殼體類零件氣動鉚壓裝配機床設計開發
2012-10-23 07:51:18楊孟濤金紅偉王曉梅楊永剛
制造技術與機床 2012年8期
關鍵詞:設計
楊孟濤 金紅偉 王曉梅 楊永剛
(①重慶科技學院,重慶401331;②農業部農業機械試驗鑒定總站,北京 100122)
鉚壓裝配是除螺釘連接外的第二大裝配連接方式,具有設備簡單、工裝調整方便、生產成本低廉等特點,是機械、五金、儀表、電子、電器等行業最基本的裝配工藝[1]。但當前各企業的鉚壓設備基本都是采用直線方向壓力作用的方式。對于需要從圓周或周邊進行鉚壓裝配的殼體類零件,多數仍使用手工或半機械化的操作方式,加工精度和效率無法適應大規模、自動化生產線的要求。
為了滿足自動化生產線需要從圓周或周邊進行鉚壓裝配的殼體類零件的工藝要求,我們設計開發了一種新型的氣動鉚壓裝配機床,如圖1所示。機床機構靈活、緊湊、自動化程度高、性能穩定、鉚壓精度高、調整方便、維護簡單。機床在企業使用已有近一年時間,完全滿足客戶需求。該機床新穎的機械結構設計已申請國家專利。現將機床設計開發心得與業界同仁分享,大家共同提高。
1 機床機械結構設計
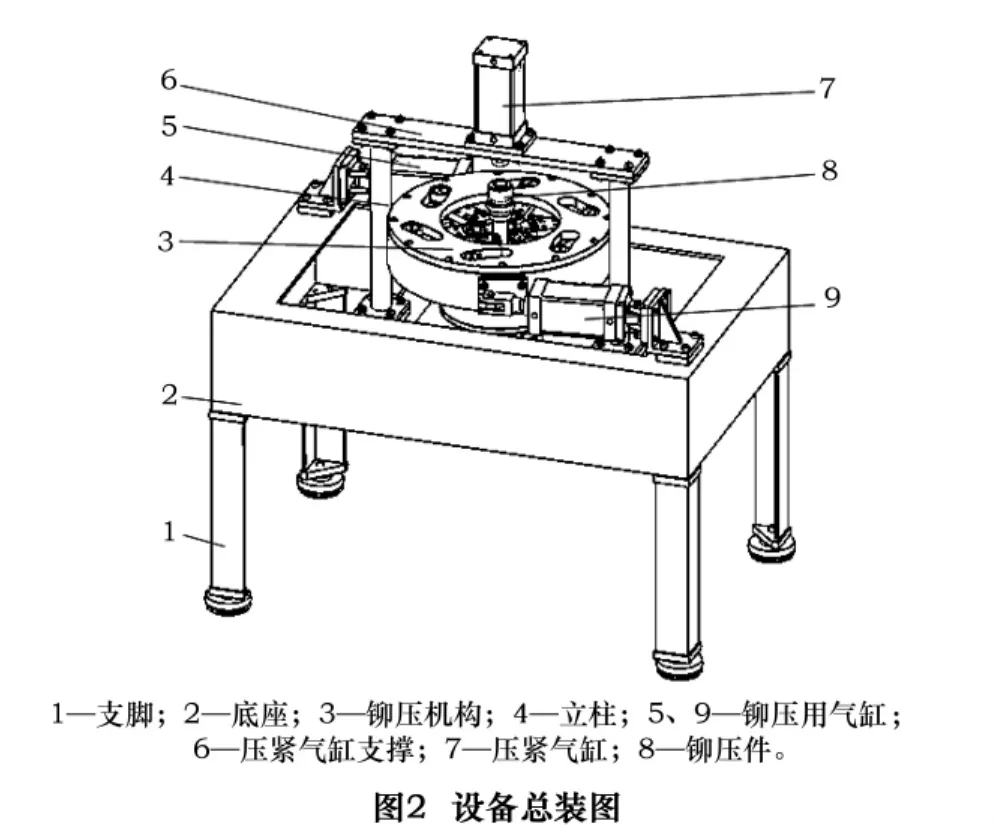
該機床主要由臺架、壓緊機構、鉚壓機構組成,如圖2、3所示。
臺架由支腳和底座組成。底座采用型鋼焊接機架形式,具體可根據鉚壓件的大小、鉚壓力的要求進行設計。
鉚壓件由鉚壓件殼體和鉚壓件主體兩部分組成。殼體蓋在主體上,鉚壓刀片從周邊施加壓力,使殼體產生徑向的變形,與主體鉚接在一起。
