鎂電解槽槽殼制作焊接變型質(zhì)量控制
2012-10-10 10:12:52段元慶
中國新技術(shù)新產(chǎn)品 2012年18期
段元慶
(七冶安裝工程有限責(zé)任公司,貴州 貴陽 550001)
一、概述
2010年2月七冶安裝工程有限責(zé)任公司承攬了攀枝花鈦業(yè)有限公司的15臺鎂電解槽的制作安裝任務(wù),此電解槽由中鋁國際貴陽院引進烏克蘭鎂電解的技術(shù),在國內(nèi)應(yīng)該屬于首創(chuàng),設(shè)計的電解槽槽殼技術(shù)要求高,對槽殼壁板的長側(cè)和短側(cè)以及底板的平面度每米不得超過0.5mm,整個表面的平整度不得超過6mm;焊接變型極其不好控制。由于槽底板長度6620mm,寬度為4580mm,而板厚僅為12mm,平面度每米不超過0.5mm,為保證槽底板的平整度,本方案槽底板的拼接考慮將槽底板按設(shè)計尺寸分成2塊進行組裝拼接。槽底板是由鋼板拼焊而成,它采用2塊鋼板拼接,如(圖1)。對于鎂電解槽槽殼的長側(cè)和短側(cè)的寬度3058mm,長度分別為4264mm、5380mm,由多塊鋼板和型鋼焊接而成的構(gòu)件,對于大量的焊接變型將是難避免的。從整個工程的開始我們預(yù)見性的根據(jù)焊接變型的特點,以及我們長期從事類似工程的經(jīng)驗,制定了防范措施,確保鎂電解槽的制作質(zhì)量,保證本工程質(zhì)量合格。
二、施工中存在的問題
1造成焊接變型的原因及其解決方法
1.1 制定焊接順序
(1)采用分中對稱焊接法
(2)對稱位置采用相同的電流電壓
(3)焊接速度保持一致
1.2 在焊接前對焊工進行培訓(xùn)
(1)焊接過程中掌握焊接順序
(2)焊接前,要按焊接工藝文件的有關(guān)規(guī)定,調(diào)整好焊接參數(shù)。
1.3 制定下料方案
(1)采用雙火焰下料法
(2)采用數(shù)控下料切割
1.4 合理使用胎具
(1)在胎具上制作好反變形措施
(2)在胎具上的夾具和夾具合理使用控制變形
(3)胎具上使用千斤頂控制焊接變形
1.5 優(yōu)化圖紙節(jié)點
因圖紙設(shè)計節(jié)點處于對接處與外延筋板處于同一個平面,可根據(jù)節(jié)點優(yōu)化提高槽殼的平面度。
三、實施過程控制
1電解槽槽殼制作工藝
1.1 底板加工
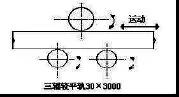
(1)由于槽底板長度6.620mm,寬度為4580mm,而板厚僅為12mm,平面度每米不超過0.5mm,為保證槽底板的平整度,本方案槽底板的拼接考慮將槽底板按設(shè)計尺寸分成2塊進行組裝拼接。槽底板是由鋼板拼焊而成,它采用2塊鋼板拼接。在拼接底板前,用30×3000mm三輥床對鋼板進行預(yù)先較平,不平度不大于0.5/1000mm,最終不得大于1mm。底板下料的焊接收縮預(yù)留余量為(1/1000~1.5/1000)L,其中L為底板的長度。采用埋弧自動焊時,收縮預(yù)留余量取1.5/1000L;采用CO2氣體保護焊時,收縮余量取1/1000L。校平圖見(圖 2)
(圖 2)
(2)將組裝好的底板用翻轉(zhuǎn)胎放平,如不平可用墊板調(diào)正找平。
(3)底板預(yù)組裝及焊接引弧板:首先將底板按圖紙要求在底板翻轉(zhuǎn)胎上預(yù)組裝,并且在背面焊縫處加裝防止焊接反變形裝置,對預(yù)組裝好的鋼板,焊縫間隙不得超過2mm,可先用點焊固定,然后將100×150×12的引(滅)弧板,焊于對縫的兩端。待全部對焊工作結(jié)束后再除去。
(4)正面焊接:采用埋弧自動焊,焊機MZ-1-1000。
(5)板背部焊接:底板背部的焊接順序與正面相同。焊接表面盡量與底板面平(便于內(nèi)襯砌筑),底板焊完后檢查底板變形情況,如有變形,用火焰進行校正。要求不平度≤0.5/1000L(L為底板長度)。
(6)去除焊接用引(滅)弧板,然后用砂輪修整端部。
(7)底板涂漆:底板先刷一遍耐高溫瀝青漆,應(yīng)涂在底板的下面。
(8)底板的施工工藝難點分析及控制方法:對于底板的施工難點在于底板的焊接變形導(dǎo)致底板的平面度達不到設(shè)計圖紙要求。采取的控制方法為:a焊接反變形(預(yù)留拱度)控制,預(yù)留反變形余量可根據(jù)我們長期以來的經(jīng)驗值來控制反變形,或者根據(jù)該施焊工藝進行試驗,找出反變形控制值;b強制性控制焊接變形,采用胎具模板把底板強制控制在上面,利用16個千斤頂壓制,焊接完畢后拆除。
