數控影雕加工技術研究及其仿真測試
2012-10-23 05:49:00諶鵬
制造技術與機床 2012年5期
關鍵詞:程序
諶 鵬
(南京信息職業技術學院,江蘇南京 210046)
影雕藝術起源于明清時期,至今已有數百年歷史。影雕采用“針黑白”的工藝,在黑色天然大理石上用“針狀”刀具敲擊出的點來描繪照片,且通過點的疏密反映黑白照片中顏色的明暗變化,最終形成形象逼真的畫面。由于影雕選材天然,具有獨特的藝術風格且永不退色,因此其在工藝品、裝飾行業占據著重要的地位,擁有巨大的市場需求。
本文從現代數控加工技術著手研究了如何將這一傳統手工工藝轉變為現代自動化制造工藝,討論了數控影雕的加工原理、編程軟件的設計及其仿真測試方法。
1 影雕加工方法及對比
1.1 傳統手工方法
傳統影雕以表面磨平的黑色大理石為原材料,先在石板上把要雕琢圖像的輪廓描繪出來,再采用頭部磨成似針一樣細小的合金鋼刀具通過人工打點的方式雕刻出最終的圖案。從事該工藝的藝人要求擁有一定的美術功底,且需要長期的鍛煉才能完成藝術創作。其作品特點是鑿點多變不規則,可根據雕刻的題材發揮鑿點的粗細深淺,畫面形象逼真。由于傳統影雕采用純手工完成,因此耗時多,不容易大批量加工,且價格昂貴。
1.2 激光加工方法
激光加工與傳統手工方法的主要不同在于其采用激光束照射加工材料表面達到熔化和氣化的溫度,從而使材料氣化蒸發或熔融濺出,形成類似手工雕琢的凹陷點[1]。由于該技術需要前期通過計算機對圖像進行二值化處理,因此加工出的圖像與純手工方法比較較為呆板,尚不能克服雕刻深度不足,明暗對比不佳的缺點,但通過后期加以手工修整,可增加一點明暗對比度及有種鑿點雕刻的感覺。雖然激光影雕藝術價值相對手工影雕而言相差極遠,但由于其采用了計算機技術,其整個加工過程可自動完成,效率高,可實現大批量生產。
1.3 數控雕刻方法
