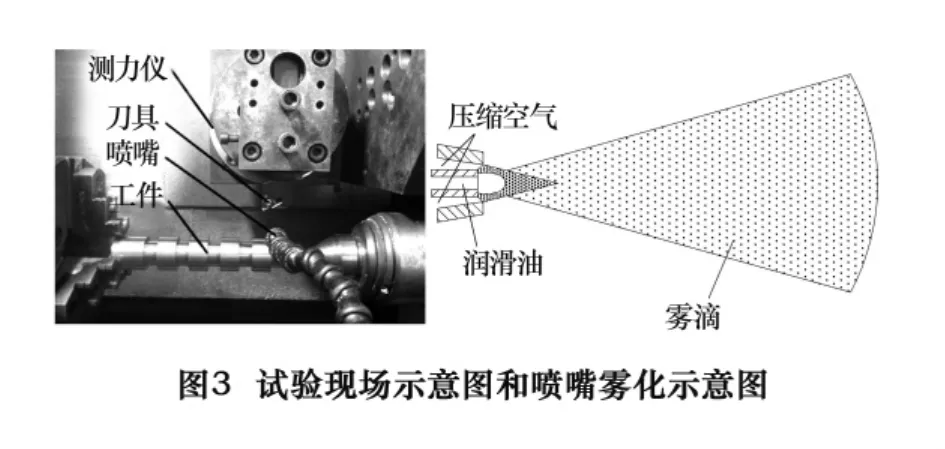
本文試驗在INDEX G200高速車削加工中心上完成;采用外置式霧化系統,試驗示意圖和噴嘴霧化示意圖如圖3所示。在試驗過程中采用KISTLER9272型四向壓電式測力儀監測每次進刀的切削力變化情況;采用Nikon數碼相機拍攝切屑宏觀形貌;使用S150 SEM掃描電鏡拍攝切屑非自由面形貌和切屑金相。具體試驗所用潤滑系統參數如表3所示。
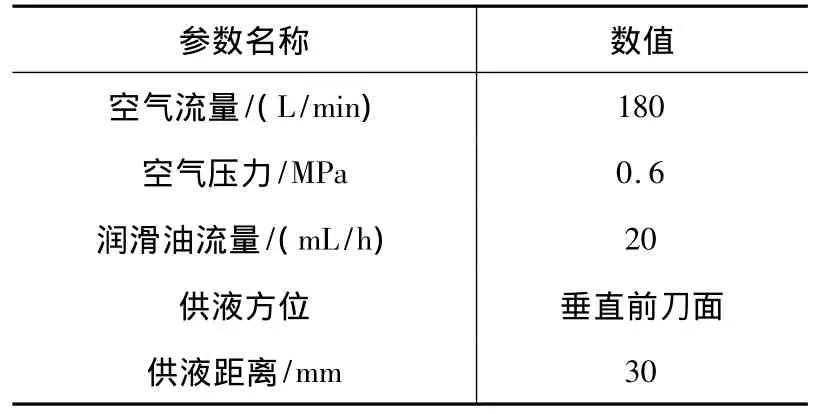
表3 潤滑系統參數
2 試驗結果及分析
2.1 切削力
在螺紋車削中,由于刀片偏轉了一個大小近似為螺紋升角的角度(本試驗為1°),因此試驗中測得的主切削力為包含軸向進給力的合力,但是由于軸向進給力對合力的貢獻較小,可忽略不計。
學生管理隊伍建設力度不足。對于學生人數相對較小的學院,學院的師生配比問題尚未顯現,但對于學生人數相對較多的學院,這種矛盾則體現的較為全面。學生工作細碎而繁雜,管理人員的精力難以全面覆蓋。管理隊伍建設滯后的問題不但表現在管理教師人數嚴重不足,同時也體現為管理教師綜合素質不高與年齡結構失衡,具體表現在從事對口專業的管理人員不足、管理人員年齡偏大、管理激情減退等方面,這個問題不利于學生管理信息化工作的推進。
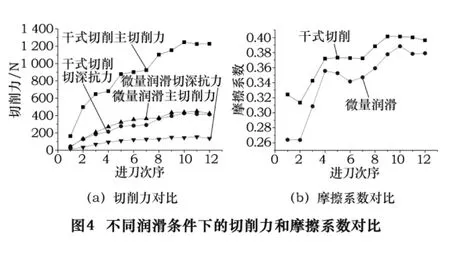
