微細(xì)加工用兩軸聯(lián)動(dòng)壓電平臺(tái)控制系統(tǒng)研究*
2012-10-23 07:51:22張建華葛紅宇李宏勝
制造技術(shù)與機(jī)床 2012年8期
關(guān)鍵詞:系統(tǒng)
張建華 葛紅宇 李宏勝
(南京工程學(xué)院自動(dòng)化學(xué)院,江蘇南京 211167)
壓電平臺(tái)具有極高的運(yùn)動(dòng)分辨率與實(shí)時(shí)性,是微 細(xì)加工技術(shù)的重要研究?jī)?nèi)容[1-5]。結(jié)合加工工藝,相關(guān)研究人員[6-12]采用商業(yè)化的伺服控制卡、高速數(shù)據(jù)采集卡與PC機(jī),對(duì)其精確控制方法及系統(tǒng)開(kāi)展了深入的探索。
受到控制結(jié)構(gòu)、操作系統(tǒng)、現(xiàn)有壓電控制算法以及PC機(jī)的開(kāi)放性等影響,上述系統(tǒng)的實(shí)時(shí)性、集成度、控制精度等并不十分理想。鑒于此,結(jié)合微細(xì)加工的工藝要求,本文探索具有良好控制精度與實(shí)時(shí)性的壓電控制算法,在此基礎(chǔ)上研究適于微細(xì)加工的多軸聯(lián)動(dòng)實(shí)時(shí)控制方法及其嵌入式控制系統(tǒng)。
1 控制策略
本文壓電器件的輸出特性如圖1所示。根據(jù)圖1特性,較合理的控制應(yīng)包括兩個(gè)階段:(1)恒電壓控制,控制之初偏差較大時(shí),初選適當(dāng)?shù)目刂齐妷海馆敵鑫灰蒲杆俦平蚵晕⒃竭^(guò)指令值,保證響應(yīng)速度的同時(shí)避免過(guò)大的超調(diào)。(2)誤差控制,位移偏差較小,根據(jù)誤差及變化合理調(diào)整控制電壓,使輸出穩(wěn)定在穩(wěn)態(tài)值附近。
恒電壓控制階段,理想恒值電壓可以通過(guò)遲滯特性的Preisach模型多次迭代、試算求取,運(yùn)算相對(duì)簡(jiǎn)單。然而,其中頻繁的插值運(yùn)算使浮點(diǎn)數(shù)計(jì)算量急劇增加,對(duì)系統(tǒng)實(shí)時(shí)性具有較大影響。因而確定恒值控制電壓時(shí)不考慮器件遲滯特性,直接根據(jù)上升曲線L與下降曲線C的平均曲線估算其值,而后根據(jù)電壓的升降及指令位移適當(dāng)調(diào)整。
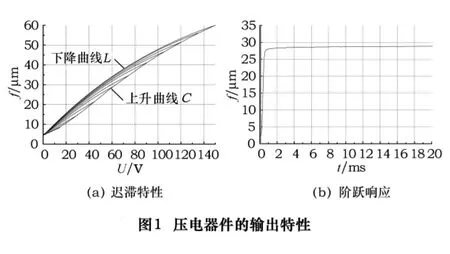
