基于臥加鏈式刀庫結構分析的零部件模塊化設計
2012-10-23 07:52:32范春宏王慶利
制造技術與機床 2012年9期
關鍵詞:設計
范春宏 王慶利 吳 麗
(沈陽機床股份有限公司中捷鉆鏜床廠,遼寧沈陽 100141)
1 鏈式刀庫精密結構設計與分析
鏈式刀庫主要由刀庫本體、刀庫座、刀庫驅動裝置、刀套鏈及刀套鏈定向裝置、手動卸刀裝置和自動換刀裝置等構成。針對臥式加工中心需求鏈式刀庫的主要參數及技術要求進行結構設計與分析,并利用建模軟件對刀庫進行參數化建模。
1.1 刀庫本體結構設計
鏈式刀庫的刀庫本體是刀庫座、鏈條結構以及相應的驅動裝置的安裝基體。也是刀庫和機床裝配的主要調試部件。刀庫本體上的鏈條結構是保證刀具正常運行的剛體結構,不僅能保證高剛性、低噪聲和小振動,且能承受快速換刀的沖擊力和較大刀具重量;刀庫座用于和機床連接,是刀庫幾何精度保證的關鍵部件,保證機床灌膠后刀庫和機床同步;驅動裝置是由液壓馬達帶動齒輪驅動刀具循環運動。刀庫本體的具體設計結構如圖1所示。

1.2 刀庫驅動裝置設計
刀庫驅動裝置工作過程是刀套鏈沿導向輪的轉動,是由液壓馬達驅動的,該裝置由液壓馬達和齒輪減速箱構成,如圖2所示。壓力油接入液壓馬達帶動齒輪1轉動,經二級齒輪降速到達牙輪驅動刀套鏈旋轉,其轉速由液壓裝置來控制。

1.3 刀套鏈及刀套鏈定位裝置設計
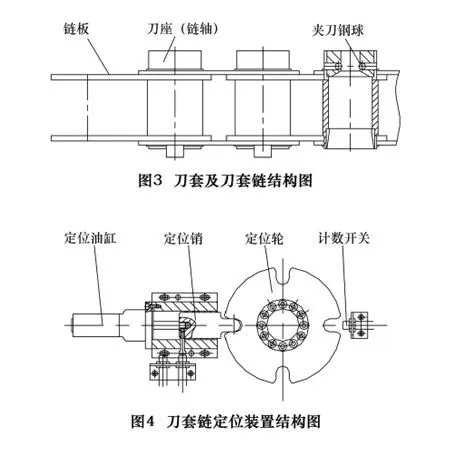
刀套鏈是封閉結構,其圍繞在3個導向輪和1個驅動牙輪上,在各輪子之間裝有支承和導向板,用來防止刀套鏈轉動時振動。刀套鏈軸也就是刀座,可以夾持ISO50刀具,如圖3所示。
機械手抓刀時,刀套必須準確停在換刀點位置上。當機械加工需要更換某把刀具時,通過記數輪并由感應開關輸出信號,使其停止在換刀點處,然后,定向油缸活塞桿移動,帶動定位銷插入定位輪的凹槽內,使得刀套準確停在換刀點處,同時也將刀套鏈鎖住。定位輪安裝在減速箱中的一根齒輪軸上,如圖4所示。
1.4 手動卸刀裝置及刀座監控裝置設計
手動卸刀裝置即在刀庫的側面設有刀具裝入、取出位置。當需要裝、卸刀具時,將相應的刀座移到該位置處,然后利用腳踏開關通過液壓油缸將刀具從刀座中頂出;裝入時,可將刀具直接插入刀座中,通過刀座中的鋼球將刀具尾部的拉釘鎖住,如圖5所示。

更換刀具時,刀套鏈是按最短的路徑方向(順時針或逆時針)快速運行,距換刀點還有一個刀套距離處,刀套鏈運行速度減慢至換刀點位置停止,并由電氣開關監控。為消除刀座的定位誤差,刀套鏈運行定位是單向定位的,當刀套鏈反向運行換刀時,刀套鏈需越過換刀點處一個刀座位再反向運行到換刀點處停止。換刀處的刀座是否被占用由電氣開關監控的。此開關通過刀座尾部的中心孔對刀座進行監控。刀套的定位控制及刀具監控由圖6所示的刀座監控裝置完成。

1.5 自動換刀裝置設計
刀具交換主要包括5個部分:雙臂轉動180°,手臂轉動90°(包括待機位置),雙臂前后移動(插拔刀),雙臂平移(機械手抓刀),刀套鏈轉動與刀座定位。整個換刀過程如圖7所示。

