高速雙螺母滾珠絲杠副軸向接觸剛度研究*
2012-10-23 07:50:50何紀承榮伯松張海水劉少輝宋現春
制造技術與機床 2012年8期
關鍵詞:變形
何紀承 宋 健 榮伯松 張海水 劉少輝 宋現春
(①山東建筑大學機電工程學院,山東濟南250101;②山東大學數學院,山東濟南 250101)
伴隨數字化控制技術的廣泛應用,我國滾珠絲杠的發展正在不斷走向高速、高精、低碳的新時代[1]。大導程滾珠絲杠成為高速化的重要途徑之一,作為機床的關鍵功能部件,高速化的同時必須保證加工精度。滾珠絲杠副的軸向剛度是定位精度的重要影響因素,尤其是在機床的傳動系統中,滾珠絲杠副的軸向剛度是比較薄弱的環節[2],因此對高速滾珠絲杠副軸向剛度的研究具有重要的理論和現實意義。本文對雙螺母預緊結構的KD4020-3型的滾珠絲杠副進行了研究,提出了不同因素對有預緊的滾珠絲杠副軸向剛度的影響,其結論不失一般性,可以作為其他普通滾珠絲杠的理論參考。
1 雙螺母預緊結構滾珠絲杠副的受力分析
為消除滾珠絲杠副的軸向間隙,提高它的軸向剛度,通常采用雙螺母預緊結構。圖1為雙螺母墊片預緊滾珠絲杠副的工作原理圖。通過墊片使螺母A、B與絲杠滾道面分別在A、B點接觸,且接觸角方向恰好相反。
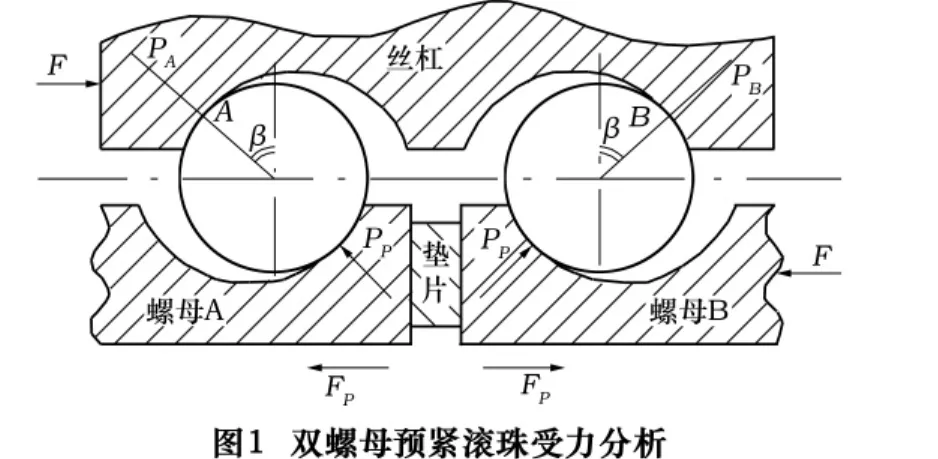
螺母A、B與絲杠滾道面的法向壓力分別為PA、PB,墊片的預緊力為FP,法向預緊力為PP。滾珠數目為Z,螺旋升角為λ,接觸角為β,則有:

在軸向工作載荷F=0時,PA=PB=PP。
在軸向工作載荷F≠0時,如圖1所示,若螺母A在F作用下接觸點彈性變形增大,則絲杠滾道面的法向壓力也將增加一個附加法向力P1,相反螺母B減小一個法向力P2。于是有:

根據絲杠副的靜力平衡條件:

整理后有

令P=P1+P2,有

由式(5)就可以看出P就是在工作載荷F作用下的單個螺母的平均法向力[3]。
2 雙螺母預緊條件下滾珠絲杠副的彈性變形
2.1 不承受負載時的彈性變形
由于預緊力的作用,無負載時滾珠絲杠副也會產生軸向變形。在預緊力FP的作用下,螺母和墊片都發生變形,但由于是面接觸,其軸向變形量相對于滾珠與滾道之間的接觸變形量可忽略不計[4]。由于兩個螺母的預緊法向力相同,故其軸向接觸變形δP也相同,為

式中:K'為與幾何尺寸、材料有關的常數。

式中:μ1、μ2為絲杠和螺母的泊松比;E1、E2為絲杠和螺母的彈性模量;Ks(e)、Kn(e)為絲杠和螺母與滾珠接觸處對偏心距e的第一類完全橢圓積分;mna、msa為絲杠和螺母與滾珠接觸處的橢圓長半軸系數;ρn、ρs為絲杠和螺母滾道的主曲率。由式(1)與式(6)得