誤差控制段根據(jù)位移偏差動(dòng)態(tài)調(diào)整控制電壓,利用器件良好的動(dòng)態(tài)特性使位移誤差迅速趨近于“0”。由于電壓調(diào)整周期為μs級(jí),器件蠕變量基本為“0”,因而控制器設(shè)計(jì)時(shí)不考慮蠕變。根據(jù)圖1b的階躍響應(yīng),忽略蠕變,被控對(duì)象的數(shù)學(xué)模型為

根據(jù)式(1),在誤差控制階段采用純積分控制,保證穩(wěn)態(tài)誤差趨近于“0”,提高控制精度。實(shí)際控制中,控制器定期檢測(cè)輸出位移、調(diào)整控制電壓,器件蠕變計(jì)入控制誤差而得到補(bǔ)償,無(wú)需專(zhuān)門(mén)的蠕變補(bǔ)償。誤差控制段k時(shí)刻的控制電壓Uk為

其中Uc為恒電壓控制段的控制電壓。
2 軌跡控制原理
軌跡控制的基本原理如圖2所示[13],其中S(Xs,Ys)為運(yùn)動(dòng)起點(diǎn),E(Xe,Ye)為終點(diǎn),Ni-1、Ni分別為輪廓軌跡上兩相鄰位移控制時(shí)刻的理想位置。
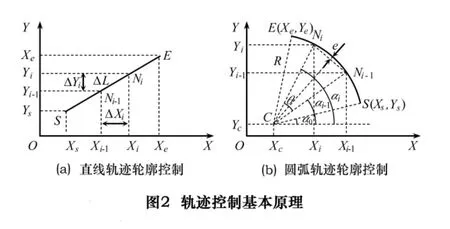
定義輪廓上的運(yùn)動(dòng)速度為V,位置控制周期為T(mén)s。根據(jù)圖2a所示的直線軌跡控制原理,得到直線輪廓上位置Ni的坐標(biāo)為
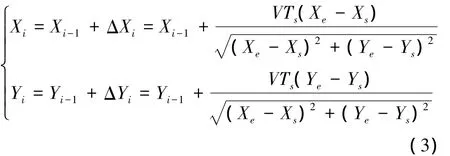
圖2b所示為圓弧輪廓的軌跡控制原理,其中圓弧半徑為R,輪廓誤差為e,位置點(diǎn)Ni的坐標(biāo)及誤差計(jì)算通過(guò)公式(4)求取,便于計(jì)算,利用轉(zhuǎn)角α與角位移θ描述坐標(biāo)與誤差值。
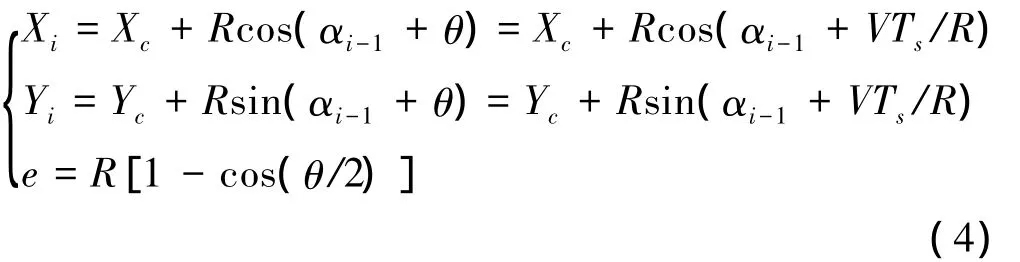
式(4)中位置控制周期Ts根據(jù)壓電器件的控制特性選取,要求遠(yuǎn)大于位移軸的調(diào)節(jié)時(shí)間。
3 系統(tǒng)實(shí)現(xiàn)
3.1 硬件結(jié)構(gòu)
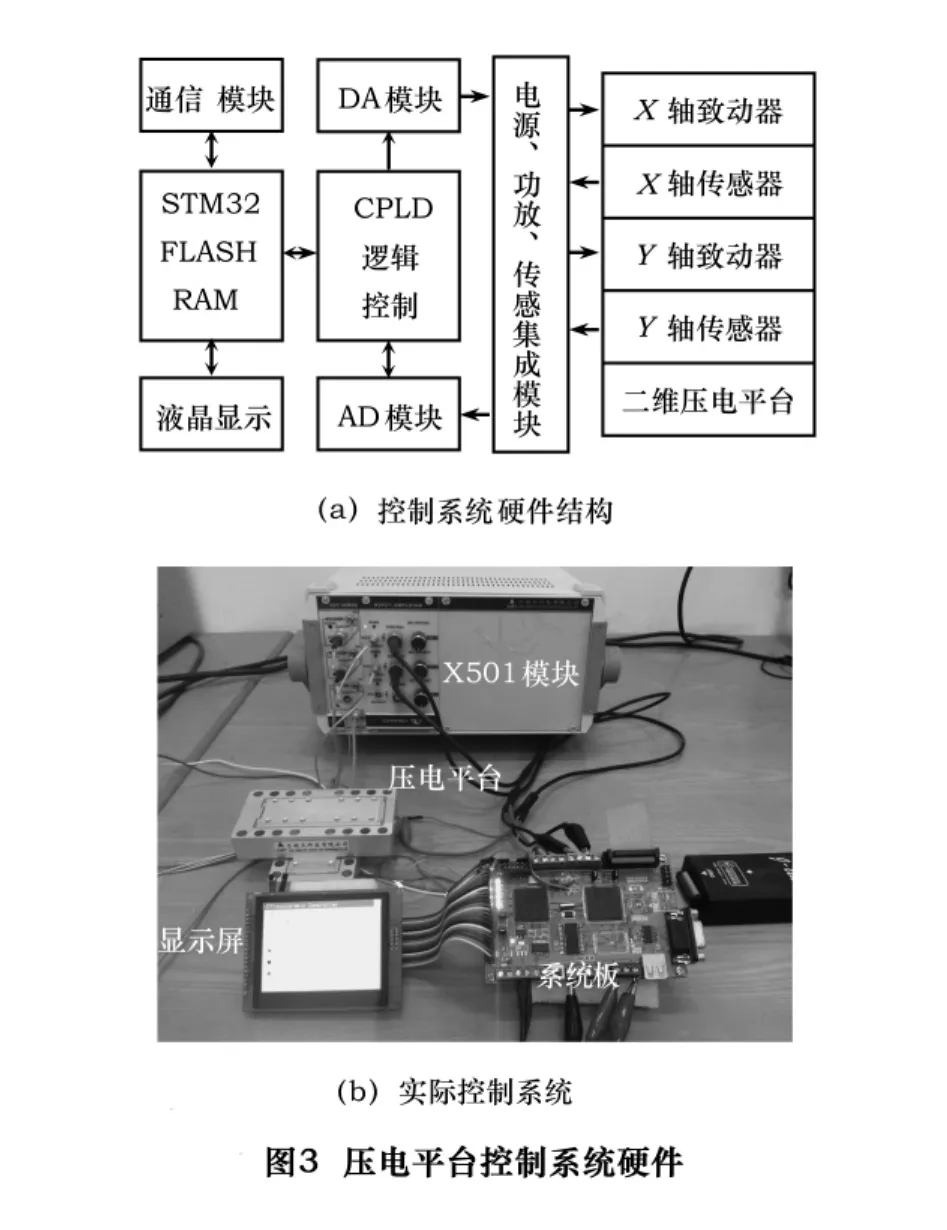
控制系統(tǒng)硬件結(jié)構(gòu)及實(shí)物如圖3,CPU采用意法半導(dǎo)體的32位ARM Cortex處理器STM32 F103,內(nèi)部集成RAM與Flash,分別用作程序存儲(chǔ)器與數(shù)據(jù)存儲(chǔ)器;液晶顯示采用3.5英寸256彩色屏,便于同外部計(jì)算機(jī)的數(shù)據(jù)交換,系統(tǒng)通信模塊中設(shè)計(jì)了通用串行接口RS232與U盤(pán)接口。運(yùn)動(dòng)控制部分由CPLD器件EPM570、12位四通道DA器件AD5024及放大電路、12位六通道AD器件MAX196與集成模塊X501構(gòu)成。X-501內(nèi)部集成驅(qū)動(dòng)電源、功放與傳感模塊,將0~10 V信號(hào)轉(zhuǎn)化為0~150 V的直流驅(qū)動(dòng)電壓,同時(shí)產(chǎn)生0~10 V的測(cè)量信號(hào),壓電平臺(tái)采用哈爾濱芯明天科技的兩維微位移平臺(tái)。
