基于成形法的直齒錐齒輪三維參數化設計
2012-10-08 00:37:00肖莉
制造業自動化 2012年7期
肖 莉
XIAO Li
(廣西工業職業技術學院,南寧 530003)
0 引言
直齒錐齒輪是常見的機械傳動件之一 ,用于傳遞空間任意兩軸之間的運動和動力,是現代機械中應用最廣泛的一種傳動機構。它的理想齒面由一族相似的球面漸開線組成,但在實際生產中常用近似方法加工。傳統的直齒錐齒輪的加工主要依靠專用機床,錐齒輪的齒面形狀完全由加工刀具在機床上的運動所決定的[1],通用性不強。而成形法加工齒輪的優點是在普通銑床上就能獲得齒輪,在設備受限制的情況下考慮,特別對于小模數齒輪的加工更精確,通用性較強。
本文研究了在 CAD環境下對漸開線直齒錐齒輪進行參數化設計的方法。Autolisp是AutoCAD內嵌的編程工具,應用Autolisp語言來編寫應用程序,實現對齒輪的參數化設計,保證了齒形的準確性。程序設計是基于齒輪成形法加工原理,只需在AutoCAD界面上加載 Autolisp程序,輸入模數、齒數、齒寬和壓力角等參數,便可以自動生成刀具和輪坯,齒輪的輪齒由刀具銑削形成,快速實現三維實體的建模,大大提高了設計效率。
1 直齒錐齒輪齒形理論分析及切齒原理
錐齒輪傳動用于兩相交軸之間的傳動,錐齒輪的理論輪廓線為球面漸開線。一個圓平面在一圓錐上作純滾動時,平面上到錐頂距離相等任一點的軌跡所形成一條曲線稱為球面漸開線。球面漸開線嚙合的數學模型在現實加工中,由于球面無法展成平面,以致在設計甚至在制造及齒形的檢查方面均存在很多困難,因此,本文采用與球面漸開線非常接近的錐面漸開線來代替球面漸開線[2]。用背錐上的齒形來代替大端球面上的理論齒形,把背錐上的齒形展開到與之相切的平面上,補全輪齒,即可得到一圓柱齒輪齒形,該齒輪稱為相應錐齒輪的當量齒輪。用當量齒輪的齒形來代替直齒錐齒輪大端球面上的理論齒形,其誤差較小。
成形法加工齒輪是直接使用齒輪成型銑刀將齒形逐齒銑出,按成形法加工直齒錐齒輪的刀具有盤形銑刀和指狀銑刀。本文闡述用盤形銑刀進行加工,用這種銑刀加工齒輪時,齒輪的齒形精度是由銑刀刀刃形狀來保證。
2 確定齒輪設計參數及尺寸數學模型
基于背錐可以展成平面,本文相關參量的計算均建立在由背錐展成的當量齒輪上,利用當量齒輪進行相關計算。首先由大端面的相關參量以及由大端面相關參量推算出來的小端面相關參量,建立大端面和小端面的分度圓、齒根圓、齒頂圓等,由此建立模型所需的參數有[4]:大端模數M、齒數Z1、與之嚙合的齒輪齒數Z2、齒寬B、壓力角α、齒頂高系數Hax、頂隙系數Cx等參數。由所輸入的參數通過錐齒輪的機械設計公式確定如下尺寸:分錐角:δ=arctgZ1/Z2;齒高:ha=(1+X1)×M;外錐角:R=M/2×;齒輪當量齒數:Zy1= Z1/cosδ;當量齒輪的分度圓直徑:d=M×Zy1;當量齒輪的基圓直徑:db=d×c o s α;當量齒輪的齒根圓直徑:df=d×2×(1.2×X)×M;當量齒輪的節圓直徑:dr=d+2×X×M 等。
建立齒輪參數化模型,通過修改模型的輸入參數生成新的齒輪。由對話框控制語言編程設計齒輪參數輸入對話框,實現參數化的操作界面,如圖1所示:

圖1 參數化的操作界面
3 直齒錐齒輪動態仿真設計模塊
3.1 刀具的繪制及運動軌跡[5]
直齒錐齒輪的加工精度主要取決于成型銑刀的制作精度,錐齒輪銑刀的廓形按輪齒大端制作,銑刀的厚度是按外錐距與齒寬之比為1/ 3 時的錐齒輪小端齒槽寬度確定。即銑刀的齒形按在標準球面漸開線齒輪副基礎上,取分度線中點附近一定角度的剖截面,與齒面所得截線即為成型刀具基本刃形,刀具的輪廓為漸開線齒廓曲線。漸開線齒廓曲線的生成主要有兩種方法:一種是曲線擬合法,另一種是直線逼近法,雖然兩者在精度上差別不大,但第二種方法計算量較大,因此本文采用曲線擬合法生成漸開線齒廓曲線。如圖2所示,D為齒根圓與Y軸的交點,C為基圓與齒廓曲線的交點,B為分度圓與齒廓曲線的交點,A為齒廓曲線上的任意一點。在笛卡爾坐標系下漸開線的參數方程為:Xa=Rc(cosα+αsinα),Ya=Rc(sinα-αcosα),(Rc為基圓半徑,α為分度圓壓力角)。可使漸開線上點的半徑值從基圓半徑大小逐漸遞增到齒頂圓半徑大小,作出漸開線上的若干個點,用命令Pline由A點的坐標公式編程將這些點連接 ,再使用“mirror”命令便得到了齒廓曲線。據所得的齒廓曲線運用“extrude”、“3darray”、 “rotate3d”式等命令及作布爾運算,則可繪制出成型銑刀的三維圖形。刀具走刀軌跡是一圓弧,如圖3所示。刀具走刀過程如下:1→2為進刀,2→3為銑削過程,3→4為退刀,4→1為刀具復位。
