FANUC-31i數控系統在數控立車轉臺多電動機控制上的應用
2012-09-28 13:19:20鄭洪森
制造技術與機床 2012年12期
鄭洪森
(威海華東重工有限公司,山東威海 264200)
數控立式車床以其獨特的結構在我國制造業中得到了廣泛的應用。數控立式車床一般都具有車削功能和銑削功能。傳統數控立式車床轉臺的車削和銑削模式的轉換是通過機械齒輪的改變來選擇不同的驅動源實現的,驅動源在車削模式一般采用的是由可控硅供電的寬調磁直流電動機來控制,而在銑削模式采用的是交流同步伺服電動機來控制。此種結構的缺點是機械結構復雜,直流電動機體積大。
筆者公司綜合以上問題開發出新的結構,采用4臺交流異步電動機通過減速箱直接驅動轉臺,這樣既能實現車削模式的高轉速、銑削模式的高扭矩,同時也不用切換齒輪,大大簡化了機械結構并節省安裝空間。但此種結構對數控系統的要求較高,所以選用較高端的FANUC-31i以滿足要求。
本文就FANUC-31i數控系統在數控立車轉臺4臺電動機控制上的應用進行重點介紹。
1 機床基本結構
本立車采用FANUC-31i數控系統進行數據處理和控制,由滑板左右進給的X軸、滑枕上下進給的Z軸、橫梁升降的W軸、轉臺旋轉的主軸1和滑枕內的銑主軸2共同組成一個聯動整體。機床的電磁閥和外圍控制由系統內置的PMC(可編程控制器)的程序編程來實現。
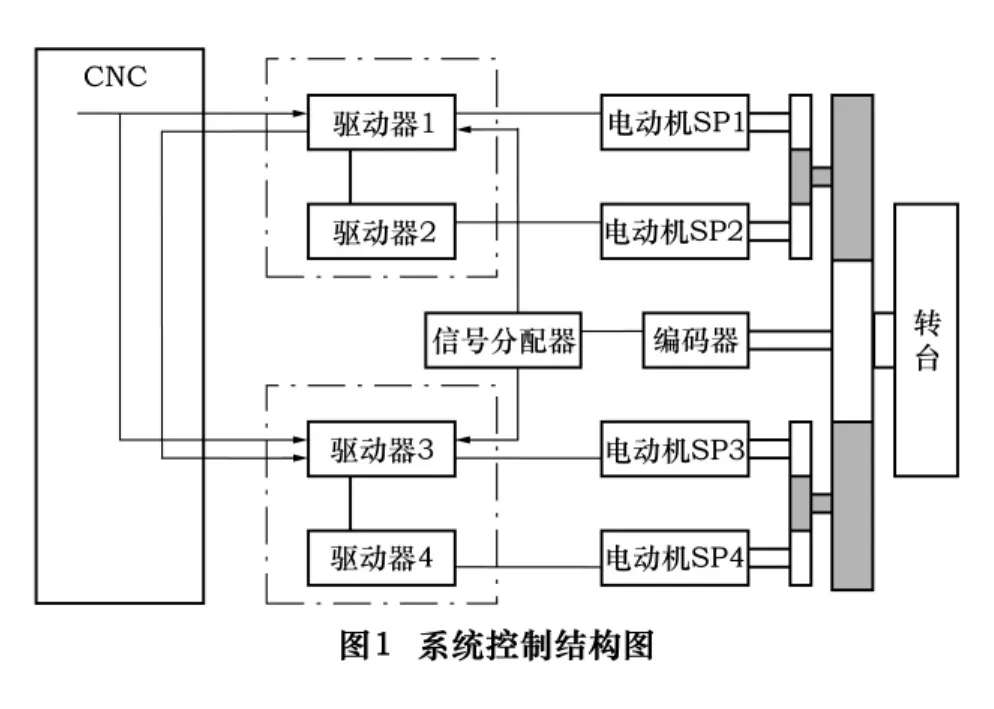
其中轉臺的旋轉是由4臺FANUC異步主軸電動機直接驅動減速箱來實現的(如圖1)。
2 轉臺部分的系統硬件構成
此部分的電動機采用的是FANUC αi系列主軸電動機和αi系列B型驅動器,編碼器采用德國海德漢公司的ROD886 36000線編碼器,信號分配器采用海德漢公司的IBV606把位置和速度信號分配給驅動器1和3上(如圖1所示),這樣就共同組成了一套全閉環的控制結構。
3 系統調試
3.1 功能介紹
對于轉臺部分,要想實現如圖1所示的功能,要求CNC訂購以下選擇功能:“主軸串聯控制”、“主軸簡易同步控制”和“Cs輪廓控制”。
主軸串聯控制:實現兩臺電動機的速度同步控制,加預載值可以起到消除間隙的作用。
主軸簡易同步控制:實現兩臺電動機的位置同步控制。
Cs輪廓控制:實現主軸電動機的位置控制,從而實現主軸電動機和伺服電動機的插補進給(此功能比較常用,本文不另作說明)。
從圖1可以看出,電動機SP1/SP2、SP3/SP4為兩對串聯控制,SP1/SP3為主動軸、SP2/SP4為從(副)動軸。SP1和SP3為一對主軸簡易同步控制,SP1為主動軸、SP3為從動軸。
主軸簡易同步控制用于控制兩個串聯控制組中的主動軸(SP1,SP3)。
如果需要的話,主軸簡易同步控制中的從動軸(SP-3)可以使用來自于主動軸(SP-1)的速度環積分器。一般稱為擴展積分器復制功能。
兩對串聯控制中的從(副)動軸SP-2和SP-4,將接收來自各自主動軸(SP-1或SP-3)發出的速度指令和速度積分器數據,并各自使用此數據指令進行動作(速度串聯控制)。
3.2 相關參數設置
4352#6 SLAVE:主軸放大器之間通訊的從動軸設定。把從動軸放大器的此參數設定為1。
4352#7 MASTER:主軸放大器之間通訊的主動軸設定。把主動軸放大器的此參數設定為1。
4353#2 RVSVC2:在主軸串聯控制中,主動軸和從(副)動軸的旋轉方向的關系設定。
0:在主軸旋轉的過程中,兩臺電動機的旋轉方向相同(從電動機軸端看)。
1:在主軸旋轉的過程中,兩臺電動機的旋轉方向相反(從電動機軸端看)。
這個參數決定在主軸串聯控制中速度指令和實際電動機等的極性。
注:(1)此參數只設定在串聯控制中的主動軸邊。此主軸邊的設定可以通過放大器的通訊傳遞到從(副)動軸。
(2)如果此參數設定不合適,主軸串聯控制功能將不能正常工作。
此時如果旋轉主軸,將會出現速度極性錯誤報警(主軸報警d0)。
4398 #5#4#3:此三位參數(#5,#4,#3)的設定有以下兩種組合:
=0,1,0:僅速度串聯控制功能可以使用。