這里K就是軸向接觸變形系數。
2.2 承受負載時的彈性變形
在軸向工作載荷F的作用下,設螺母A上單個滾珠所承受的總法向力為PA,則在PA作用下對應的螺母A在A點處的軸向變形量δ為:

軸向工作載荷F所產生的軸向變形量δA應為

所以有:
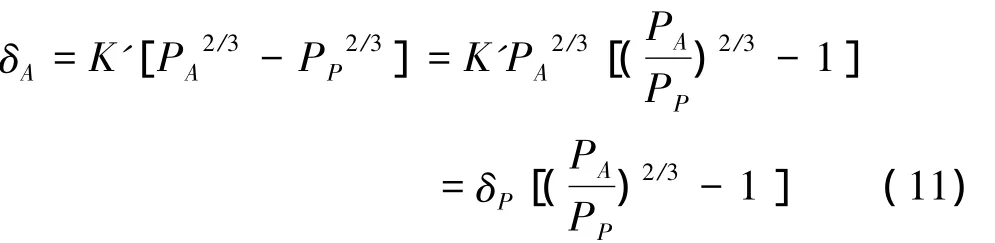
將上式變換后,可得:

將式(2)代入式(12)則有

將式(13)后兩項分別采用冪級數展開并取前兩項有:
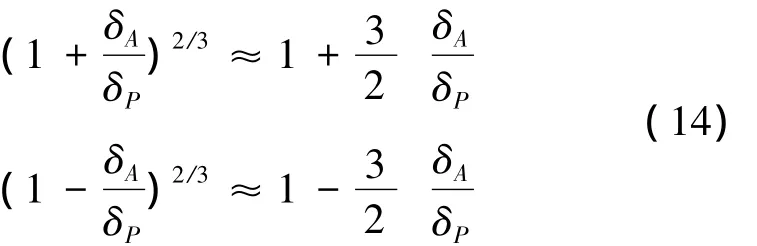
這樣式(13)可表示為

由此證明了很多技術資料中雙螺母預緊滾珠絲杠副變形曲線接近線性關系[5]。
3 雙螺母滾珠絲杠副的剛度
由式(15)得:

將式(6)、(7)代入式(16)得
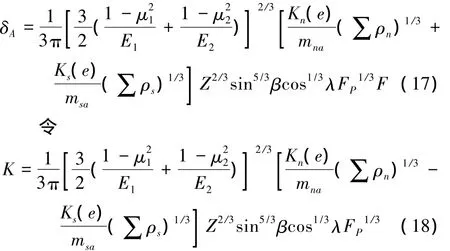
K即為滾珠絲杠副的軸向剛度。
從上式可知雙螺母滾珠絲杠副的軸向剛度受滾珠個數、接觸角、螺旋升角、預緊力的影響。
需要指出的是,預緊以后的滾珠絲杠副僅僅減少了負載引起的接觸變形,并沒減少螺母與滾道面的接觸變形,反而由于預緊使變形量增大了[6]。
4 雙螺母滾珠絲杠副剛度影響因素分析
下面對KD4020-3滾珠絲杠副剛度影響因素進行分析。KD4020-3滾珠絲杠副的具體參數[7]如表1所示。
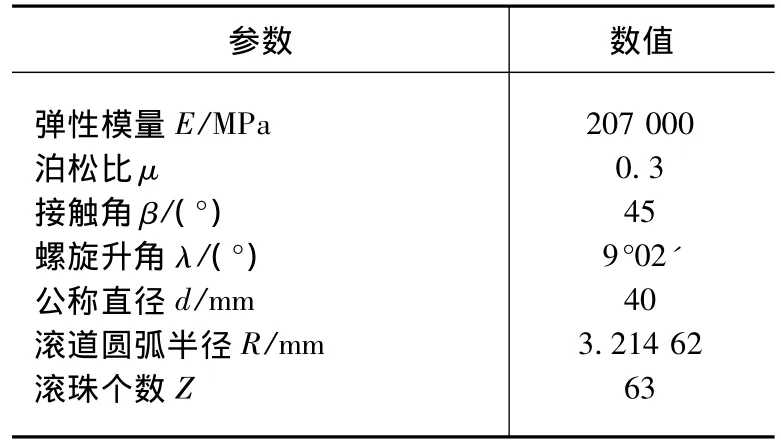
表1 KD4020-3滾珠絲杠副參數
4.1 負載對雙螺母滾珠絲杠副剛度的影響
假設雙螺母滾珠絲杠副承受的預緊力為10 kN,軸向載荷在1 kN到80 kN之間,根據式(18)得到的接觸剛度隨載荷的關系曲線如圖2所示。

