Al2O3基陶瓷刀具車削300M超高強度鋼的刀具壽命研究*
2012-10-23 05:49:22劉維民王寶林
制造技術與機床 2012年6期
劉維民 艾 興 趙 軍 王寶林
(山東大學機械工程學院,山東濟南 250061)
300M超高強度鋼具有超高的強度、高的硬度以及韌性好等優良的綜合性能,被廣泛應用于航空航天工業,特別適于制造飛機起落架等關鍵承力構件[1]。但從加工性能的角度看,是一種典型的難加工材料[2]。切削加工過程中產生的切削力大、切削溫度高,使得切削速度低、刀具壽命短,直接影響到它的加工效率。
目前國內外加工高強度鋼主要選用硬質合金、陶瓷刀具和CBN刀具[3-6]。硬質合金刀具的耐熱溫度相對較低,不適于高速切削加工;CBN刀具的整體性能比較優異,適于高速切削加工,但是由于價格因素,其應用受到了限制;陶瓷刀具耐熱性好,高溫化學性質穩定,適合于高速切削加工[7-9]。其中Al2O3基陶瓷刀具性能優、價格低,在高速加工高強度鋼時應用較多。
本文對Al2O3基陶瓷刀具高速干車削300M超高強度鋼中的刀具磨損及刀具壽命進行了研究,并通過對刀具壽命的分析,為Al2O3基陶瓷刀具干車削300M超高強度鋼提供較為合理的切削參數。
1 試驗部分
1.1 試驗條件
試驗在PUMA200MA數控車床上進行(最高轉速為6 000 r/min),工件材料是調質熱處理后的300M超高強度鋼棒料,硬度為42±3 HRC,其成分見表1。刀具采用Al2O3基陶瓷刀片,牌號為LTZ1(采用熱壓燒結工藝自制),刀具前角 -5°,后角 5°,主偏角 45°,帶負倒棱。
在試驗中選用后刀面磨損量VBmax=0.6 mm作為刀具磨鈍標準,使用工具顯微鏡測量后刀面的磨損量。試驗結束后,采用掃描電鏡(SEM)和能譜分析技術(EDS)對磨損后的陶瓷刀具進行觀察分析,研究陶瓷刀具切削300M超高強度鋼時的磨損形貌。

表1 300M超高強度鋼的化學成分(wt%)
1.2 刀具壽命模型
根據廣義泰勒壽命公式,切削過程中刀具壽命與切削參數(切削速度v、進給量f和切削深度ap)呈指數變化,可用下列指數函數表示[10]:

式中:C為切削系數;v為切削速度,m/min;ap為切削深度,mm;f為進給量,mm/r;b1、b2、b3為切削指數。
將式(1)兩邊取對數,得到下列線性方程式:

將式(2)簡化后,可得三元線性方程的一般式:

建立刀具壽命的線性回歸方程,用矩陣形式表示:

式中:ε為試驗隨機變量誤差。
根據最小二乘法,設b0、b1、b2、b3分別為 β0、β1、β2、β3的最小二乘估計,則線性回歸方程為:

由式(6)求出回歸系數:

式中:X'為X的轉置矩陣,(X'X)-1為X'X的逆矩陣。
為獲得刀具壽命經驗公式,采用了對角正交回歸法安排試驗[11],這可以有效地減少試驗次數,節省試驗時間。對角正交回歸法的試驗條件為:切削速度300 m/min、600 m/min;進給量 0.05 mm/r、0.2 mm/r;切削深度0.1 mm、0.2 mm。切削試驗的切削用量組合、水平編碼及試驗結果見表2。

