如何保證中心孔的深度一致
2012-09-28 13:19:22錢洪
制造技術(shù)與機床 2012年12期
關(guān)鍵詞:深度
錢 洪
(湖北華博三六電機有限公司,湖北咸寧 437000)
中心孔是軸類工件加工的定位基準,在普通車床時代,一般對中心孔的要求僅是有一定深度和表面粗糙度,就可以完成軸類的加工。一般操作是一根軸夾在車床后,工人會在基準位置對刀,再根據(jù)圖紙要求加工出各段,如此重復(fù),將一批軸加工完畢。從中可以看出工人在操作中對每一根軸都有一個對刀操作,再按圖紙要求加工,從而不管中心孔深度是否一致,都可以保證每根軸的尺寸是一致的。但隨著數(shù)控車床的普及,數(shù)控車床是依靠程序來對軸類進行加工的。當(dāng)?shù)谝桓S放上車床,進行對刀操作后,刀具參數(shù)就被確定下來,在之后的操作中,不可能象普通車床一樣,每換上一根軸就又對一次刀,那樣就無效率可言了,所以所有上車床的軸均在這個參數(shù)控制下被加工。顯然,如果各軸的中心孔深度不一樣,前面的刀具參數(shù)對它就不適用,加工出的零件也不一樣。為了保證每根軸尺寸的一致,就必須要求每根軸的中心孔深度是一樣的,所以如何保證中心孔深度的一致就值得研究了。
1 現(xiàn)狀
目前打中心孔工序有專用的機床,而且一般機床都是把銑端面和打中心孔兩個加工內(nèi)容綜合在一臺設(shè)備上進行,這就是人們常說的“銑面打孔”機床。目前用得較多的是長城機床廠生產(chǎn)的Z8210機床,有普通和數(shù)控之分。由于數(shù)控是發(fā)展趨勢,所以本研究的過程和結(jié)果均是在數(shù)控機床上進行的,當(dāng)明白了其中的道理后也可在普通機床上靈活運用。
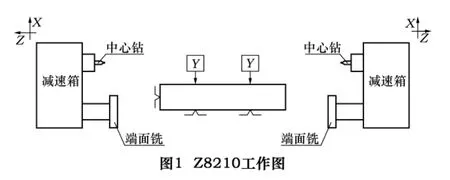
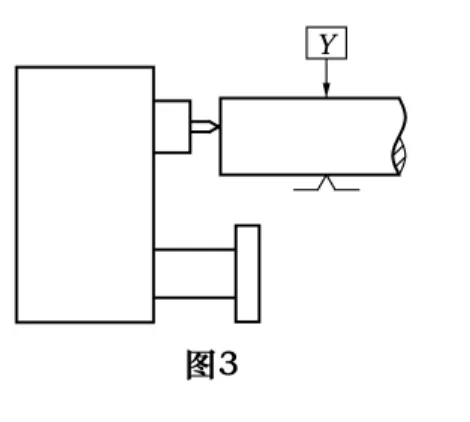
為了便于說明,先附上Z8210工作簡圖,見圖1。該機床工作過程是這樣的:通過兩個支撐點和左邊的定位點將軸定位,通過兩液壓點將軸夾緊。兩邊同時銑端面,打中心孔。液壓夾緊和松開通過一個腳踏開關(guān)控制。其對刀過程是這樣的:軸定位夾緊后,開動左邊機床,左端面銑刀盤旋轉(zhuǎn)。在手動或手輪模式下(通過數(shù)控面板操作),將銑刀盤輕輕接觸工件表面后,不動,在刀補欄的001刀位輸入“Z0.”,按“input”鍵,則端面銑Z方向刀補自動生成。再將銑刀盤往下移,直到刀盤的上部下移到軸的下部約8 mm處(見圖2),不動,在刀補欄的 001 刀位輸入“X0.”,按“input”鍵,則端面銑X方向刀補自動生成,如此端面銑對刀完畢。將中心鉆移到與軸端面輕輕接觸(見圖3),不動,在刀補欄的002 刀位輸入“Z0.”,按“input”鍵,則中心鉆Z方向刀補自動生成。中心鉆的X方向刀補在設(shè)備調(diào)好后就不再改變,所以要記住這個數(shù)字,以便在中心孔鉆偏的時候核對此數(shù)字的正確與否,平時是不進行中心鉆的X方向?qū)Φ恫僮鞯摹_@樣左邊刀具對刀完畢。同樣操作把右邊兩把刀對好就可以試加工了。

2 分析
從以上操作中可以看出,如果對刀之后不再有刀具參數(shù)的改變,那么加工出來的一批軸中,可以認為中心孔深度是一樣的。但如果加工途中,中心鉆斷了,就要重新裝一支,并且還要把中心鉆對一次刀,這就很難保證這次的刀具參數(shù)與上一次的完全相同,也就不能保證同一規(guī)格軸的中心孔的一致性。雖說理論上可以調(diào)整刀補值或程序值進行修正,但又能通過什么手段來證明前后的中心孔是一樣的呢?測量嗎?如何測量?測量就沒有誤差嗎?等等問題都來了。再一種情況,如果在加工某一規(guī)格的軸中插入了其他規(guī)格軸的加工,那前后兩批軸都會分別執(zhí)行對刀操作,也是不能保證兩次對刀是完全相同的,同樣也就不能保證中心孔深度一致。如此看來,如何保證任何情況下刀具參數(shù)的一致才是保證中心孔一致的關(guān)鍵所在。