AD、DA模塊與計(jì)算機(jī)的數(shù)據(jù)交換由EPM570完成,它接收CPU并口數(shù)據(jù),附加通道、指令信息并執(zhí)行并串轉(zhuǎn)換,通過(guò)高速串口送入AD5024,而后經(jīng)一級(jí)電壓放大得到0~10 V的控制信號(hào)。位移測(cè)量時(shí),CPU經(jīng)EPM570向MAX196發(fā)出采集指令,采集轉(zhuǎn)換結(jié)束,EPM570修改系統(tǒng)狀態(tài)寄存器,CPU檢測(cè)到后再經(jīng)EPM570讀取位移測(cè)量值。此外,狀態(tài)寄存器讀寫(xiě)、地址譯碼等也由EPM570完成。
3.2 軟件實(shí)現(xiàn)
控制系統(tǒng)軟件流程如圖4所示,軟件設(shè)置100 μs定時(shí)作為基準(zhǔn)時(shí)鐘,實(shí)現(xiàn)位置控制周期Ts、鍵盤(pán)定時(shí)、顯示定時(shí)等功能。系統(tǒng)上電,軟件初始化各端口、寄存器、定時(shí)器,而后清屏,繪制系統(tǒng)控制界面,設(shè)置100 μs時(shí)鐘,進(jìn)入指令循環(huán)。
基準(zhǔn)定時(shí)到,軟件對(duì)位置控制周期、鍵盤(pán)定時(shí)、顯示定時(shí)的計(jì)時(shí),位置控制周期到,CPU根據(jù)輪廓形狀調(diào)用公式(3)或(4)計(jì)算并更新理想坐標(biāo)值Xi、Yi。而后,采集電路采樣位移平臺(tái)X、Y軸壓電器件的輸出位移、求取兩軸位移偏差Ex,、Ey,偏差超過(guò)容許值δ,啟動(dòng)位移調(diào)節(jié)。偏差超過(guò)±3 μm,采用恒電壓控制,控制電壓Uk根據(jù)圖1中的曲線L與C的均值曲線估算;偏差在±3 μm內(nèi),系統(tǒng)進(jìn)入誤差控制段,調(diào)用公式(2)求取即時(shí)控制電壓Uk,送至X-501模塊驅(qū)動(dòng)壓電器件。
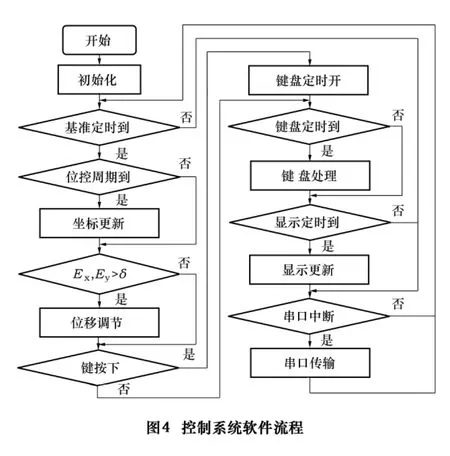
為簡(jiǎn)化控制過(guò)程中的計(jì)算,系統(tǒng)中并沒(méi)有對(duì)圖1中曲線L與C的均值曲線進(jìn)行擬合,而是通過(guò)均值點(diǎn)的插值求取恒值電壓的估算量,同時(shí)系統(tǒng)運(yùn)行中,每過(guò)100 μs,系統(tǒng)啟動(dòng)一次位移調(diào)節(jié),避免蠕變、干擾等帶來(lái)的位移誤差。
