淺談重復定位出現的問題及其改進
2012-10-16 10:09:08蘭曉靜
制造業自動化 2012年9期
關鍵詞:質量
孔 建 蘭曉靜
(煙臺工程職業技術學院,煙臺 264006)
0 引言
在我們的夾具設計及其教學工作中,經常遇到工件在夾具中的重復定位問題,在早期的夾具教科書上也稱之為過度定位或者過定位。由于對重復定位概念的模糊理解,許多學生對重復定位產生了一些錯誤的認識,另外,在相關的交流論文中,我們也接觸到許多作者對重復定位的曲解,在這里談一下我們對重復定位的理解及其合理應用問題。
所謂重復定位是指,由于夾具為工件所提供的定位系統設計中,產生了重復限制工件同一個位置不定度(簡稱:不定度)的定位設計方案,使同一批工件在夾具中定位時,不同工件的同一個位置不定度可能會被夾具不同的定位元件所限制的情況。重復定位的概念是:具有重復限制工件不定度的定位。
在夾具的重復定位問題上,我們認為有兩點需要首先明確,1)出現重復定位的根本原因,是由于夾具的定位設計本身出現了對同一個不定度的重復限制問題,而不是工件的定位表面的質量問題,許多學生和技術人員認為出現重復定位是由于工件的定位面質量不穩定所致,我們認為這是對重復定位的錯誤理解。2)盡管重復定位的根源在于夾具定位設計有問題,但重復定位所造成的定位質量不穩定和裝夾困難等不利影響,可以通過提高工件定位表面的加工質量來得到改善甚至合理利用。
1 重復定位出現的問題
1.1 重復定位的根源在夾具而不在工件
夾具為工件提供的定位系統是由各種定位要素(點、線、面)的組合而形成的,在各種卡盤、心軸、彈簧卡頭、頂尖和V形塊等定位元件的使用中,經常會自覺不自覺地形成重復定位。例如圖1(a)所示的工件銑削鍵槽夾具中,夾具為工件提供了一個長的外圓柱表面和一個較大的垂直端面來作為工件定位時的空間位置依據,形成夾具的平面-長銷定位系統,該系統為工件提供了七個定位點,即七個定位約束條件:長圓柱銷提供了四點,左端大的平面提供了三個點,這是一個重復定位方案,不同工件的兩個轉動不定度會被長銷或者端面來分別限制,對同一批次的工件在該夾具上定位時,這兩個轉動不定度可能會被不同的定位元件所分別限制,該定位方案為重復定位。
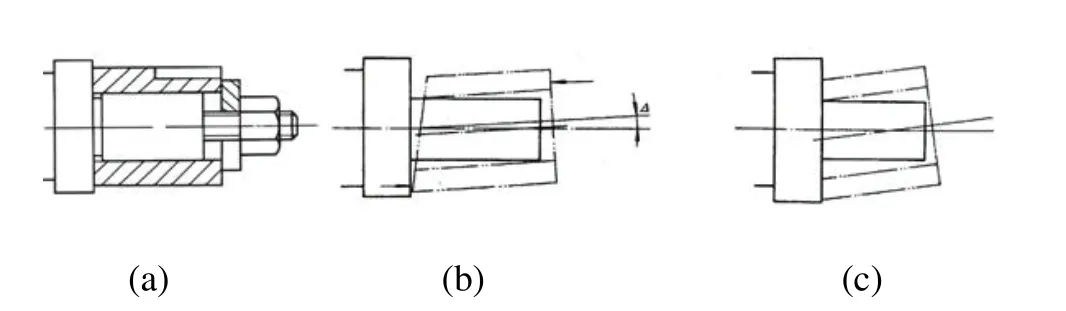
圖1 工件銑削鍵槽夾具
上述定位方案存在重復定位的設置,而它對工件的實際定位影響還要看工件的具體情況來確定,如圖1(b)所示,如果某工件參加定位的內孔表面直徑尺寸較小,則夾具的長銷對工件的位置約束發揮了四個定位點的實際效應,工件的兩個轉動不定度將由夾具的長銷來限制;但如果某零件的內孔尺寸較大,如圖1(c) 所示,工件的兩個轉動不定度就會轉化為由左側的大平面來限制,此時的長銷只限制了工件的兩個移動不定度,發揮了兩個定位點的實際作用。