圖4a為在兩種不同潤滑條件下的切削力對比。從主切削力比值中可知干式切削下的主切削力至少為微量潤滑下的2.52倍,平均為2.8倍。綠色潤滑方式中的微量潤滑切削相比于干式切削能夠大大減小切削力。隨著徑向進給量的增加,刀具的切削環境持續惡化,切削力也隨之增大,但是微量潤滑對于減小切削力的效果并沒有降低,兩種潤滑條件下的切削力比值都保持在2.5倍以上。微量潤滑的高速細小霧滴能夠更好地滲透到切屑與刀具前刀面的交界面,在工件與刀具之間形成潤滑膜,從而減小切削力。
通過式(2)計算所得的摩擦系數如圖4b所示。可知微量潤滑下的摩擦系數比干式切削平均小0.025,因而微量潤滑能夠有效減小摩擦系數,增加剪切角,從而減小切削力[5]。隨著徑向總進給的增加,兩種潤滑條件下的摩擦系數都有所增大。除在開始兩次進刀中干式切削與微量潤滑的摩擦系數具有較大的差值外,在之后的進刀中摩擦系數差值都穩定在0.025。這是由于隨著徑向總進給的增加,霧滴更難進入切削區域,切削熱更難散發,霧滴在切削區的蒸發加快,降低了潤滑效果。
式中:μ為摩擦系數,γ0為刀具前角,FR為切深抗力,FT為主切削力。
2.2 切屑宏觀形態
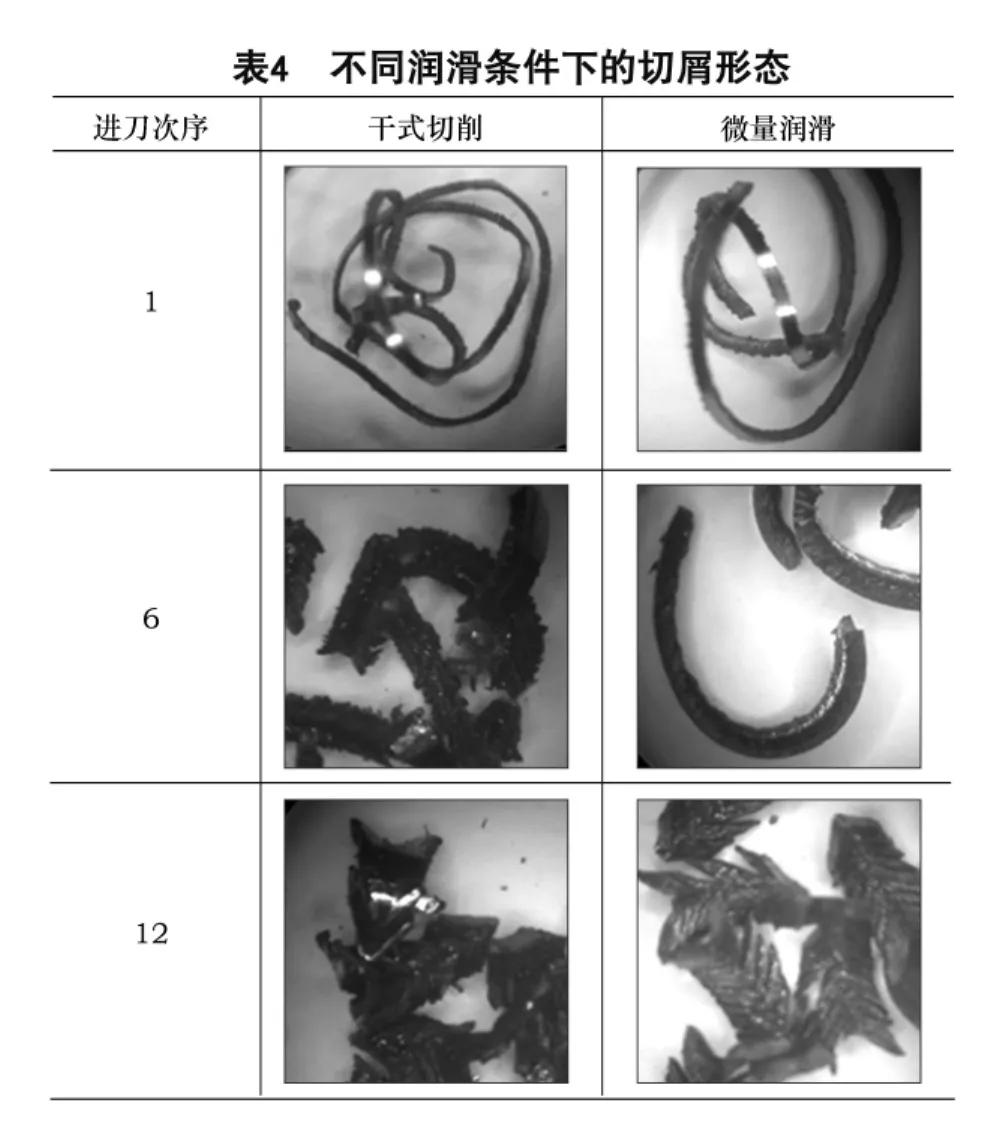
選取兩種不同潤滑條件下的典型切屑,如表4所示,開始進刀與結束進刀得到的切屑形態沒有太大差別,隨著進刀次數的增加,切屑的變形越來越明顯而且切屑長度大幅減小。在第6次進刀時干式切削下的切屑兩側出現了撕裂而微量潤滑切削下的切屑依然比較平滑,但是最后一次進刀時,兩種潤滑條件下的切屑兩側都出現明顯的撕裂甚至是宏觀裂紋。造成切屑兩側出現宏觀裂紋主要原因是隨著進刀次數的增加,徑向進給量大大減小(最后一次進刀時為0.08 mm),在最后一刀時切削刃鈍圓半徑(0.023 mm)已達徑向進給量的1/4,所以切削過程中的耕犁現象使刀具對工件材料已經不是切削而是擠壓。