4 系統(tǒng)測(cè)試及實(shí)驗(yàn)
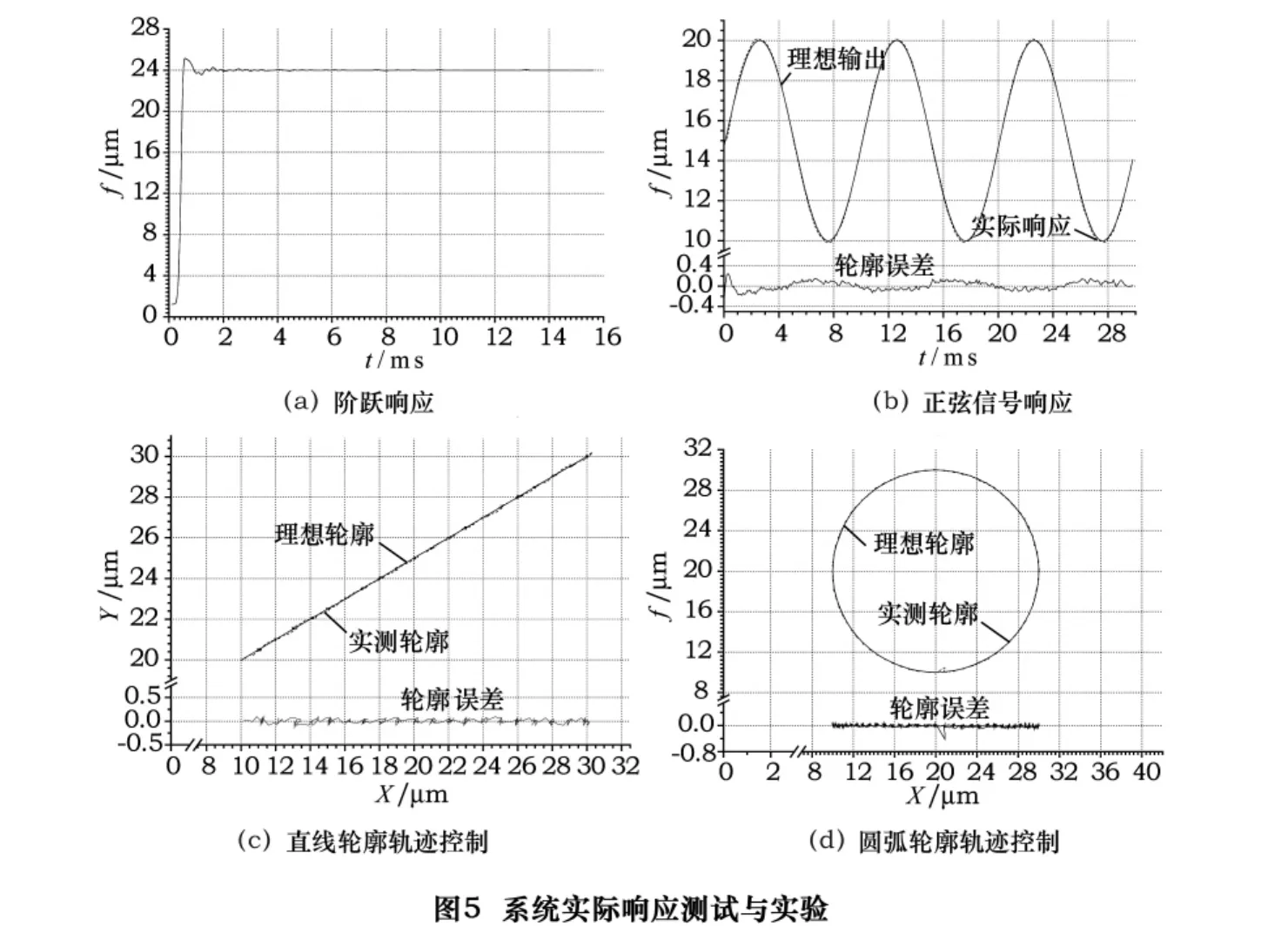
設(shè)定實(shí)驗(yàn)參數(shù),對(duì)控制系統(tǒng)的動(dòng)態(tài)性能、軌跡控制性能進(jìn)行測(cè)試,通過(guò)串口RS232將位移數(shù)據(jù)送至PC機(jī),繪制各實(shí)驗(yàn)曲線。如圖5為系統(tǒng)測(cè)試與實(shí)驗(yàn)結(jié)果。
系統(tǒng)階躍響應(yīng)如圖5a,此時(shí)指令位移24 μm,響應(yīng)峰值時(shí)間在0.4 ms,超調(diào)量約為5.6%,穩(wěn)定時(shí)間約1.3 ms,穩(wěn)態(tài)誤差在0.1 μm以內(nèi)。系統(tǒng)正弦信號(hào)的輸出響應(yīng)如圖5b,圖中虛線為理想正弦輸出,實(shí)線為實(shí)測(cè)曲線。正弦周期10 ms,幅值5 μm,位移偏差-0.343~0.245 μm。
圖5c與圖5d為輪廓控制實(shí)驗(yàn)結(jié)果,圖中實(shí)線輪廓為理想曲線,虛線為實(shí)測(cè)輪廓,根據(jù)系統(tǒng)階躍響應(yīng),位置控制周期Ts為4 ms。圖5c中的理想直線起點(diǎn)(10 μm,20 μm),終點(diǎn)(30 μm,30 μm),運(yùn)動(dòng)速度279.5 μm/s,輪廓偏差-0.131 ~0.131 μm;圖 5d 中的四象限圓弧輪廓圓心坐標(biāo)(20 μm,20 μm),圓弧半徑10 μm,圓弧起點(diǎn)(20 μm,10 μm),運(yùn)動(dòng)速度 436.3 μm/s,由于系統(tǒng)超調(diào),軌跡起點(diǎn)輪廓誤差0.41 μm,之后輪廓誤差迅速衰減,穩(wěn)定在-0.11~0.097 μm。系統(tǒng)超調(diào)量對(duì)輪廓誤差具有較大影響,不考慮超調(diào)量,上述直線輪廓穩(wěn)態(tài)誤差-0.079~0.079 μm,圓弧輪廓穩(wěn)態(tài)誤差為-0.084~0.068 μm。
5 結(jié)語(yǔ)