表2 試驗參數、水平編碼及試驗結果
2 試驗結果與分析
2.1 刀具磨損
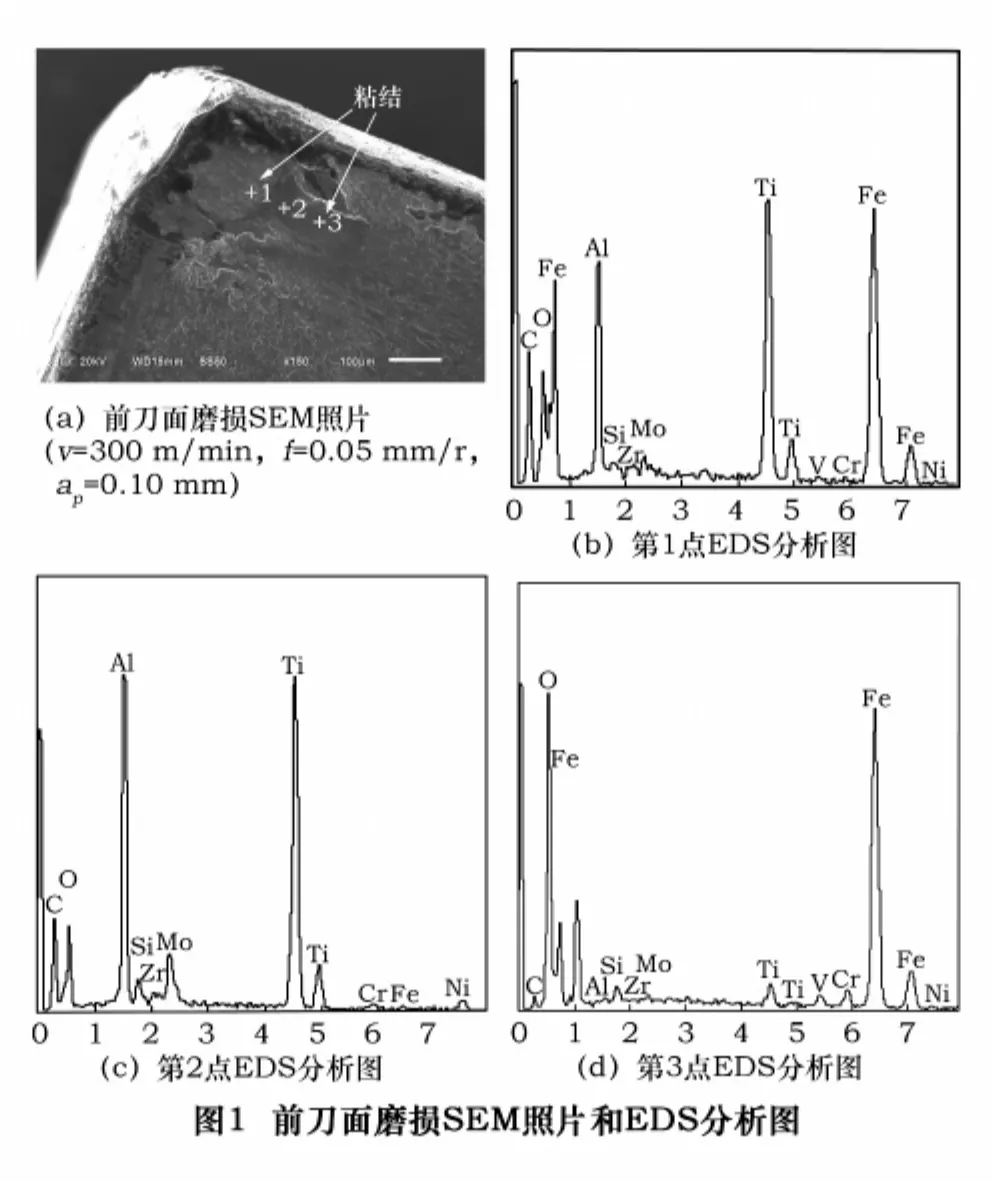
圖1、圖2為陶瓷刀具達到磨鈍標準后的磨損形貌SEM照片和EDS分析圖,分析可知,其損壞形態主要為前刀面磨損和后刀面磨損。
前刀面磨損主要為粘結磨損。分析圖1b、d發現前刀面粘結了大量工件材料,這是由于在切削過程中產生的切削溫度很高,導致刀具材料與切屑接觸處相互作用引起粘結,隨著切屑的不斷流出,粘結微粒不斷被撕裂帶走,造成了前刀面的粘結磨損。
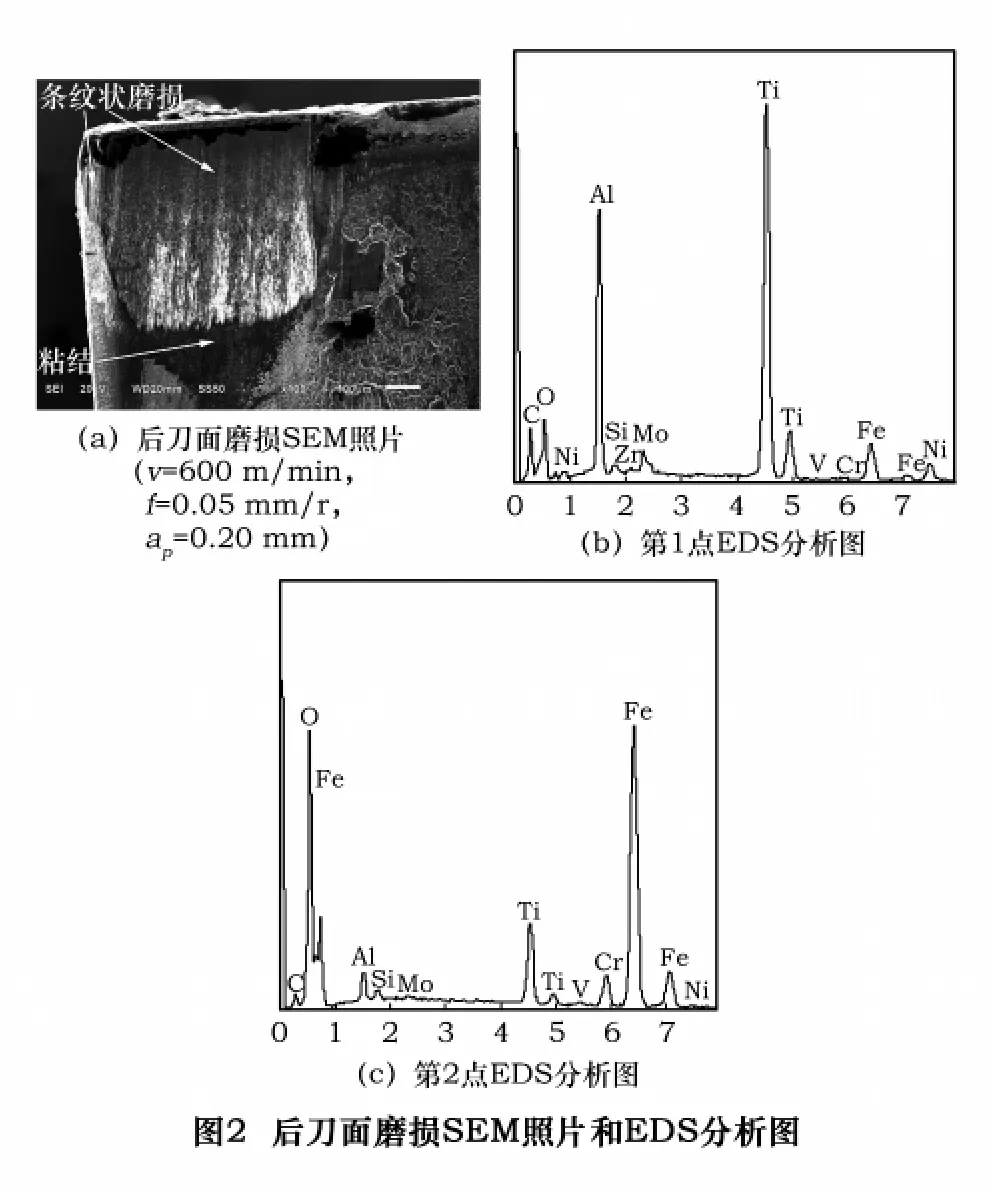
分析圖2a知,后刀面磨損區上存在條紋狀溝槽,是典型的磨粒磨損。300M超高強度鋼中含有Cr、Ni、Mo、Si等元素,易形成硬質點,使得切削加工變得困難。在切削加工過程中,后刀面與工件材料相互摩擦,這些硬質點在刀具材料上劃出一道道溝槽,形成磨粒磨損。