由式(15)可知接觸變形與載荷基本成正比,即負載越大變形越大,而剛度值基本保持不變。但是由于接觸面的影響,隨著負載從1 kN到80 kN變化時變形量的增大導致剛度略有下降。從780 N/μm減小到760 N/μm,基本保持穩定,由此就保持了較好的定位精度。
4.2 預緊力對雙螺母滾珠絲杠副剛度的影響
預緊力是單雙螺母滾珠絲杠副最大的區別。不同的預緊力下雙螺母滾珠絲杠副的剛度隨負載的變化如圖3所示。
由圖3可知提高雙螺母滾珠絲杠副的預緊力可以明顯提高工作過程中的軸向剛度和定位精度。但是預緊之后的滾珠絲杠副僅僅減小了因為負載引起的彈性變形,并沒有減小滾道與滾珠之間的彈性接觸變形,反而比沒有預緊的單螺母滾珠絲杠副增大了。所以雖然較大的預緊力可以提高軸向剛度,但也會因為接觸應力和變形的過大而降低產品的壽命。

4.3 接觸角對雙螺母滾珠絲杠副剛度的影響
在螺紋滾道的法向截面內,滾珠中心和滾道接觸點的連線與螺紋滾道軸線垂線的夾角稱為接觸角(如圖1的β角)。取預緊力為2 kN時,軸向剛度隨接觸角從30°增大到70°時的變化趨勢如圖4所示。
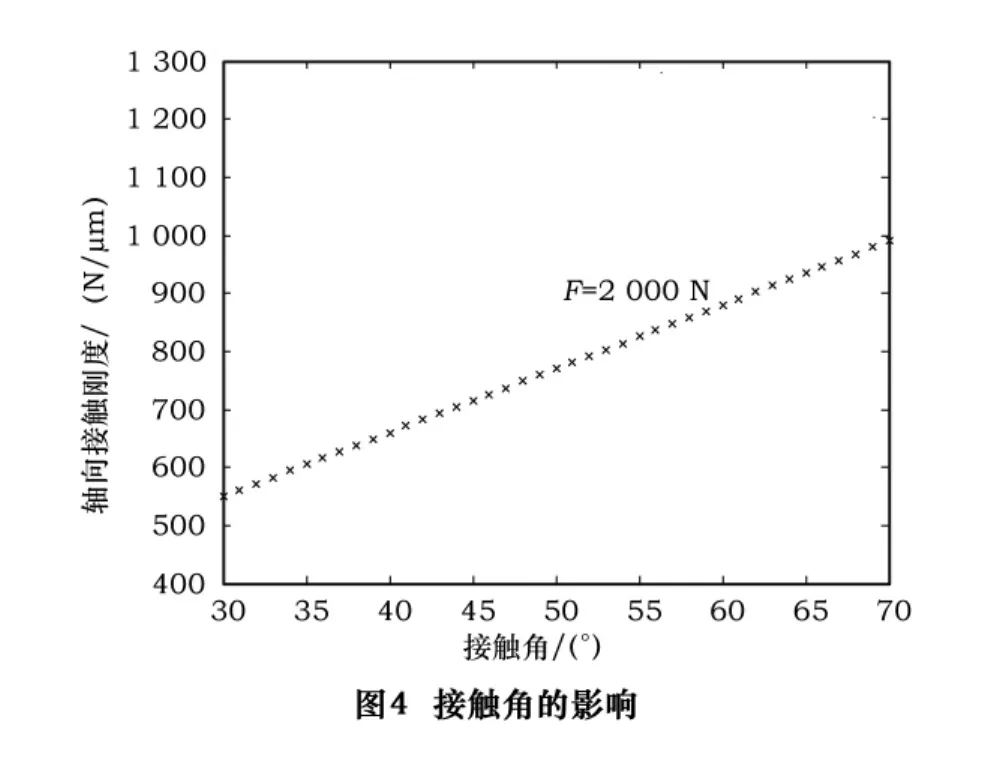
接觸角對滾珠絲杠副性能有很大的影響,滾珠絲杠副的承載能力隨接觸角β變大而增大。反之,接觸角β越小,絲杠能承受的軸向力越小,同時會使得徑向力增大而降低產品的使用壽命。所以從有利于傳動、承載性能和滾珠流暢性等的觀點來看,目前國內外常采用的標準接觸角為β=45°。
4.4 螺旋升角對雙螺母滾珠絲杠副剛度的影響
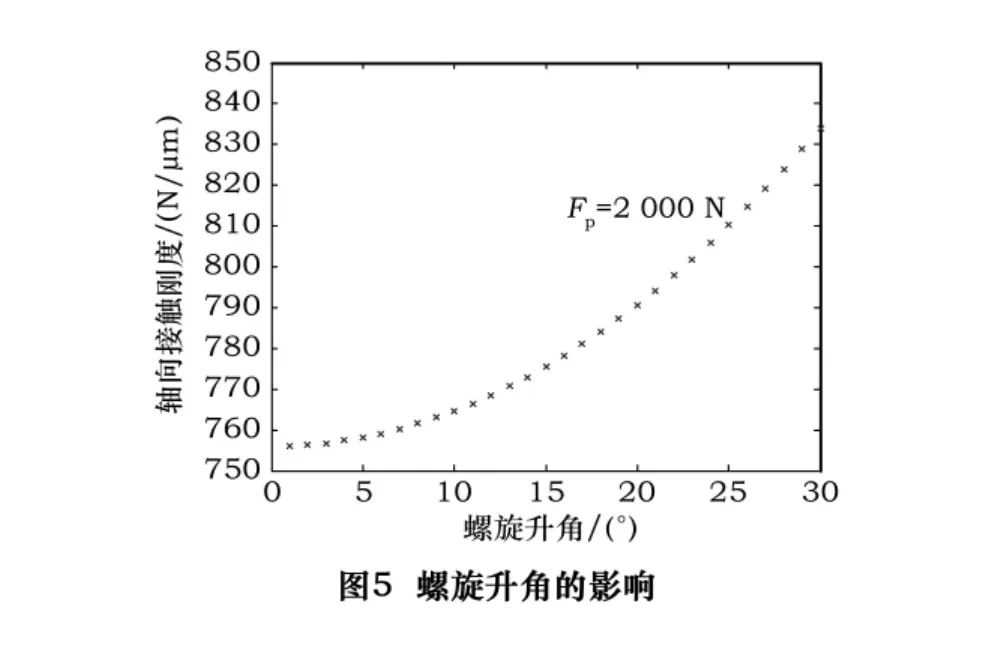