這樣就造成了同一批工件在該夾具中裝夾定位時,對于同一個轉動不定度,有的工件可能由長銷來限制,而另一些工件也可能會由左側的端面來限制,由此形成了整批工件定位質量和加工質量的不穩定。造成這一問題的原因是由于夾具所提供的定位依據的重復性所致,而不是工件的內孔尺寸質量,工件內孔尺寸大小不一這是客觀存在的,不是問題的原因,它只是夾具重復定位設置碰到內孔尺寸大小不一所造成的定位加工質量后果。
1.2 重復定位的其他不利影響
一般來說,夾具的重復定位設計結構除了會給工件的定位造成上述定位質量不穩定的不利情況外,還會帶來工件在夾具中的裝夾困難和夾緊過程中的不利變形問題。
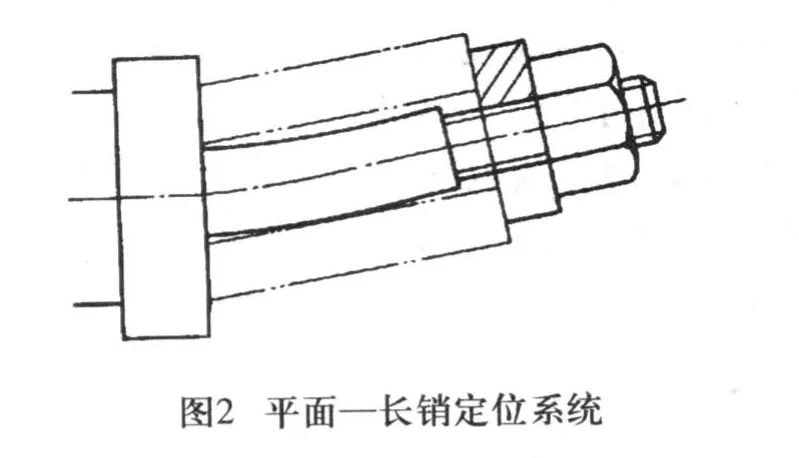
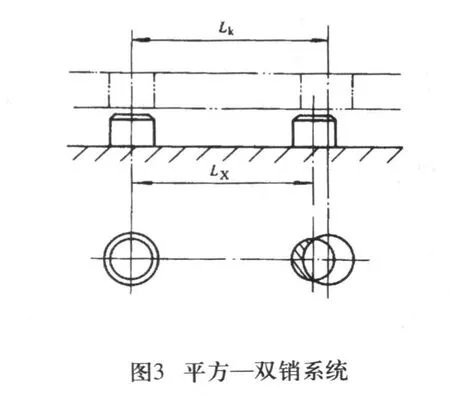
圖2所示工件在上述夾具的平面-長銷定位系統中定位,由于其左端面的垂直度誤差的存在,而造成了工件在夾緊過程中,定位長銷的彎曲變形,影響了定位精度,如果長銷的直徑較大,其彎曲變形很小,往往會導致工件左端面壓不實,會嚴重影響夾緊效果。
圖3所示為箱類工件經常采用的平面-雙銷定位,兩個短圓柱銷和一個大平面形成了夾具七個點的重復定位系統,這種定位方案經常由于工件兩定位孔的孔距誤差較大而形成夾具定位銷與工件定位孔間的相互干涉,造成兩個定位銷的插入困難,其解決方法是采用剛性較差的銷邊銷來取代兩個圓柱銷中的一個,這樣就影響了夾具的剛度。
2 重復定位的改進方法
2.1 整批工件定位質量的解決方法
要解決整批工件定位質量的穩定性,要從夾具的設計本身尋找解決方法,針對平面—長銷重復定位,我們可以采取如圖4所示的幾種辦法來解決,可以將長銷改為短銷;也可以將左側大端面的三點約束改為小平面的一點約束;或者改成浮動端面定位結構。
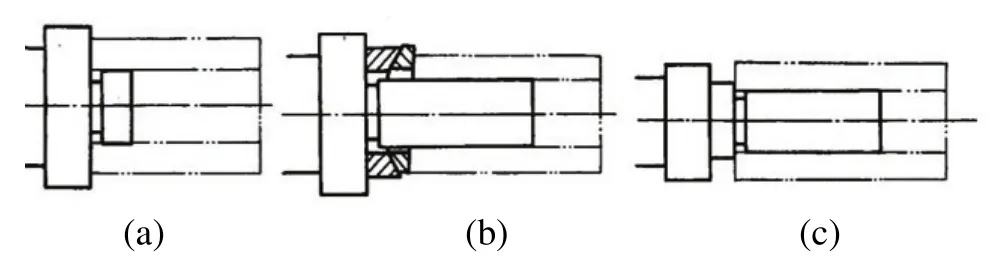
圖4 平面長銷定位的改進
2.2 平面-雙銷定位的解決方法
把定位圓柱銷改為菱形銷,如圖5所示。短圓柱銷相當于兩個點來限制兩個移動不定度,菱形銷相當一個點來限制一個轉動不定度,這樣該定位方式屬于完全定位。這樣,在兩孔連心線方向上仍有減小第二個銷直徑的作用,而在垂直于連心線方向上,由于銷的直徑并沒有減小,因此工件的轉角誤差沒有增加,能保證加工精度。但要注意的是菱形銷橫截面長軸垂直于兩銷連心線。否則,不僅起不到菱形銷的作用,而且轉角誤差反而會增加。
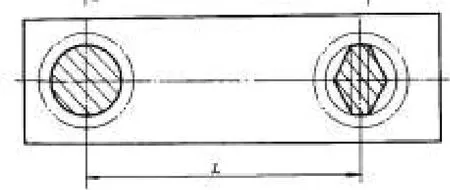
