基于單片機和PLC控制的自動回轉刀架設計
2012-10-16 10:09:54張曉芳
制造業自動化 2012年20期
張曉芳
(武漢民政職業學院,武漢 430079)
0 引言
機械制造業是制造業中最主要的組成,為用戶設計和提供機械產品。機械制造業在整個制造業中占有極為重要的地位,它利用機器設備供應和裝備國民經濟的各個部門,并促進它們不斷發展。國民經濟的發展在很大程度上取決于機械制造業水平的高低和發展速度。機械制造業屬于傳統行業,經過多年發展積累了豐富的經驗。我國的機械制造業起步較晚,底子薄,其技術還受到別國的封鎖。但是發展速度迅速,目前我國的機械工業規模已經相當大,已經成為一個制造大國,其規模僅次于美國、日本和德國。但是,我國的制造業還存在產品質量不高、技術水平不夠,自主產品少,結構不夠合理等缺點。
數控機床是制造工業中最有前途、最具活力的技術產品。它利用數字電子技術,用計算機控制高速、精密的伺服系統智能化加工工件。它還能聯網,實現從CAD到CAM到CNC。在數控車床中用到的自動回轉刀架能夠在一次裝夾中完成多個工序,從而縮短時間,減少加工誤差。數控回轉刀架是數控車床的一個關鍵部件,其精度和可靠性對數控車床的影響深遠。我們選好刀架后固定在車床的橫滑板上,緊固好底座上的螺栓,再連接好其他的就能馬上投入使用。
1 刀架整體結構和工作原理
1.1 結構設計
自動回轉刀架必須有很好的強度和剛性結構,可以承受切削抗力。它還需要有可靠的定位和合理的結構,保證定位的精度。刀架的自動換刀功能由驅動電路和控制系統完成。
本文采用立式轉位刀架結構,因此選擇蝸桿副減速。蝸桿副傳動能夠改變運動方向,獲得傳動比大,確保傳動的平穩性和高精度,整個裝置小巧靈活。
其上刀體的鎖進玉定位機構選擇端面齒盤,使上下刀體的配合面變成梯形端面齒。當刀架鎖緊時,上下端面齒嚙合,此時上刀體無法繞刀架軸旋轉;進行換刀時電動機正轉,上刀體抬起,等到上下端面齒脫開,上刀體圍繞中心軸轉動,實現轉位。
本文選擇螺桿-螺母副使上刀體抬起,上刀體有內螺紋,電動機帶動蝸桿繞中心軸轉動時,上刀體當作螺母轉動或者上下移動。當刀架鎖緊時,上下刀體的端面齒嚙合,此時上刀體不和螺桿一起轉動,上刀體是向上移動的。當端面齒脫離時,上刀體才和螺桿一起轉動。
1.2 工作原理
本文的自動立式回轉刀架如圖1所示。
1)刀架抬起: 數控裝置發出換刀指令,電機開始正轉,蝸桿軸由聯軸器帶動進行轉動,并帶動蝸輪旋轉,鍵帶動軸進行旋轉,軸上有軸套26,它在套筒24內孔中的槽內進行滑動,舉起上刀架21和上端齒盤20,分開上端和下端齒盤18,完成刀架抬起。
2)刀架轉位: 刀架抬起完成后,軸套26繼續轉動,同時帶動上刀架21轉過90°,當轉過一定角度后,由微動開關3給數控裝置發出信號。
3)刀架壓緊: 微動開關發出使電機反轉的信號,壓縮彈簧15推動定位銷17伸出,上刀架21不隨軸套26回轉,在重力作用下刀架向下移動,上下端齒盤合攏。蝸桿轉動軸向位移,壓縮開關3使得電機停止旋轉,一次轉位完成。
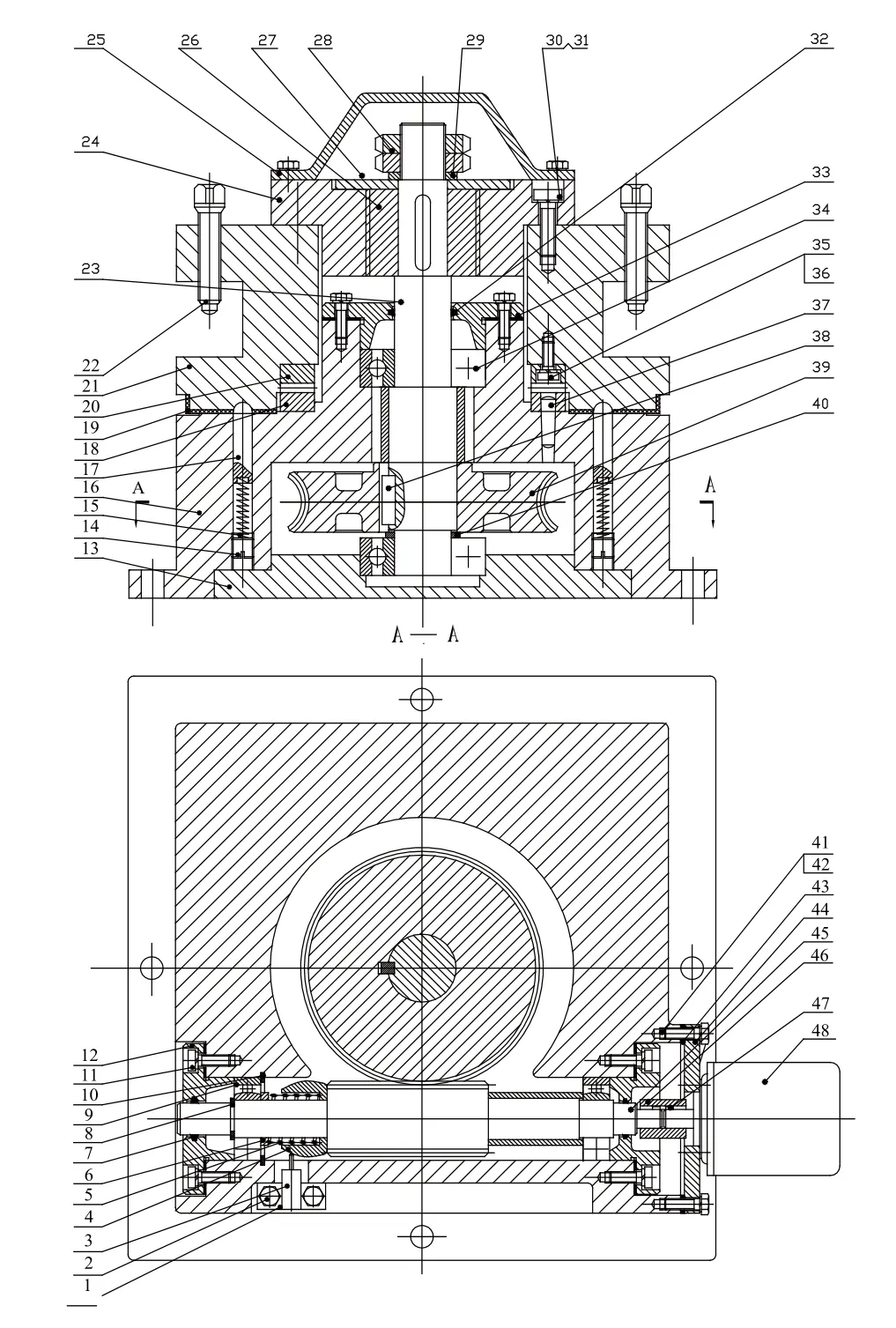
圖1 刀架原理圖
2 主要參數計算
2.1 蝸桿傳動的計算
漸開線蝸桿端面齒廓是漸開線。蝸桿選擇45鋼,其螺旋齒面淬火,硬度范圍45~55HRC,表面耐磨性提高;蝸輪轉速比較低,對耐磨性要求高,選擇鑄錫磷青銅ZCuSn10P1。
設計閉式蝸桿傳動, 設計按照齒面接觸疲勞強度,校核齒根彎曲強:
1)蝸輪上的轉矩: T2