壓緊機構中的立柱、壓緊氣缸支撐板、壓緊氣缸呈剛性連接,固定在底座上。鉚壓件安裝在中心托桿上,當壓緊氣缸活塞桿伸出時,通過安裝在其前端的尼龍套(尼龍套起緩沖、減振的作用,并且更換方便)把鉚壓件殼體和鉚壓件主體壓緊,完成預裝配。由于中心托桿、無油襯套、彈簧安裝在中心軸軸孔中,隨著鉚壓件的壓緊,推動中心托桿在無油襯套中滑動,向下壓縮彈簧,使鉚壓件下沉到鉚壓位置。在鉚壓完成以前,壓緊氣缸活塞桿一直保持伸出狀態,保證后面鉚壓裝配的順利進行。待鉚壓完成后,壓緊氣缸活塞桿回退,彈簧復位,中心托桿和鉚壓件上升到初始位置。調節螺栓和鎖緊螺母用于調節中心托桿下沉的深度,該深度由鉚壓件需要鉚壓的位置決定。
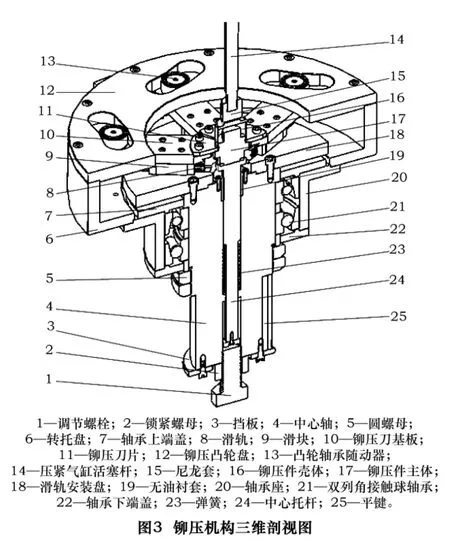
鉚壓機構整體安裝在底座上。兩只鉚壓用氣缸的缸體后部都鉸接在底座上,兩只氣缸的活塞桿鉸接在轉托盤上。由于轉托盤、鉚壓凸輪盤、軸承座、軸承上端蓋、軸承下端蓋呈剛性連接,它們隨著兩只鉚壓用氣缸活塞桿的伸出沿雙列角接觸球軸承作圓周方向旋轉。機構中滑軌、滑軌安裝板、中心軸呈剛性連接,中心軸安裝在底座的軸孔中,通過平鍵限制了其在圓周方向的旋轉。又由于凸輪軸承隨動器、鉚壓刀基板、鉚壓刀片、滑塊呈剛性連接。這樣隨著鉚壓凸輪盤的旋轉,其上的六個仿形曲面滑槽帶動六套凸輪軸承隨動器、鉚壓刀片隨著滑塊向鉚壓件軸心方向作同步直線運動,在鉚壓件殼體周邊施加壓力,并使其產生形變,和鉚壓件主體鉚接成一體,完成鉚壓裝配。
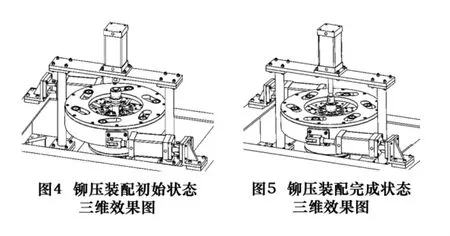