2.3 切屑微觀形貌
2.3.1 切屑非自由面形貌
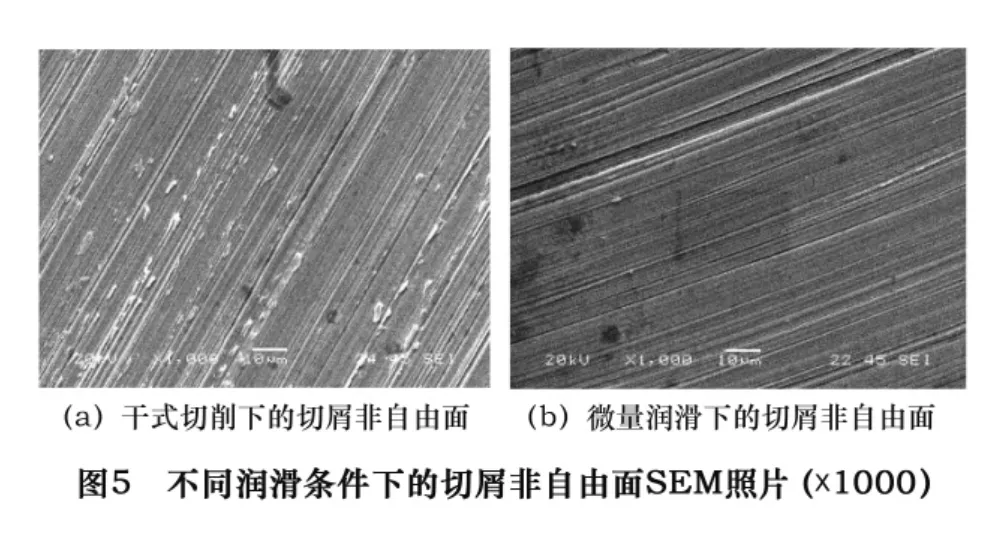
使用SEM掃描電鏡拍攝兩種不同潤滑條件下的切屑非自由表面,如圖5所示。兩種潤滑條件下的切屑表面都觀察到了明顯的微溝槽,這些溝槽是嵌入到切屑中的硬質點在刀具前刀面的帶動下切除切屑中的工件材料從而形成的。而且從圖5a可知切屑非自由表面的微溝槽周圍有明顯的類鱗刺現象,而這些類鱗刺是硬質點切除切屑材料的過程中形成的。本文所用的工件材料為硫系低碳鋼材料,本身具有較高的塑性,而干式切削時的高溫將進一步增加材料塑性,相比于微量潤滑切削工件更容易產生類鱗刺[6]。同時在微量潤滑條件下潤滑油霧滴在高速的壓縮空氣帶動下能夠有效滲透進入這些微溝槽形成的毛細管網形成潤滑膜,從而降低刀具-切屑間的摩擦系數和切削區溫度。因此微量潤滑中霧滴化的潤滑油具有良好的潤滑性和滲透性,能夠降低刀-屑間的摩擦從而降低切削溫度,對控制切屑非自由表面類鱗刺具有良好效果。
2.3.2 切屑金相
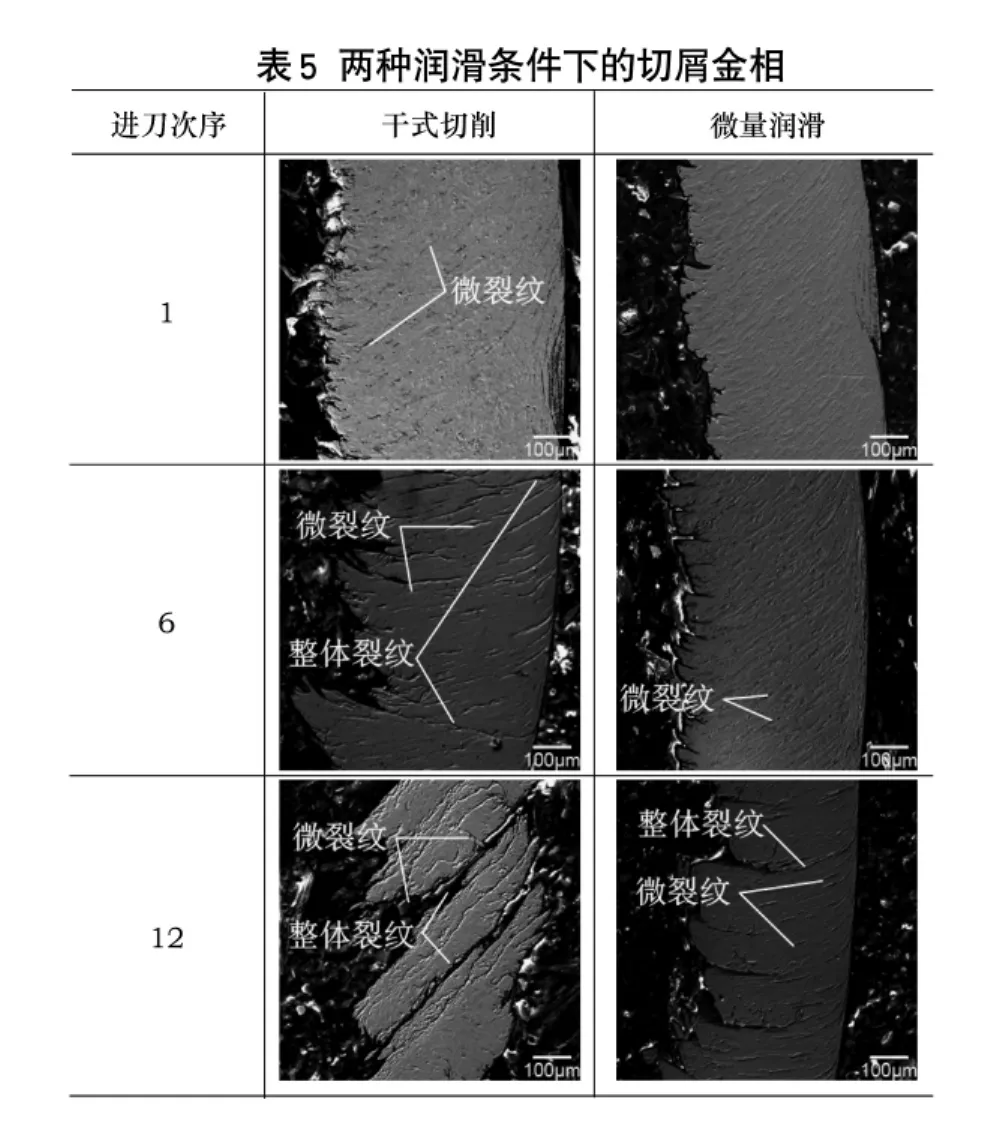
切屑的斷裂可分為整體斷裂區和微裂紋區,而這兩種裂紋都具有方向性,即迎著剪切面從切屑自由面向非自由面擴展。從表5可知,硫系低碳鋼的螺紋車削得到的切屑同樣由整體斷裂區與微裂紋區組成,而根據微裂紋隨著徑向總進給的變化趨勢可知整體斷裂區是由微裂紋的延展連接而成的。