數控雕刻影雕與激光影雕相同的地方在于也需要前期對圖像進行二值化處理,不同之處在于其加工過程采用數控雕刻機或數控銑床利用尖刀完成點的雕刻,因此該方法具有手工影雕的鑿點特點和激光影雕的高效率。對于從事雕刻加工的行業來說由于激光影雕加工需要專門購置激光雕刻設備,增加了設備的投入且激光雕刻機價格不菲,而相對數控雕刻其只需在原有雕刻機的基礎上投入專用影雕編程軟件即可,因此資金投入較少,且實現了“一機多用”。由于數控雕刻仍無法避免圖像呆板的缺點,因此其適合非藝術欣賞的普通工藝品或裝飾行業。
2 數控影雕加工原理
2.1 數控影雕的實施流程
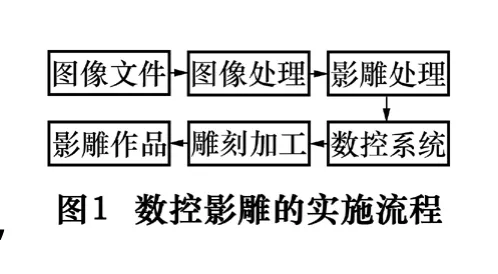
采用數控雕刻方法加工影雕的基本原理與實施流程是:由數控影雕編程軟件對原始圖像文件進行預處理,再利用半色調技術對圖像進行二值化處理使其符合影雕的要求。軟件系統根據二值化圖像中各像素顏色為黑色或白色生成控制刀具向上或向下運動的G代碼程序,該程序為數控雕刻機加工影雕所需的數控加工程序。當數控加工程序存入雕刻機的數控系統后,由數控系統控制雕刻機的尖刀在黑色大理石上進行打點動作,形成類似手工雕刻的凹陷點直至完成影雕作品。數控影雕的實施流程如圖1所示。
2.2 軟件部分的處理流程
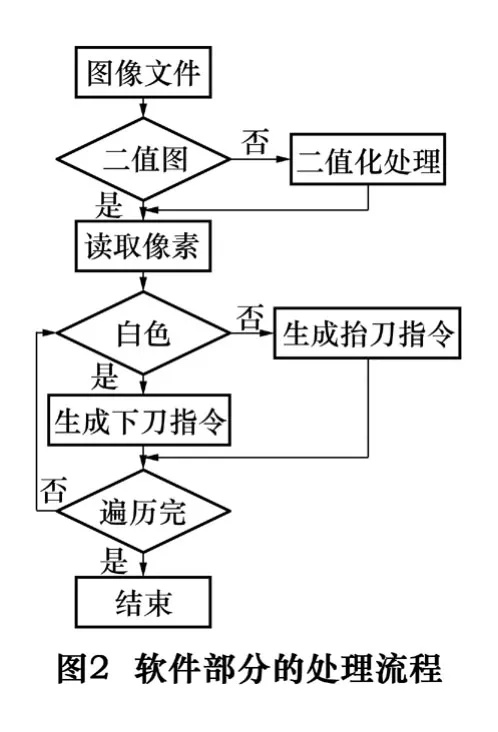
數控影雕實施流程中的圖像處理和影雕處理階段是由軟件完成的,其功能最為重要,它是雕刻機能否雕刻出明暗變化圖形的保證,其主要處理流程如圖2所示。
3 數控影雕加工編程軟件的設計
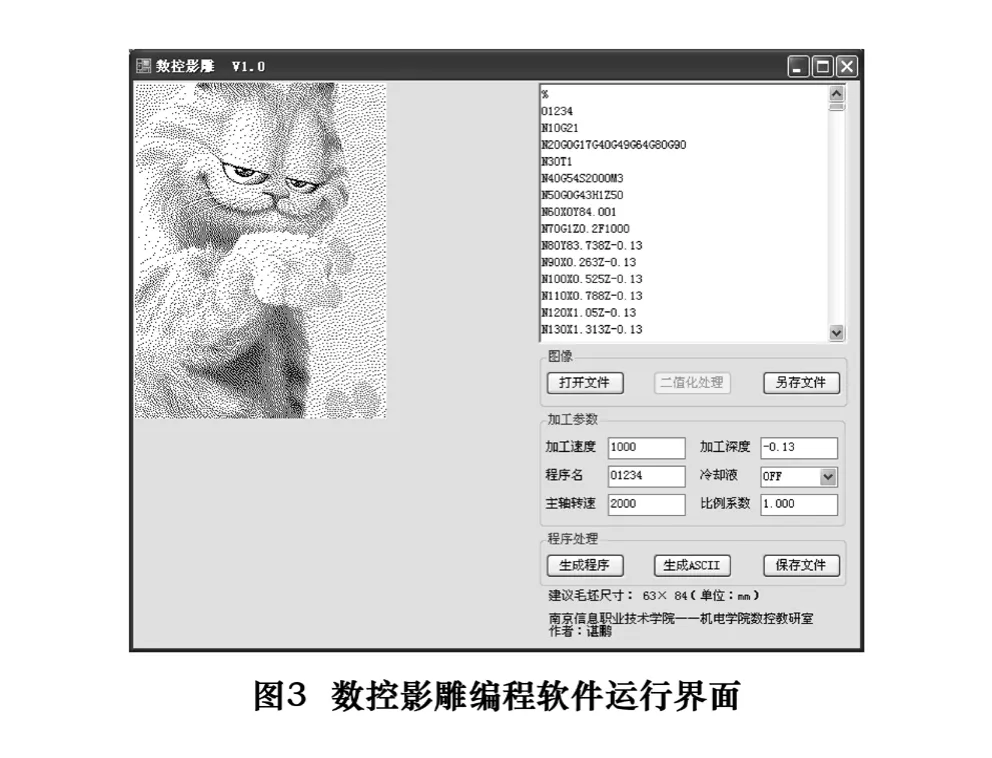
該數控影雕加工編程軟件采用Visual Studio 2008編寫,語言編程為VISUAL BASIC,考慮到該編程軟件應簡單易用,因此使用了單一編程界面(SDI),所有的操作選項均按類別分類[2]。