=1,1,0:速度串聯控制功能和速度環積分器復制功能同時可用。
注:此參數要求主動軸和從(副)動軸的設定要相同。
4360:此參數設定預載值。
數據單位:±16384,相當于扭矩指令100%。
數據范圍:-8192~8192(-50% ~+50%)。
設 定:4臺電動機按計算好的比例相應設定。
當串聯控制中的兩臺電動機旋轉方向相同時:預載值的方向相反。
當串聯控制中的兩臺電動機旋轉方向相反時:預載值的方向相同。
如果在主軸簡易同步控制中,使用軸間的積分器復制功能(擴展積分器復制),還需要設定如下參數:
4541#6RVDPOL:當使用擴展積分器復制功能時,主/從軸電動機的旋轉方向的關系設定。
圖1中的SP1和SP3方向相同,此參數設0。
4597:此參數將確定“擴展積分器復制”功能中的主動軸或從動軸。
圖1中SP1為主動軸設-1,SP3為從動軸設1。
注:如果此參數的設定值不合適,或者此參數被使用在不對應的主軸放大器上,將會出現SP1252(非法的主軸參數設定值(TANDEM))報警。
3.3 PMC I/O 信號處理
3.3.1 輸入信號(PMC?CNC)
G73.1、G77.1、G207.1、G269.1 SLVx 各個主軸的串聯控制命令:此信號使串聯控制有效或者無效。當使用主軸的速度串聯控制功能時,所有的4個主軸都要把此信號設定為1。
注:(1)在改變這些信號之前,必須停止所有的4主軸。如果在旋轉期間改變這些信號,系統將不會接受。
(2)應在速度控制模式下改變這些信號。在其他模式下,這些信號的改變將不被系統接受。
(3)如果4主軸電動機在機械方面還沒有彼此連接,則不要把這些信號設定成1。
G264.0、G264.1、G264.2、G264.3主軸簡易同步控制中各主軸控制信號:當這些信號中有被設定為1的,則和這些信號相對應的主軸將成為主軸簡易同步控制中的從動軸。如圖1所示 SP3為從動軸,故G264.2 設定為1。
注:此信號在NO.3704#5(SSY)為“1”時有效。
3.3.2 PMC 程序執行順序
主軸的簡易同步控制和主軸的串聯控制的開啟,需要在主軸速度控制模式、速度指令為零、實際速度為0(SST=1)的狀態下執行。
啟動順序
(1)在速度控制模式下,用S0指令停止SP1到SP4的所有主軸。
(2)確認所有主軸的SST(實際速度0信號)變成了1(速度零狀態)。
(3)指令所有串聯控制中對所有主軸的串聯指令控制信號(即指令SLVx為1)。
(4)確認所有串聯控制中的主軸SLVS(串聯控制模式信號)變成1(串聯控制模式)。
(5)下一步,對主軸簡易同步控制中的從動軸進行指令(G264.2=1)。
(6)然后輸入速度指令驅動主軸旋轉。停止順序
(1)通過指令S0停止主軸旋轉。
(2)確認所有主軸的SST(實際速度0信號)變成了1(速度零狀態)。
(3)下一步,停止主軸簡易同步控制中的從動軸的控制(G264.2=0)。
(4)取消所有串聯控制中對所有主軸的串聯控制(指令SLVx=0)。
通過以上就可以實現對4臺電動機的速度控制了。
4 結語
伴隨著數控系統功能的不斷強大,機床的結構會越來越簡單。如本文采用多電動機控制的工作臺所體現的結構簡單、精度高等優點,對需要大功率和大扭矩設備的設計都可以借鑒。
猜你喜歡
科普童話·神秘大偵探(2023年1期)2023-05-30 12:48:10
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
中國生殖健康(2019年3期)2019-02-01 06:12:26
測控技術(2018年5期)2018-12-09 09:04:26
電子測試(2018年18期)2018-11-14 02:30:34
電信科學(2016年10期)2016-11-23 05:11:56
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
海軍航空大學學報(2015年3期)2015-11-11 17:20:00
西安航空學院學報(2014年5期)2014-07-13 01:27:52