圖5 平面雙銷定位的改進
3 重復定位的應用趨勢
夾具的重復定位結構對工件的定位也有有利的一方面,在重復定位中,我們可以利用夾具的重復定位結構與工件形成更為精密的配合關系,利用工件與夾具定位元件的微量彈性變形來有效地提高二者間的結合剛度,提高工件的承載能力,從而提高加工精度。重復定位可以有效地提高工件的安裝剛度,明顯提高夾具與工件間的接觸剛性,使工件在夾具中的安裝精度得到很大提高,有利于工件承受大的切削載荷。
由前面的分析我們發現,如果能夠有效地控制工件定位表面的加工精度,工件的安裝困難和夾緊變形是可以得到控制和改善的。嚴格控制套類零件兩端面的端面圓跳動誤差,可以有效解決心軸的夾緊彎曲變形和安全夾緊問題。箱體夾具的平面-雙銷定位中,之所以插銷困難,是由于夾具的兩圓柱銷的重復定位造成的,但如果我們對工件上的定位孔的孔距制造誤差加以有效控制,就可以改善插銷困難問題。
在現代機械制造中,已經廣泛采用了數控加工技術,而目前一般數控機床的加工精度可以很輕松地達到1μ,我們前面提到的箱體定位孔如果在數控機床上進行加工,其孔距誤差可以很輕松地滿足5μ—8μ的精度要求,這樣就不再存在后續工序的插銷困難問題,所以,現在我們已經越來越多地看到夾具設計中,重復定位設計方案的應用實例。只要工件的定位表面的加工精度能夠保證工件進行順利的裝夾,現在的許多夾具都在盡可能地采用重復定位來提高工件的安裝剛性。
4 結論
重復定位具有兩重性,一般來說重復定位是有害的,應盡量避免。但在一些情況下又是無害的,甚至是必須的。因此,只有我們的工件定位基準面、夾具的定位元件精度都要求很高時,這種定位才允許,這樣重復定位對提高工件的剛性和穩定性有一定的好處。
[1]胡建新.機床夾具[M].北京:中國勞動社會保障出版社,2001.
[2]李紅英.淺談工件“過定位”的消除方法[J].廣西:裝備制造技術,2009.
猜你喜歡
中學生數理化·中考版(2022年10期)2022-11-10 09:37:42
中學生數理化·八年級物理人教版(2022年12期)2022-02-14 07:08:42
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
石油化工建設(2018年6期)2018-04-22 03:16:54
產品可靠性報告(2017年7期)2017-09-05 09:49:12
中學生數理化·八年級物理人教版(2017年12期)2017-04-18 12:59:38
汽車觀察(2016年3期)2016-02-28 13:16:26
民生周刊(2014年7期)2014-03-28 01:30:54