軟件的左邊為圖像顯示區域,右邊為數控加工程序顯示區域和數控編程操作區域;“圖像”區的功能為提供圖像的載入,并自動檢查載入的圖像是否為二值圖,對非二值圖的圖像可提供二值化處理,處理后的二值圖可單獨保存;“加工參數”區的功能為提供影雕編程所需的參數;“程序處理”區的功能為生成影雕加工所需的數控加工程序,同時也能將二值圖生成可被其它自動編程軟件讀取的ASCII格式數據文件,并提供生成文件的保存功能;其他輔助功能為程序處理進度的顯示和建議毛坯尺寸的提醒等。下面對該軟件主要功能的關鍵設計方法進行介紹,軟件的運行界面如圖3所示。
3.1 圖像的二值化處理
由于黑色大理石上顯示圖像的原理是通過石材表面打點顯示白色,不打點保留原有黑色來實現的,因此必須對圖像進行二值化處理。圖像的二值化處理使用了半色調技術,它是一種將連續色調的灰度圖像進行空間調制,并通過二值輸出,形成一個在視覺上近似于原圖像的技術。本質上,半色調就是用點的疏密程度來再現不同的灰度,而這也正是影雕的本質之處[3]。
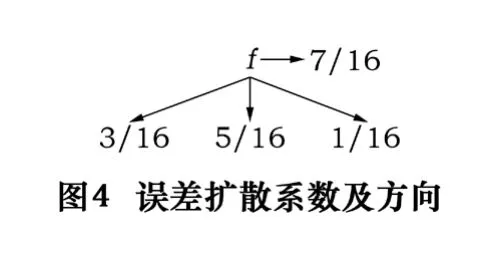
此處半色調技術采用誤差擴散算法完成圖像的二值化處理,其核心是在量化一個像素時考慮量化與其相鄰的像素時產生的量化誤差,并將量化產生的誤差擴散到它相鄰的像素上,這樣可以保證轉換后圖像的整體灰度與原圖像相近。其數學描述如下:
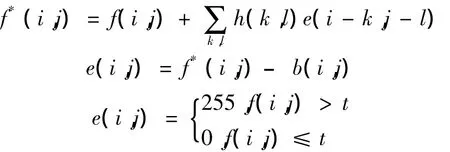
式中:f(i,j)為原圖像(i,j)像素點的灰度值;f*(i,j)為誤差擴散后的灰度值;t為閾值(一般取128);b(i,j)為量化后的二值圖像(255表示白色,0表示黑色);e(i,j)為量化誤差,h(k,l)為誤差擴散分配系數,該系數由Floyd和Steinberg提出的誤差擴散算法給出,如圖4所示。其中f代表當前像素,其余的值分別為圖4所示濾波器的權值,由于濾波器各系數之和等于1,因此量化后圖像的局部灰度等于源圖像的局部灰度。