螺旋升角是滾珠絲杠高速化的一個重要參數,為了適應高速化的要求,大部分高速絲杠都有較大的導程,必須通過提高滾珠絲杠的螺旋升角來實現。取預緊力為2 kN,軸向剛度隨螺旋升角從4°增大到25°時的變化趨勢如圖5所示。
從圖5可以看出隨螺旋升角的增大軸向剛度明顯提高,且螺旋升角的增大也提高了絲杠的進給速度,但卻會加大滾珠絲杠的導程誤差,使高精度進給的難度增加。所以適當加大螺旋升角可在兼顧精度的前提下提高滾珠絲杠副的剛度和進給速度。
5 結語
雙螺母滾珠絲杠副的軸向接觸剛度受接觸角和預緊力的影響較大,適當加大預緊力或者增大接觸角可明顯改善滾珠絲杠傳動系統的剛度,但過大的預緊力或接觸角也會使運轉過程中的磨損加劇。螺旋升角的增大也會提高滾珠絲杠的軸向剛度,同時提高進給速度,適應了高速化的要求。該結論對其他型號的滾珠絲杠也適用,能夠為新型滾珠絲杠的優化設計提供理論參考。
[1]曲岳陵.高速化與高負荷滾珠絲杠之研究對策[J].世界制造技術與裝備市場,2004(3):68-71.
[2]喻忠志.我國滾動功能部件產業現狀分析[J].制造技術與機床,2004(4):92-94.
[3]杜平安.滾珠直旋副滾道彈性接觸分析[J].電子科技大學學報,1994(3).
[4]程光仁,施祖康,張超鵬.滾珠螺旋傳動設計基礎[M].北京:機械工業出版社,1987.
[5]宋現春,劉劍.高速滾珠絲杠副綜合性能試驗臺的研制與開發[J].工具技術,2005,39(3):34-36.
[6]張玉清.基于STC89C52單片機的滾珠絲杠副剛度檢測系統[J].山東建筑大學學報,2009(2).
[7]曹建國,陳世平.實現滾珠絲杠螺母副高速化的技術措施[J].機床與液壓,2005(5):54-55.
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