自動換刀裝置的主要任務為:完全模擬手的換刀動作,給加工中心主軸與彈簧夾頭提供相對轉動實現夾緊、放松刀具的動作。機械手應具備足夠的恒定轉矩,同時還應使機械手具備結構緊湊、占據空間小的特點,以適應加工中心的換刀空間。自動換刀裝置結構如圖8所示。
建筑裝飾裝修設計人員要運用綠色環保設計理念,結合裝飾裝修設計中遇到的問題,合理融入與綠色環保有關的裝修裝飾理念,制定出更為科學的解決措施,不斷減少建筑室內裝飾裝修施工所帶來的環境污染。在進行建筑室內裝飾裝修設計時,設計人員需要加強設計管理,并妥善布局,結合建筑室內裝飾裝修材料的使用現狀,展開科學討論。例如,在該建筑裝飾裝修設計過程之中,選擇采用地板磚還是木地板,才能夠保證建筑室內地面裝修裝飾效果達到最好。在建筑室內墻面裝飾裝修過程當中,采用壁紙還是墻面漆,能夠獲取最佳的裝飾效果。
總之,通過各部結構模型的設計分析,建立鏈式刀庫的參數化模型(如圖9所示),并在此基礎上對主要零部件進行模塊化設計。

2 鏈式刀庫本體的模塊化設計
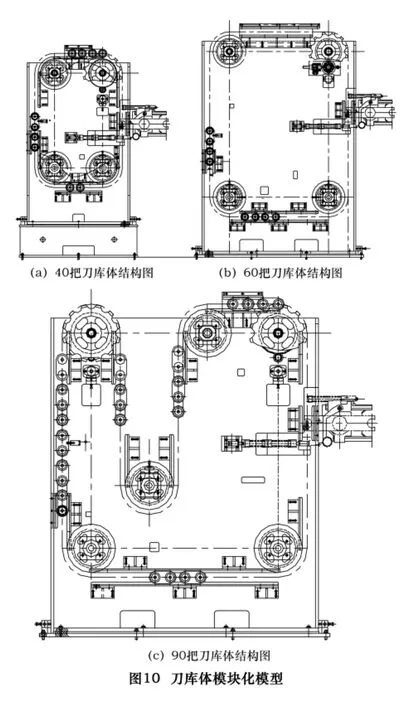
由于具體工件的加工工藝不同,需要的刀具數量也不相同,因此客戶對刀庫的刀具數量就有了相應的要求。針對目前市場的主要需求,設計了40把刀庫體、60把刀庫體以及90把刀庫體形成系列產品。為了減小占地面積,保證整機結構的緊湊性,經過多次整改設計,成功將90把刀庫體設計成蛇形結構,60把刀庫體只在空間高度上增加得略大,在實際生產中得到了應用,效果非常好,模塊化刀庫的設計結構圖如圖10所示。
3 鏈式刀庫自動換刀裝置的模塊化設計
(1)自動換刀裝置的運動分析
從機械原理的設計角度看,簡化后的刀庫自動換刀裝置是由主動件,從動件以及機架3部分組成的偏心曲柄滑塊機構(如圖11所示)。
通過設置原點,將各桿的長度和角度用方程式表示,在增加驅動后,完成各構件的位移、速度和加速度的運動分析,建立參數表,根據需要進行各項參數的調整。
(2)自動換刀裝置的模塊化設計
將自動換刀裝置進行參數化建模(如圖12所示),液壓油缸和換刀支架的連接只要在避免死點的角度范圍內取值,就可以根據機床的需要進行換刀點的重新取值。
當機床主軸無法保證換刀行程時,可以通過有限元分析,機械手臂不受刀具重量影響情況下重設換刀手臂旋轉直徑,滿足換刀行程。

4 結語
隨著科技進步,客制化產品將成為主流,目前鏈式刀庫以及鏈式刀庫的模塊化設計需要在以下方面做進一步的改進設計,使其適應市場需求。并且在高速、高穩定性、高精度的發展趨勢下,鏈式刀庫仍然需要進行如下技術難點攻關:
(1)換刀速度及換刀穩定性:鏈式刀庫必須在保證高剛性、低噪聲、小振動,且能承受快速換刀的沖擊力和較大刀具重量的前提下,提高換刀速度。
(2)刀鏈精確定位系統:鏈式刀庫的鏈條式結構,決定了刀庫自身存在著機械剛性差、傳動間隙大的明顯缺陷,從而造成刀庫定位精度差,因此作為刀庫整機性能的一個重要指標刀鏈的精確定位系統,需要由機械設計與電氣設計配合改進設計。
(3)自動換刀裝置的改進設計:液壓自動換刀裝置可以承重大,但相對于凸輪機構的自動換刀裝置,由液壓控制的機械手換刀需要對液壓油缸進行高精度加工,難度非常大,且換刀速度提高的難度系數也非常大,需要對液壓油缸進行性能分析及改進設計。
[1]董鋒.徐驥.汪地,等.加工中心盤式刀庫自動換刀控制系統設計[J].機械設計與制造,2011(5):137 -139.
[2]戚洪利.自動換刀裝置及其控制的研究[J].蘭州理工大學學報,2007(5):33-42.
[3]譚光恒.大型刀庫及自動換刀裝置的研制[J].機械工程師,2010(7):40-41.
[4]馮寶奇.大型鏈式刀庫的研制[J].機械工程師,2009(5):134-135.
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