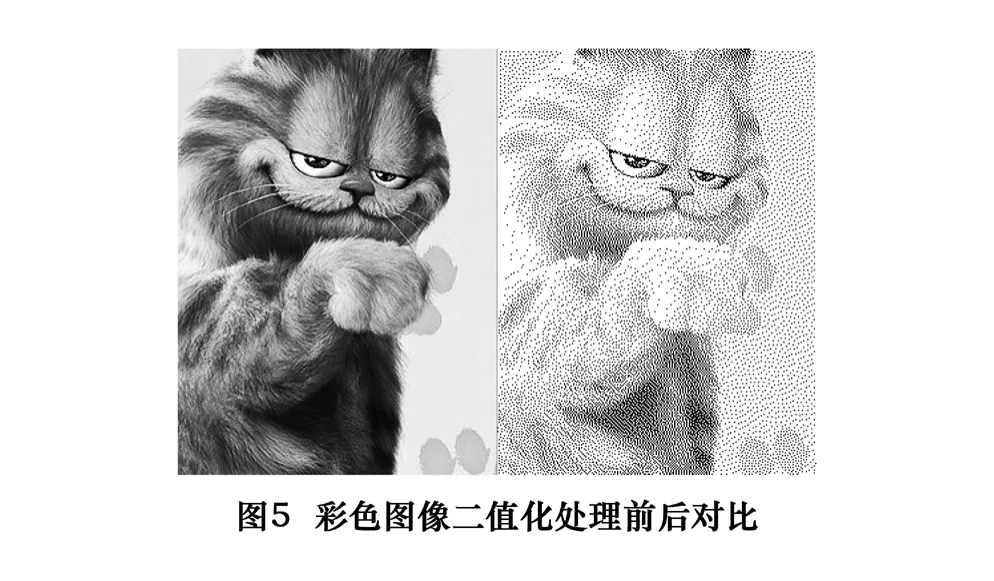
雖然半色調技術本身是對灰度圖像進行二值化處理,但使用彩色圖像也可直接進行二值化處理,方法是取當前像素的某一RGB色彩分量進行二值化計算,圖5為彩色圖像直接進行二值化處理前后的對比。
3.2 屏幕坐標的轉換
在設計中需要將圖像中各像素的屏幕坐標轉換成相對于數控加工中編程原點的位置坐標。由于圖像編程中屏幕的原點被定義為圖像左上角的端點(向右為X軸正向,向下為Y軸正向),而本次設計中編程原點為圖像左下角的端點(向右為X軸正向,向上為Y軸正向),同時屏幕坐標的單位為像素,而機床坐標的單位為毫米,因此在生成程序時必須對屏幕坐標加以轉換,其轉換公式為:

式中:x_new、y_new為機床坐標值,x、y為屏幕坐標值,b為圖像寬度的像素值;k為轉換系數。此處可根據一般計算機屏幕點距取值為0.26;scale為比例系數,可調整實際影雕加工尺寸。
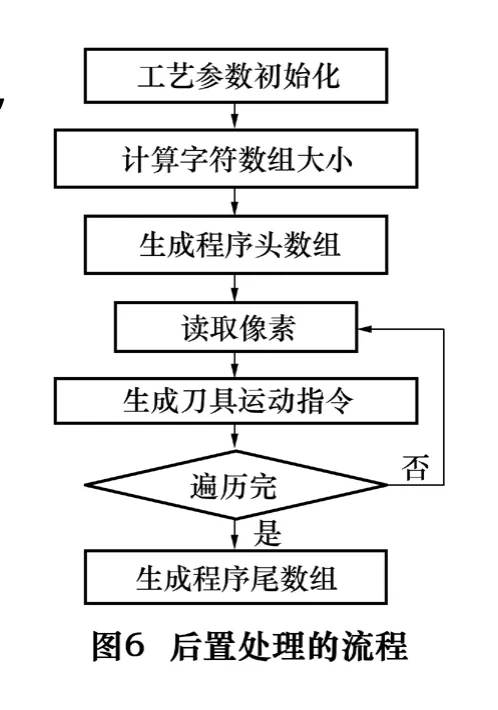
3.3 后置處理的流程
程序的后置處理主要是收集用戶設置的加工參數,并根據二值圖像中各像素的值生成刀具運動指令,同時還應考慮添加程序頭和程序尾,其處理流程如圖6所示。其中工藝參數初始化階段為收集用戶設置的加工參數并分配給各個變量,計算字符數組大小階段則是根據圖像像素的個數以及程序頭和程序尾的數量計算臨時存儲數控加工程序的數組空間,以上兩個過程為程序生成的必要準備。由于程序頭和程序尾具有典型的固定結構,可根據數控系統的編程要求向數組中的元素依次添加相關語句。生成刀具運動指令階段則分為生成刀具初始定位指令和生成刀具切削指令兩個過程,刀具初始定位指令可由圖像的首個像素生成快速定位指令(G00指令),刀具切削指令則根據圖像各像素為黑色或白色生成控制刀具向上或向下運動的切削指令(G01指令),其刀具軌跡為空間中的折線。