齒廓曲線的部分程序如下:
(defun C:zhuicl()
……
(setq pj1(/ pi (* Z1 2)))
(setq q1(atan (/ Z1 Z2))
(setq Rc(/ (/ (* M Z1 ) cos q1) 2 ))
(setq angle(/ pi 180))
(setq kangle( * α (/ pi 180)))
(setq Xa(* Rc ( + cos kangle ( * angle sin kangle))))
(setq Ya(* Rc ( - sin kangle ( * angle cos kangle))))
(setq Pa(list Xa Ya))
(command "pline" Pd Pc Pb Pa P3 P2 P1)
(setq dj(entlast))
(command "mirror" dj "" pd1 pd2 "n") ;繪制刀具一個齒廓……
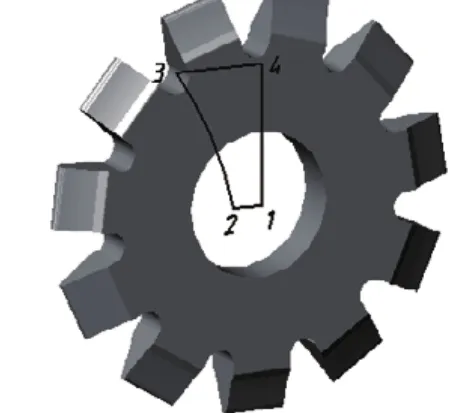
圖3 盤形銑刀及運動軌跡
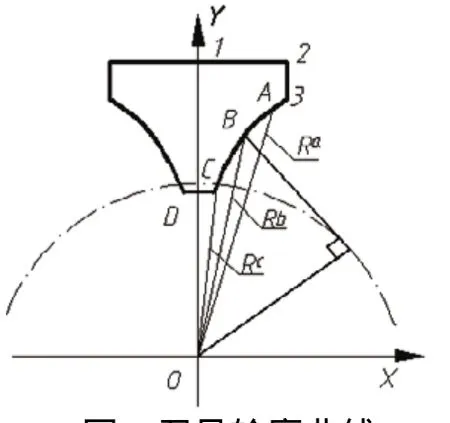
圖2 刀具輪廓曲線
3.2 銑刀動態仿真加工建模
根據直齒錐齒輪的齒數、模數、分度圓錐角等參數生成齒坯,齒坯是由3個不同的圓臺進行布爾運算生成。在實際加工齒輪時,齒坯中心固定不動,刀具繞其中心順時針轉動并沿著軌跡1→2→3→4移動,在2→3銑削齒槽過程完畢后,齒坯逆時針轉動一個Ψ角,Ψ角為:Ψ=2π/Z1,如圖4所示。刀具往復沿軌跡進行銑削運動,齒坯每加工完成一個齒槽再轉動一個Ψ角,齒坯旋轉一周后,則加工出完整的錐齒輪。程序中采用了兩個相嵌的While循環函數反復完成調用“rotate”、“copy“、 “region”、“ subtract”等命令來實現動態仿真加工演示過程,最后再編寫開孔及鍵槽的子程序,即可在齒輪上加工出軸孔及鍵槽等,完成錐齒輪實體造型,實現參數化設計。圖5為據圖1所示輸入齒輪參數在AutoCAD界面上運行所得到的直齒錐齒輪三維實體。
動態仿真程序如下:
(defun zhuicl()
……
(setq t0 (list x y ))
(setq j 1)
(setq jd2 (/ (* pi 2) Z1))
(while (<= j Z1)
(command "rotate" f1 "" t0 jd2) ;旋轉齒坯
(command "copy" f2 "" t1 t2) ;移動刀具
(command "region" "l" "")
(setq f3(entlast))
(setq i 1)
(while (<= i 8)
(command "rotate" f2 "" t2 jd1) ;旋轉刀具
(command "copy" f2 "" t2 t3) ;移動刀具
(command "region" "l" "")
(setq f3(entlast))
(command "subtract" f1 "" f3 "") ;切割齒輪
(setq t2 t3)
(setq t3 (list (- x3 xd) (- y3 yd)))
(setq i(+ i 1)))
(command "copy" f2 "" t3 t4) ;移動刀具
(command "copy" f2 "" t4 t1) ;移動刀具
(setq j(+ j 1)))……

圖4 成形法加工仿真錐齒輪 圖5 錐齒輪三維實體
4 結束語
在AutoCAD平臺下使用AutoLisp語言編寫模塊化程序,通過建立直齒錐齒輪各個參數與其模數 M、齒數Z等基本設計參數的關系,利用成形法加工原理編寫直齒錐齒輪實體建模,模擬銑削加工過程,能有效地獲得錐齒輪實際加工的仿真結果。錐齒輪進行參數化設計,提高了模型的生成和修改的速度,對其他類似系統的開發具有參考價值,由此也可以得到齒輪類零件參數化設計的一般通用模式。
[1] 林艷.原思聰.季文祥,等.基于Pro /E的直齒圓錐齒輪參數化建模與運動仿真分析[J].機床與液壓,2010,38(19):112-115.
[2] 陳立新.茅興飛.基于UG 的直齒錐齒輪二次開發及誤差分析[J].機械傳動,2010,34(11):71-74.
[3] 李軍偉.潘玉田.基于SolidWorks的直齒錐齒輪參數化設計及有限元分析[J].現代制造工程,2009,(12):52-55.
[4] 傅祥志.機械原理[M].武漢:華中科技大學出版社,2007.