鉚壓完成后,依次退回鉚壓用氣缸活塞桿,使鉚壓刀片回退。回退到位后,再回退壓緊氣缸活塞桿,依靠彈簧的反力,使中心托桿和鉚壓件上升,即可取出裝配好的鉚壓件。
鉚壓裝配初始和完成狀態的效果圖如圖4、5所示。
2 機床氣路設計
機床氣動原理圖如圖6所示。為了保證兩只鉚壓用氣缸同步運動,兩只氣缸共用一套氣源處理三聯件和五通二位氣控閥。
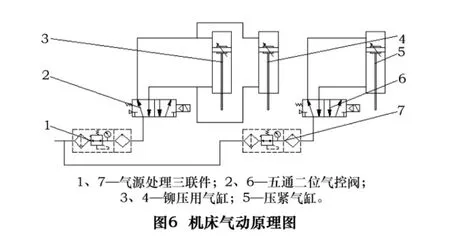
如果鉚壓裝配需要的壓力更大,可以采用液壓驅動系統。
3 機床電氣控制系統設計
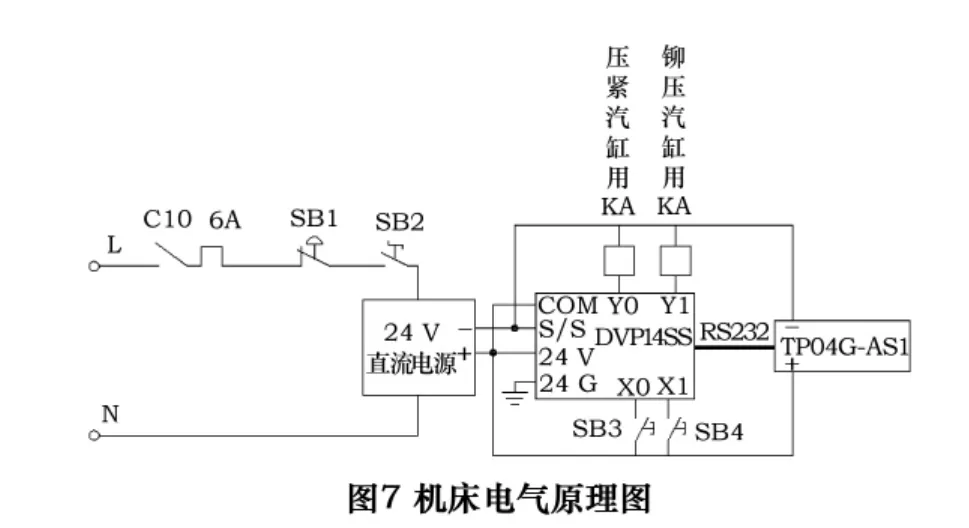
3.1 機床電氣設計
圖7所示為機床電氣原理圖。PLC采用臺達DVP14SS標準型,文本編輯器是臺達 TP04G-AS1,PLC和文本編輯器之間通過RS232通信[2],PLC通過輸出端控制中間繼電器KA,實現對壓緊氣缸和鉚壓氣缸用氣控閥的換向。
3.2 機床控制系統軟件
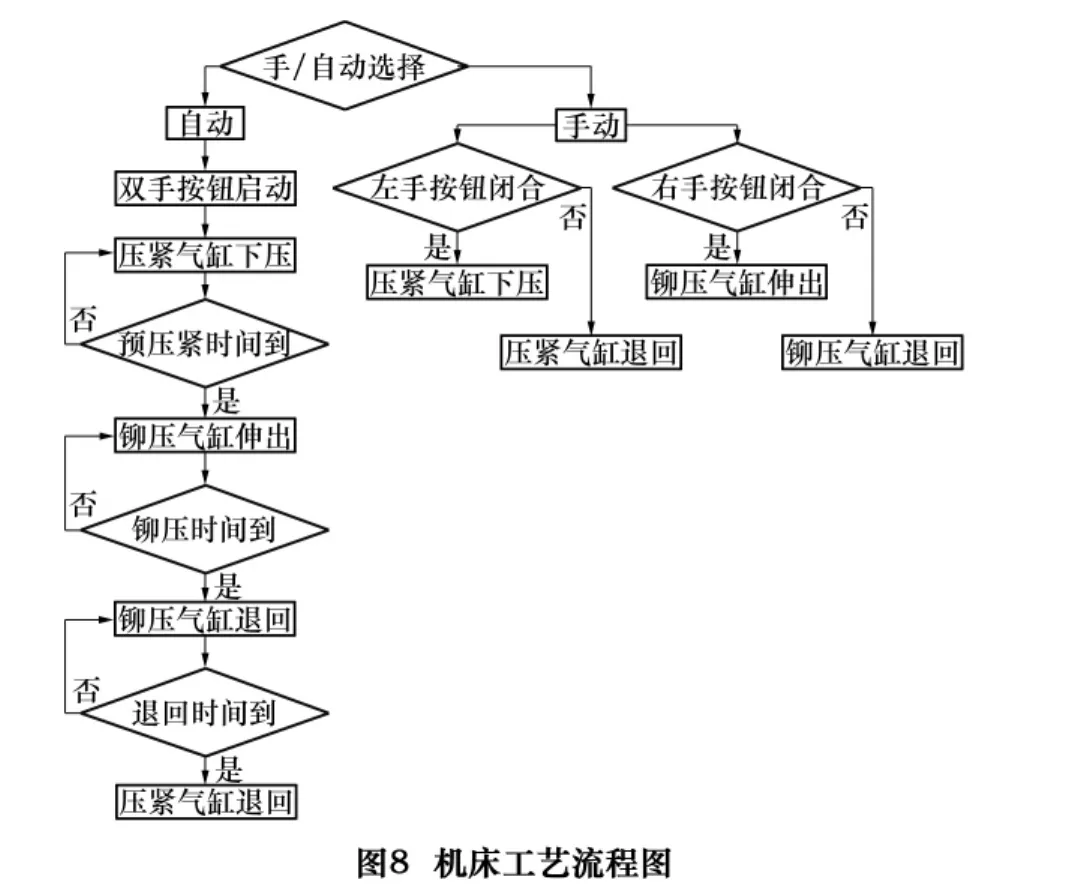
3.2.1 控制流程
圖8所示為機床工藝流程圖。鉚壓裝配機床有手動/自動兩種工作方式。手動方式主要用于機床的調整、維護。按鈕SB3、SB4保持按下,則分別使壓緊和鉚壓氣缸保持動作,松開按鈕后相應的氣缸活塞桿回退。自動工作時,雙手同時按下SB3、SB4,機床自動依次完成預壓緊、鉚壓、回退等工作。由于鉚壓裝配機床按分步式工藝順序工作,在PLC編程時最好采用步進順控指令。由于篇幅有限,這里就不在贅述。