3 方案
解決思路從兩個方面出發(fā):一是保證每次裝刀的位置一致;二是減小或消除對刀誤差。解決了這兩點,就基本解決了問題。
3.1 保證每次裝刀的位置一致
對中心鉆的伸出長度進行控制。具體做法是:先根據(jù)中心鉆的長度定出外露長度,然后加工一個套,套的內(nèi)孔比中心鉆外徑略大,可自由進出;套的長度按中心鉆外露長度加工,偏長或偏短一點都沒有關(guān)系,可以以最終尺寸為準,再準備一塊小平板就大功告成了。使用時,先把中心鉆插入機床主軸夾頭中,伸出長度要大于套的長度,再把套套在中心鉆上,用小平板把中心鉆向里推,直到小平板與套貼平,鎖緊中心鉆。這樣就可以保證不論在什么情況下,所裝的中心鉆位置都相同。操作示意圖見圖4。

銑刀盤上的刀片裝夾都有固定位置,正確裝夾它們就行了,不需要輔助工具。
3.2 減小或消除對刀誤差
機床每一邊都有兩把刀,想一把刀都不對刀是不可能,我們對的是端面銑,主要是覺得這樣做方便一些。對刀具體操作不再重復(fù)敘述。而中心鉆就不再進行對刀操作了,而是先測量出中心鉆與刀盤的距離,這個距離就是這兩把刀的刀補差,根據(jù)這個刀補差就可手工輸入中心鉆的刀補值了。具體是這樣做的:……按“input”鍵,則端面銑X方向刀補自動生成,如此端面銑對刀完畢。記下此時數(shù)控顯示屏上的Z值,假設(shè)是“-245.34”。將中心鉆移到與軸端面輕輕接觸,不動,記下此時數(shù)控顯示屏上的Z值,假設(shè)是“-283.64”,則兩數(shù)的差值38.3就是這兩把刀的刀補差。只要中心鉆的伸出長度一樣,這個差值也就一樣,是一個定值,所以這個差值要記下,作為以后輸入中心鉆刀補值的依據(jù)。比如:當(dāng)我在對某種軸進行端面銑對刀時,自動生成的Z刀補值是“-255.4”,那么中心鉆的Z刀補值就一定是“-293.7”,否則就是錯的。
通過對以上兩點的控制,就可以保證中心鉆的鉆入深度始終是以端面銑的銑削平面為基準的,而與端面銑的對刀操作毫無關(guān)系。如此一來,既保證了刀具安裝的一致性,又避開了對刀時的人為因素,所以所有在此機床上銑打的軸,其中心孔的深度就都是一樣的了。
4 結(jié)語
隨著數(shù)控機床的普及,對軸類工件加工的各道工序都提出了新的要求。原本不影響加工的中心孔也會成為質(zhì)量保證的關(guān)鍵。尤其是錐形電機轉(zhuǎn)子的加工,中心孔的深度會直接影響到轉(zhuǎn)子尺寸的不一致,對定、轉(zhuǎn)子間的互換性產(chǎn)生致命的影響,嚴重阻礙生產(chǎn)率的提高,所以本文提及的方法不光可解決所有軸類的加工,對錐形電機的轉(zhuǎn)子加工效果更佳。
猜你喜歡
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2022年6期)2022-06-05 06:50:50
快樂學(xué)習(xí)報·教育周刊(2022年16期)2022-05-01 21:25:05
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年11期)2020-12-14 06:59:52
藝術(shù)品鑒證.中國藝術(shù)金融(2018年8期)2019-01-14 01:14:28
藝術(shù)品鑒證.中國藝術(shù)金融(2018年10期)2019-01-08 02:44:26
藝術(shù)品鑒證.中國藝術(shù)金融(2018年6期)2019-01-08 02:43:04
藝術(shù)品鑒證.中國藝術(shù)金融(2018年12期)2018-08-26 06:03:48
新聞傳播(2016年10期)2016-09-26 12:14:59
新聞傳播(2015年10期)2015-07-18 11:05:40
交通建設(shè)與管理(2015年15期)2015-03-20 15:18:57
