機械加工過程中的深孔加工方法分析
2012-10-19 12:04:04黑龍江省鶴崗市斯達公司王懷江
河南科技 2012年16期
關鍵詞:測量
黑龍江省 鶴崗市斯達公司 王懷江
在機械加工中,深孔是指孔深與孔直徑之比L/D為5 ~ 10的孔。深孔加工屬于機械加工難點,其工藝復雜,一般采用半封閉式切削加工的形式,加工中的散熱、冷卻和排屑是需要重點解決的問題。
一、深孔加工的工序特點
1.要判斷切削過程是否正常。不能通過查看刀具的切削狀況,只能根據經驗產看儀表、聲音以及看切屑等外部的現象來進行判斷。
2.支撐和導向的重要性。由于深孔自身長徑較大,要求使用的鉆桿很細,因而在加工過程中容易出現振動和走偏的情況,需要使用支撐和導向,以保證深孔加工的精準性。
3.切削排屑較為困難。在深孔加工過程中,由于排屑空間有限,可能造成刀具的損壞,因此,要強制排屑。如果切屑熱太大,會對刀具和零件造成影響,要采取有效的冷卻方式。
二、深孔加工的具體方法
1.刀具的選擇。根據零件的自身的特性,從各方面綜合考慮選擇合適的刀具。為了避免出現工件脫落情況的發生,要選擇與螺紋胎具螺紋反向的右手刀具;盡量選擇刀具的形狀及切削槽形中切削力最小的,以減少對零件剛性的影響;刀尖的圓弧要適中,因為圓弧過大會產生顫紋,若圓弧過小,則刀尖容易損壞,影響了刀具的使用壽命;在刀桿的選擇上,要選擇內冷卻的形式,以保證加工的過程中可以使零件得到充分的冷卻。
2.內孔的測量。根據零件的各參數和精度,在表面粗糙程度的計算公式Ra=50f2/r基礎上,結合刀具手冊找到對應的切削參數,就可以得到對應的數值。在對零件加工的過程中,要時刻注意刀片的磨損程度,及時更換磨損刀片,減小對零件產生的不良影響,避免出現螺紋胎具與工件的“研死”。若采用內徑三爪千分尺對內孔進行測量,會存在更大的誤差,而且在測量的過程中還可能會使內孔產生劃痕。為解決這一問題,可以使用氣動測量儀進行測量,其測量精度能夠精準到0.001 mm,而且以氮氣為主要能源,一般不會對內孔造成影響,且精度很高。
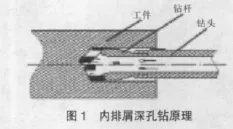
3.內排屑鉆孔。在進行內排屑深鉆孔加工過程中,要保證零件的表面質量,就要提高刀具的進給量,使用切削液的壓力值要在2 ~ 6 MPa,深孔加工的過程中一般采用了復合油或者礦物油作為冷卻液,冷卻液用完之后還要經過磁性分離器凈化。由于在深孔加工的過程中排除切屑的路程比較長,所以就要利用冷卻液的流速給切屑提供動能,一般速度為8 ~ 10 m/s,加工的孔越大,冷卻液的流速就越大。使用的深孔鉆的切削量為v=60 ~ 120 m/min,f=0.03 ~ 0.25 mm/r,切削的液壓力為 0.49~ 2.9 MPa,流量大小為50 ~ 400 L/min。同時為了保證深孔加工的正常進行,冷卻液的溫度要控制在45 ~ 50℃。利用輸油器可以保證切削液進入到切削區,能夠在深孔加工的過程中使切削液發揮出相應的作用。所以采用了上述的排屑措施,能夠提高鉆孔的準確度。
三、深孔加工中注意的問題
1.冷卻方式及排屑問題。在切削方式上要選擇刀桿內冷卻與刀座外冷卻相結合的方式,使用的切削液要使用水溶劑極壓切削液,這樣更能保證冷卻的效果達到最佳效果。在進行外冷卻的過程中要將切削液與刀尖的部位一致,就能夠將刀尖與零件接觸的部位快速的冷卻,避免了在加工切削的過程中切削熱對零件產生的不良影響。由于深孔的長徑比較大,所以在進行鏜孔的過程中,在半精車、精車的每個加工環節都要暫停檢查,將切屑及時的清理干凈,避免切屑纏繞在刀桿上對零件產生劃痕,嚴重的可能使刀尖斷刃。
2.深孔加工中的誤差。將螺紋車胎旋入到機床中,然后利用扳手將其固定好,通過在百分表的測量下,使工件的徑向圓跳動與端面圓跳動不能超過0.002 mm,為了防止在加工的過程中刀具的切削力太大,切削不穩定的狀況,就要在沒加工十件就要用百分表測量一次,這樣就可以避免螺紋胎具產生位移,對加工的零件精度產生影響。同時還要保證在加工的外圓、端面槽時,要控制切削的速度、進給量不能太大,避免對端面槽和外圓上產生振紋;在加工內孔時,由于鏜孔道與內孔直徑距離很近,所以就要用百分表測量出道具的垂直位置;在精加工的過程中要排屑干凈,避免切屑對零件盒刀桿產生的影響,對深孔精加工的過程中要加工余量要控制在0.06 ~ 0.1 mm之間。在以上所有的加工環節中都要對切屑形狀、內孔表面粗糙度以及刀尖的使用情況進行及時的檢查,保證機床的所有設備處于正常的運行狀態,還要及時的更換刀片,確保零件加工的質量。
四、結論
隨著企業的快速發展,對加工材料的多樣化需求不斷增加,像高溫合金、不銹鋼以及鈦合金等難加工的材料被廣泛地應用于各行各業當中。在對這些材料加工的過程中,一定要分析出不同材料中存在的加工差異性。在目前大多數使用了數控車加工的方式,在深孔加工的過程中可以更加保證零件的加工精準性,同時也提高了工作效率。隨著機械加工技術的不斷發展,要不斷引進先進的設備,不斷提升零件的加工質量。
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00