3.2.2 文本編輯器的設計
TP04G-AS1的屏幕可顯示四行文字訊息,擁有輕巧、經濟、實用與簡易操控的特色,并支持多種通訊規范,共有12個復合功能鍵[3]。圖9~圖11是我們編輯的設備參數設定和顯示界面。
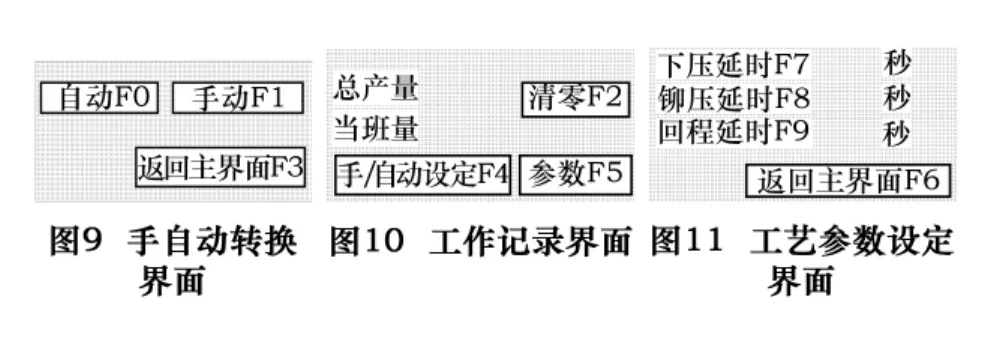
圖11工藝參數設定界面中各參數的定義如下:
下壓延時表示壓緊氣缸開始動作到鉚壓氣缸開始動作的時間間隔;
鉚壓延時表示鉚壓氣缸開始動作到鉚壓氣缸開始回退的時間間隔;
回程延時表示鉚壓氣缸開始回退到壓緊氣缸開始回退的時間間隔。
幾個延時時間的設定非常關鍵,否則會使工序混亂,造成鉚壓位置偏差,甚至打壞鉚壓刀片等故障。按F7、F8、F9可以分別設定、調節鉚壓裝配各工序的延時時間。
4 結語
本機床完全滿足自動化生產線需要從圓周或周邊進行鉚壓裝配的殼體類零件的工藝要求。通過開發并實踐新穎的機械執行機構,為該類型零部件的鉚壓裝配提供了新的實現思路和方法,能快速提升機床的自動化水平、裝配精度和效率等,對于相關設備的設計和改造具有很好的指導和借鑒作用。
[1]李紹炎.一種新型氣動壓力機構設計[J].機械設計與研究,2009,25(2).
[2]中達電通股份有限公司.DVP可編程序控制器使用手冊[Z].2004.
[3]中達電通股份有限公司.可程序顯示器系列TP04G-AS1使用手冊[Z].2004.
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