結(jié)合微細(xì)加工精度、實(shí)時(shí)性等要求,根據(jù)壓電器件響應(yīng)曲線特點(diǎn),設(shè)計(jì)了適于壓電器件的恒電壓控制與誤差控制段相結(jié)合的分段控制方法。參考通用數(shù)控的輪廓控制方法——數(shù)據(jù)采樣法,設(shè)計(jì)了微細(xì)加工用兩軸聯(lián)動(dòng)壓電平臺(tái)的微輪廓段控制方法。選用ARM Cortex處理器STM32,實(shí)現(xiàn)相應(yīng)控制系統(tǒng)并完成了測(cè)試。結(jié)果表明:系統(tǒng)具有良好的動(dòng)態(tài)特性、較高位移精度與輪廓控制精度,能夠滿足微細(xì)加工工藝要求的定位精度、輪廓控制精度與控制實(shí)時(shí)性等要求。
[1]Schuster R,Kirchiner V,Allongue P,et al.Electrochemical micromachining[J].Science,2000,289(5476):98-101.
[2]Kozak J,Rajurkar K P,Makkar Y.Selected problems of micro electrochemical machining[J].Journal of Material Processing Technology,2004,149(1-3):426-431.
[3]Rajurkar K P,Levy G,Malshe A,et al.Micro and nano machining by electro-physical and chemical processes[J].Annals of the CIRP,2006,55(2):643-666.
[4]Bhattacharyya B,Munda J,Malapati M.Advancement in electrochemical micro-machinning[J].International Journal of Machine Tools &Manufacture,2004,44(15):1577-1589.
[5]田昭武,林華水,孫建軍,等.微系統(tǒng)科技的發(fā)展及電化學(xué)的新應(yīng)用[J].電化學(xué),2001,7(1):1-9.
[6]Ryu S H.Micro fabrication by electrochemical process in citric acid electrolyte[J].Journal of Materials Processing Technology,2009,209(6):2831-2837.
[7]Yan M T,Chien H T.Monitoring and control of the micro wire-EDM process[J].International Journal of Machine Tools & Manufacture,2007,47(1):148-157.