1.2 短側(cè)板加工
(1)下料:下料時應(yīng)考慮焊接收縮量,焊接收縮量按設(shè)計圖紙展開長度的1.5%考慮,給予予留。卷制時R300的圓弧回彈量按R的1.5%考慮。
(2)切邊:焊接坡口用刨邊機開制,亦可用火焰切割。短側(cè)板的過渡邊用SAC-B碰輪氣割機切割。其最小長度可按下式計算取得:

L——過渡邊的最小長度(mm)
а1——短側(cè)板的厚度(mm)
а2——長側(cè)板的厚度(mm)
(3)組裝焊接:短側(cè)板是由多塊鋼板和型鋼焊接而成的構(gòu)件,它的組裝焊接應(yīng)在組裝胎具上進行。焊前將短側(cè)板緊固在焊接胎具上。焊后1~24小時內(nèi)短側(cè)板處于夾緊狀態(tài),冷卻后拆卸。在短側(cè)板上標(biāo)出組裝中心線。
a.短側(cè)制作的組裝專用胎具如下圖所示:
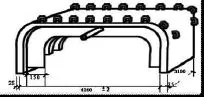
組裝時,在胎具上定出基準(zhǔn)中心線將短側(cè)板吊上胎具,對好基準(zhǔn)中心線,兩側(cè)板上用楔子楔緊,分別將預(yù)先在平臺上組裝好的筋板、圍板吊至短側(cè)板上,用楔鐵調(diào)整尺寸然后點焊固定,零部件電焊完畢、確認所有的構(gòu)件都安裝完畢后,進行焊接。
1.3 長側(cè)加工
(1)電解槽長側(cè)板主要由①側(cè)面壁板、②角鋼型材支撐、③鋼板立筋板和橫板組成。單片側(cè)面壁板由2塊鋼板拼接而成,拼接焊縫應(yīng)錯開窗口處,由板1980*5380和620*5380兩塊鋼板拼接而成;所用材料定尺訂貨(鋼板的定尺尺寸為2000*5400mm)。
(2)側(cè)面壁板采用自動切割下料,刨邊機開坡口(坡口在側(cè)面壁板兩端與端頭壁板焊接)為防止吊裝時產(chǎn)生變形,采用專用吊具在進行側(cè)面壁板吊裝時,不允許用鋼絲繩直接捆綁起吊,為了防止因吊裝造成變形,在進行側(cè)面壁板吊裝時采用專用吊裝工具與豎吊夾配合進行吊裝,這樣才能保證側(cè)面壁板在吊裝中不會產(chǎn)生變形。
(3)斜側(cè)壁板平板采用30×3000三輥滾床滾平。經(jīng)平整后板面凹凸不平度不得大于0.5mm/m。
(4)焊接:長側(cè)板中側(cè)面壁板的拼接采用半自動保護焊焊接,內(nèi)壁采用碳弧氣刨清根然后焊接,并打磨平整光滑,長側(cè)板與槽外部的鋼板筋板角鋼型材焊接采用氣體保護焊焊接。
(5)半成品檢查:長側(cè)板組裝焊接后要自檢,自檢合格后用專用吊具將兩長側(cè)板吊至堆場堆放,在堆放的過程中要防止變形,自檢不合格者需修整合格后才能使用。
(6)長側(cè)板焊完后,用洋沖打出組裝中心線。
效果檢查
實施后,小組在施工的每個階段按照對策要求,分析每個要因效果進行核查落實,對焊接變形進行了統(tǒng)計,驗證對策的正確性及可行性將最終結(jié)果進行記錄。 通過小組活動使用本次制作質(zhì)量達到目標(biāo)要求,變形控制在圖紙要求的范圍之內(nèi),實現(xiàn)了本次活動的質(zhì)量目標(biāo)。
[1]杜逸玲.鋼結(jié)構(gòu)制作安裝工程手冊[M].山西技術(shù)出版社出版,2005.
[2]JB4708-2000,機械部標(biāo)準(zhǔn)[S].
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
汽車實用技術(shù)(2020年16期)2020-09-06 13:28:22
當(dāng)代工人(2019年20期)2019-12-13 08:26:11
小學(xué)生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
制造技術(shù)與機床(2017年9期)2017-11-27 02:14:26
數(shù)學(xué)小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(2016年12期)2016-12-26 21:37:36
河南科技(2014年12期)2014-02-27 14:10:44
世界建筑(2012年8期)2012-04-20 06:09:14