2)計算載荷系數K

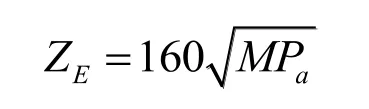
3)彈性影響系數: ZE
配合鑄錫磷青銅渦輪和鋼蝸桿:
4)確定接觸系數: Zp
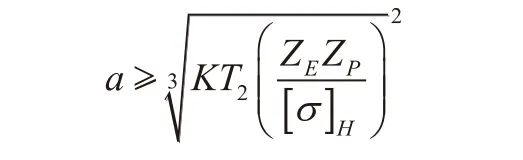
蝸桿分度圓直徑d1和中心距a的比值:

應力循環次數N=60jn2Ln壽命為 12000h ,每次渦輪轉動一次,輪齒嚙合次數:
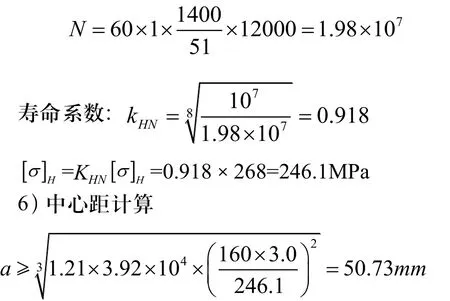
i=50,取模數m=1.6mm,分度圓直徑d1=20mm,接觸系數,表明計算結果可以被用。
2.2 蝸桿軸支承
蝸桿軸溫度高、跨距較大,熱伸長量也較大,采用一端固定、另一端游動支承和兩端游動支承。工作室電機、有正轉和反轉兩種情況,蝸桿軸能夠雙向移動,選擇兩端游動的軸系結構。嚙合傳動時,軸左右移動,要求齒受力均勻,允許軸系左右小量軸向移動,所以選用圓柱滾子軸承。
2.3 蝸輪蝸桿幾何尺寸計算
蝸桿齒頂圓直徑:

蝸桿齒根圓直徑:

蝸桿齒寬:
1852年9月至11月,太平天國大軍攻打長沙,南城墻及天心閣、妙高峰下的城南書院(湖南第一師范前身)、河西的岳麓書院,均遭到嚴重破壞。劉崐上任后,首先就修復了當時的南城門天心閣及一段古城墻,設炮臺九座,增建月城,使古城墻成半環拱式內雙城格局,天心閣至今仍是長沙的古城標志。

蝸輪喉圓直徑:

蝸輪齒根圓直徑:

蝸輪咽喉圓半徑:

蝸輪齒寬:

蝸輪輪緣寬度:
蝸輪頂圓直徑

3 電器控制設計
3.1 硬件設計
3.1.1 收信電路
發信盤上有4個開關, 3個引腳,第1腳接電源+ 12V,第2腳接地線,第3腳為4刀位輸出。轉位開始時刀臺旋轉帶動磁鐵也跟著旋轉,轉到磁鐵對準一個開關的時候,第3腳輸出端輸出低電平;離開時輸出高電平。4個開關輸出的4個刀位T1!T4分別送至4只光耦合處理,通過光電隔離信號再送至I/O接口芯片的PC4! PC7。
3.1.2 發信電路
采用PLC控制的輸入輸出配置。圖2為 PLC控制輸入輸出接線,圖3為梯形圖。利用PLC的繼電器X401和X402的常閉接點,達到雙重互鎖的目的。按下正向按鈕SB1,繼電器X401的常開觸點閉合,輸出繼電器Y431線圈被接通并且自鎖,接觸器KM1吸合,同時Y431閉合,輸出繼電器Y430接通,得電吸合,電動機正向穩定運行。按下反轉按鈕SB2,輸入繼電器X402常閉觸點斷開, KM失電釋放,Y431的常開觸點斷開Y430線圈,KM失電釋放,有效熄滅電弧,防止反轉換接時相間短路。輸入繼電器X402的另一觸點閉合,接通Y432的線圈, KM2得電吸合,電動機得到反向運行。
電動機停機時,按下按鈕SB3,X400觸點斷開M100;過載時熱繼電器觸點FR動作,X403斷開M100。以上兩種情況都能使電動機停止工作。
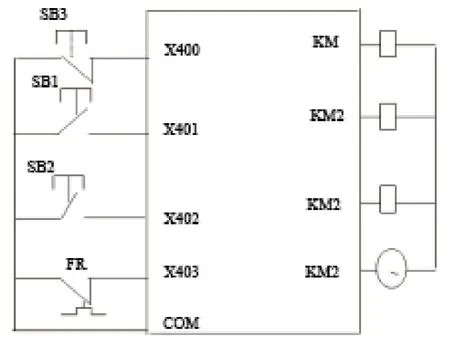
圖2 PLC控制輸入輸出接線
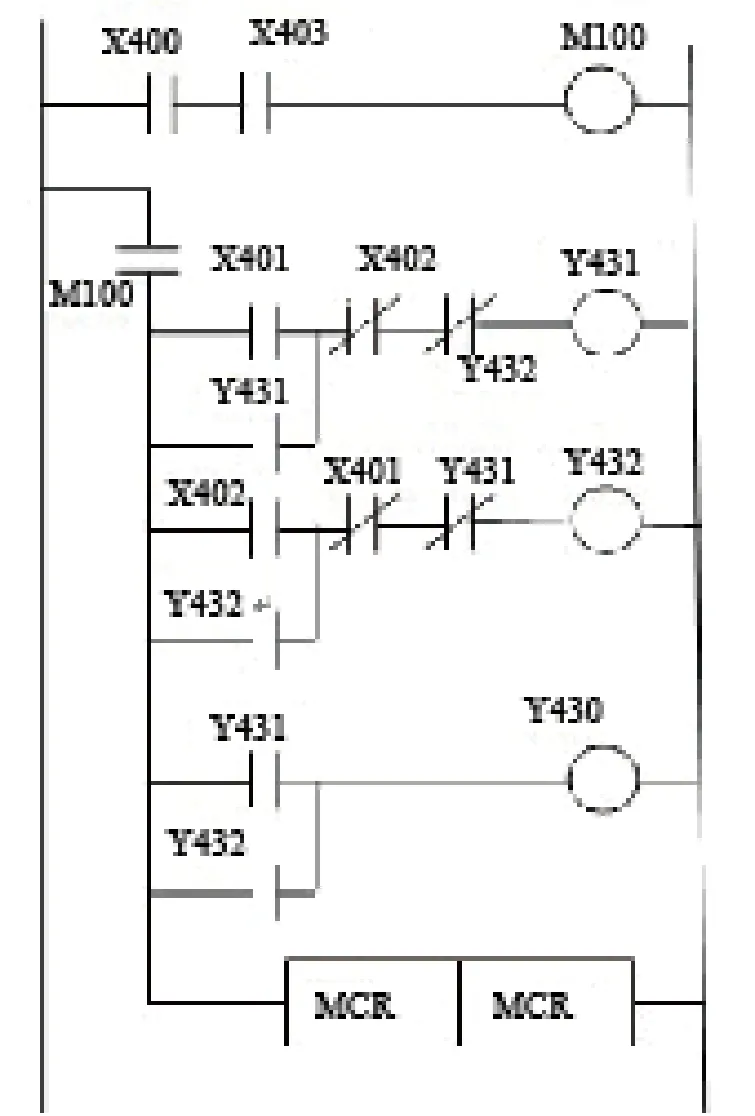
圖3 梯形圖
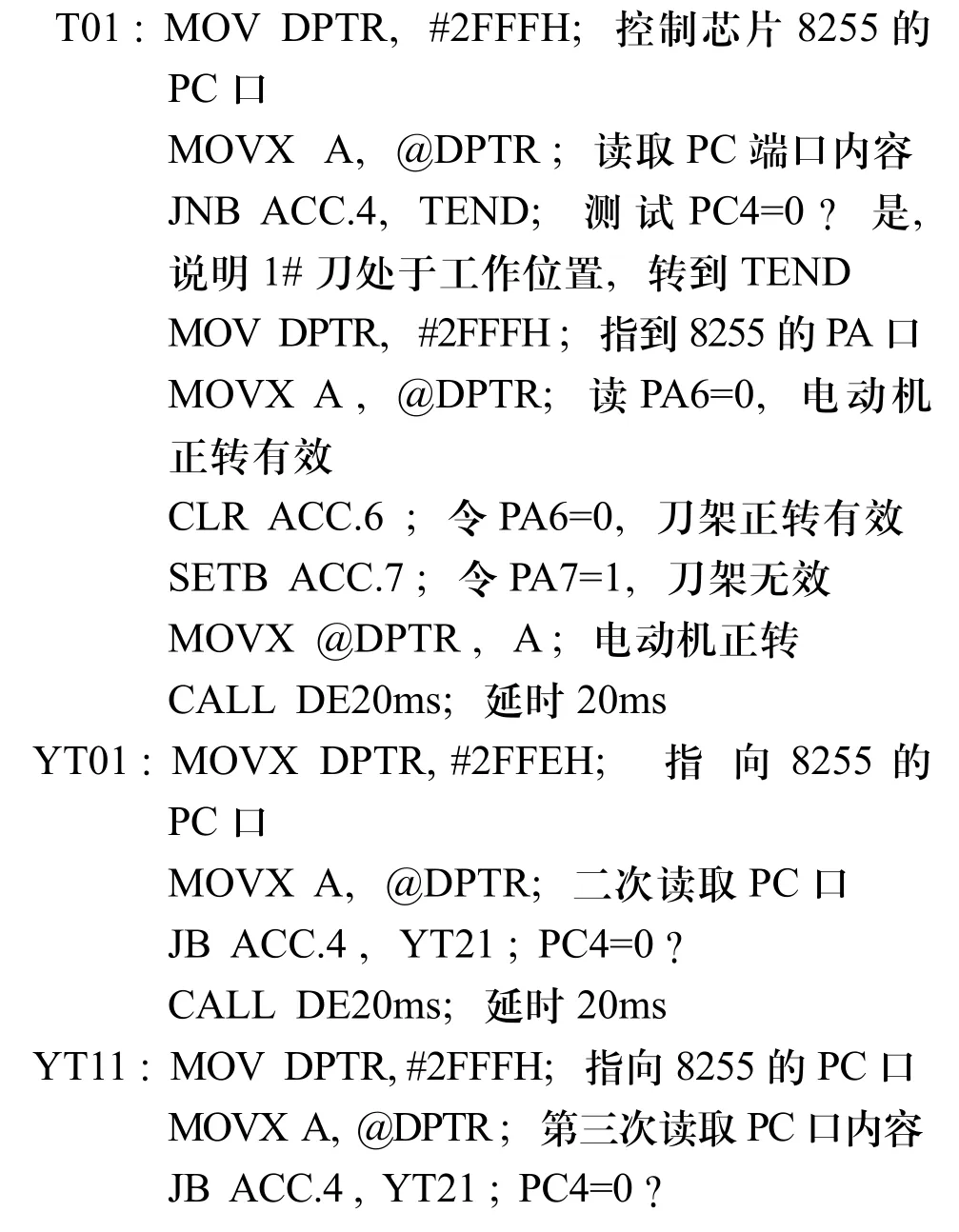
3.2 軟件設計
本文控制系統的CPU選用單片機AT89C51,作為自動回轉刀架的收信和發信控制選擇8255芯片,現在已知8255芯片的控制口2FFFH。PA6、PA7口控制正轉和反轉,程序段:

4 結束語
經濟型數控機床價格低適合我國市場需要,是當前的主流產品。數控車床在工件一次裝夾中實現多工序加工,以減少誤差、縮短時間,而帶有自動回轉刀架。刀架要求具備很好的剛度和堅硬的強度、合理的結構等使其能高精度重復定位。它通過驅動電路和控制系統實現其功能。自動回轉刀架在數控車床中占有極其重要的地位。
[1]于駿一, 鄒青.機械制造技術基礎[M].北京: 機械工業出版社.2003.
[2]張建民, 等.機電一體化系統設計[M].北京: 高等教育出版社[M], 2009.
[3]宋德玉, 等.可編程序控制器原理及應用系統設計技術[M].北京: 冶金工業出版社, 2006 .
[4]應雷. 淺談我國機械制造業的困境和發展戰略對策[J].科技資訊, 2010, (27) : 112.
[5]James V.Valentino, Joseph Goldenberg.Introduction to Computer Numerical Control.2nded.R.R.Donnelley&Sons Company, 2000.459.
猜你喜歡
電腦報(2020年35期)2020-09-17 13:25:53
當代工人(2020年8期)2020-05-25 09:07:38
制造技術與機床(2019年12期)2020-01-06 03:17:48
電腦報(2019年40期)2019-09-10 07:22:44
小溪流(畫刊)(2017年12期)2018-01-10 16:07:29
制造技術與機床(2017年4期)2017-06-22 11:18:05
科技知識動漫(2016年8期)2016-07-29 20:40:09
兒童故事畫報·發現號趣味百科(2015年12期)2016-01-25 00:41:49
制造技術與機床(2015年10期)2015-04-09 07:05:42
裝備機械(2015年1期)2015-02-28 22:19:52