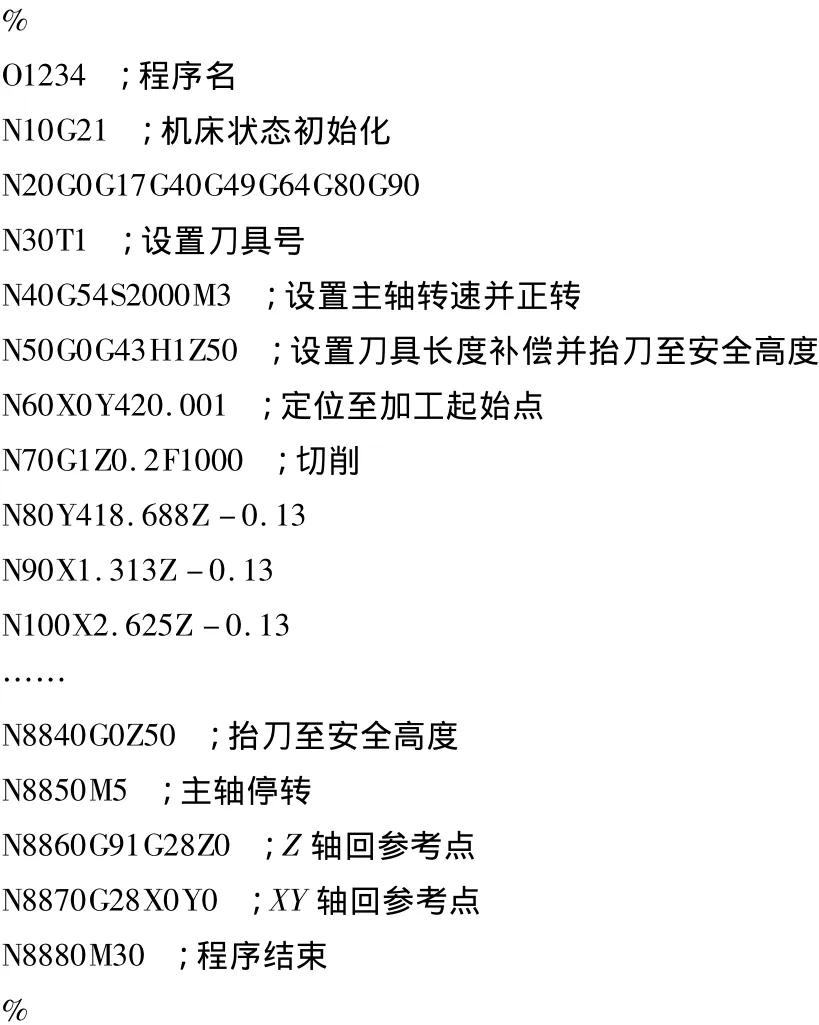
以FANUC數控系統為例,圖5影雕所生成的數控加工程序結構如下:
3.4 往復切削加工的實現
影雕切削過程是對圖像每行像素對應的機床坐標位置進行行切實現的,而數控加工中行切法可分為單向式和往復式,由于往復式沒有抬刀動作可連續切削,故其切削效率較高。本設計中采用往復式生成數控加工程序,其實現的方法是對圖像像素奇數行采用從左往右掃描生成加工程序,偶數行采用從右往左掃描生成加工程序。
3.5 數據接口的支持
該編程軟件還可以將處理后的二值圖像轉換為CAD文件供其他自動編程軟件使用。本次設計的數控影雕加工編程軟件可支持ASCII格式文件的生成。該格式是將二值圖像中的白點用一系列點的坐標來表示,其中點的Z坐標值為零(由其他編程軟件設置加工深度),所有點的坐標構成了一份數據文件,又稱“點云”數據。該文件為文本文件,其文件擴展名可任意,但在使用時應注意特定自動編程軟件對文件擴展名的要求,例如使用MasterCAM軟件讀取ASCII格式文件時必須要求文件擴展名為DOC[4]。由于有了數據接口的支持,用戶可以將處理后的二值圖像轉換為二維點陣并由其它CAD/CAM軟件進行編輯,通過該方法使得用戶擁有了更多的加工選擇方案。
4 數控影雕加工的仿真測試
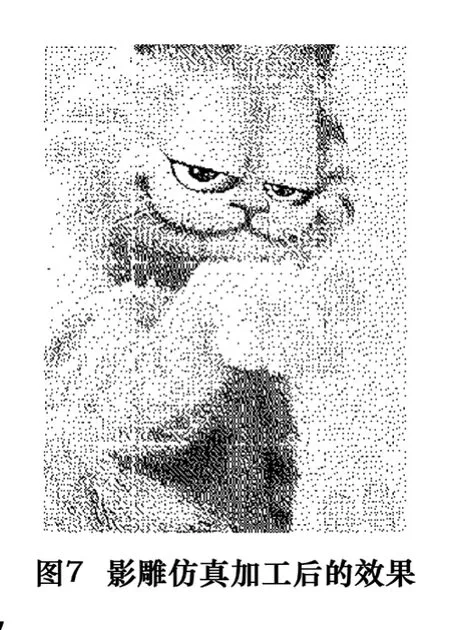
當二值圖像被處理為數控加工程序后還應對加工效果進行測試。此處選擇了Northwood Designs公司的專業數控加工仿真軟件“The MetaCut Utilities”進行測試。生成數控加工程序時采用的加工參數分別是:加工速度為1 000 mm/min,加工深度為 -0.13 mm,冷卻液為OFF,主軸轉速為2 000 r/min,比例系數為 5,仿真軟件選擇的毛坯尺寸為314 mm×420 mm ×5 mm,刀具選擇刀尖角為30°的尖刀,其最終的仿真效果如圖7所示(毛坯顏色設置為黑色,毛坯被切削部位設置為白色),總的加工時間經模擬計算為1 h41 min。