[8]Huang S J,Wang S S.Mechatronics and control of a long-range nanometer positioning servomechanism[J].Mechatronics,2009,19(1):14-28.
[9]李小海,王振龍,趙萬(wàn)生.高頻窄脈沖電流微細(xì)電解加工[J].機(jī)械工程學(xué)報(bào).2006,42(1):162-167.
[10]Tong H,Li Y,Wang Y.Experimental research on vibration assisted EDM of micro-structures with non-circular cross-section[J].Journal of Materials Processing Technology,2008,208(1-3):289-298.
[11]劉勇,朱荻,曾永彬,等.微細(xì)電解銑削加工模型及實(shí)驗(yàn)研究[J].航空學(xué)報(bào),2010,31(9):1864-1871.
[12]Aligiri E,Yeo S H,Tan P C.A new tool wear compensation method based on real-time estimation of material removal volume in micro-EDM [J].Journal of Materials Processing Technology,2010,210(15):2292-2303.
[13]汪木蘭.數(shù)控原理與系統(tǒng)[M].北京:機(jī)械工業(yè)出版社,2004:102-106.
猜你喜歡
工業(yè)設(shè)計(jì)(2022年8期)2022-09-09 07:43:20
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測(cè)繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(shù)(2019年12期)2019-12-25 03:06:46
制造技術(shù)與機(jī)床(2019年10期)2019-10-26 02:47:06
中國(guó)洗滌用品工業(yè)(2019年4期)2019-05-11 09:27:34
鐵道通信信號(hào)(2018年5期)2018-06-28 03:06:24
家庭影院技術(shù)(2017年9期)2017-09-26 03:41:45
知識(shí)經(jīng)濟(jì)·中國(guó)直銷(xiāo)(2017年5期)2017-06-15 20:28:19
通信電源技術(shù)(2016年6期)2016-04-20 06:21:32