微裂紋主要由切屑自由面的裂紋和切屑內部的裂紋兩部分組成,隨著切削深度的增加,切削力增大而切削厚度減小使切屑內部裂紋擴展,最終連成一體使切屑整體斷裂。對比干式切削和微量潤滑下的切屑可知,干式切削的切屑在第一次進刀時就觀察到明顯的微裂紋,而微量潤滑切削在第6次進刀時才發現微裂紋。最后一次進刀時干式切削的微裂紋已經完全連接成整體斷裂區,使切屑斷裂成碎片。微量潤滑最后一次進刀的切屑裂紋擴展情況只與干式切削的第6次進刀相同。
3 結語
通過試驗手段分析干式切削和微量潤滑切削條件下的螺紋車削機理,得到如下結論:
(1)干式切削和微量潤滑切削情況下切削力和摩擦系數都隨著進刀次數的增加而增大,但是干式切削的主切削力是微量潤滑切削的2.5倍以上,而摩擦系數比微量潤滑切削平均大0.025。因此,微量潤滑切削相比于干式切削能夠有效減小切削力和摩擦系數。
(2)切屑光滑表面的微溝槽是潤滑油滲透生成潤滑膜的通道,而且由于微量潤滑能夠降低切削溫度進而阻止工件材料塑性增加,從而防止了微溝槽周圍類鱗刺的產生。
(3)兩種潤滑條件下刀具開始進刀和結束進刀時得到切屑形態相同,特別是最后幾次進刀中得到的切屑兩側有明顯的宏觀裂紋。但是微量潤滑對微裂紋產生和生長的抑制作用使切屑整體裂紋的擴展減緩。
[1]Vishal S Sharma,Manu Dogra,Suri N M.Cooling techniques for improved productivity in turning[J].Machine Tools and Manufacture,2009,49:435-453.
[2]戚寶運,何寧,李亮,等.低溫微量潤滑技術及其作用機理研究[J].機械科學與技術,2010,29(6):826-831.
[3]Ueda Takashi,Hosokawa Akira,Yamada Keiji.Effect of oil mist on tool temperature in cutting[J].Manufacturing Science and Engineering,2006,128:130-135.
[4]陳雪敏.高鋼級高Cr合金鋼偏梯形油井管螺紋車削加工性能[D].上海:上海交通大學,2008.
[5]艾興.高速切削加工技術[M].北京:國防工業出版社,2003.
[6]Aurich J C.Burrs- analysis,control and removal[M].United States:Springer,2009.
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18
艦船科學技術(2022年13期)2022-08-11 09:29:16
艦船科學技術(2022年6期)2022-04-19 11:01:32
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚子江(2019年1期)2019-03-08 02:52:34
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38