5 結語
本文介紹了影雕的加工方法,討論了數控影雕的加工原理和編程軟件的關鍵設計方法。所生成的數控加工程序經仿真測試,能夠達到影雕的工藝要求。同時該軟件提供了數據接口功能,可將處理后的二值圖像生成為CAD文件供其他自動編程軟件使用,這大大提高了該軟件的通用性。
[1]謝明紅.基于圖像的影雕激光加工技術研究[J].制造業自動化,2007(2):8-10.
[2]湯涌濤.Visual Basic 2008從入門到精通[M].北京:清華大學出版社,2008.
[3]葉建華,謝明紅,賈敏忠.數控激光影雕系統的研究[J].機械與電子,2005(7):49-51.
[4]吳長德.Master CAM9.0系統學習與實訓[M].北京:機械工業出版社,2004.
猜你喜歡
電腦愛好者(2020年6期)2020-05-26 09:27:33
人大建設(2019年12期)2019-05-21 02:55:44
中山大學法律評論(2018年1期)2018-03-30 01:21:00
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環球時報(2017-03-30)2017-03-30 06:44:45
信息安全與通信保密(2016年3期)2016-08-23 01:23:56
山西省政法管理干部學院學報(2016年2期)2016-07-31 18:19:34
山西省政法管理干部學院學報(2016年2期)2016-07-31 18:19:25
中國衛生(2015年3期)2015-11-19 02:53:32
政治與法律(2014年11期)2014-03-01 02:20:40