分析圖2b、c知,在后刀面磨損區中粘結了少量工件材料,在磨損區邊緣也出現了粘結,由于在后刀面上產生的切削溫度和壓力較前刀面小,所以粘結程度相對輕微。
由上述分析可以看出,粘結磨損和磨粒磨損是Al2O3基陶瓷刀具高速干車削300M超高強度鋼時的主要磨損機理。
2.2 壽命分析
根據上述刀具壽命模型理論,對表2中的數據進行處理,得到如下刀具壽命經驗公式:

式中:T為刀具壽命,min。
從刀具壽命經驗公式可以看出,切削速度對刀具壽命的影響最大,其次為切削深度,進給量的影響最小。在高速切削時,工件材料與刀具材料之間的摩擦加劇,使得切削溫度升高,惡化了刀具的粘結磨損;而且在高速下,由于機床振動等因素,刀具受到的沖擊力也會增大,這都會影響刀具的使用壽命。
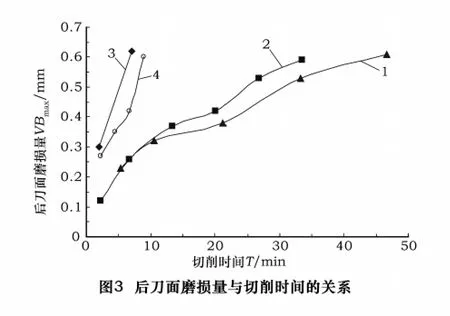
圖3所示為Al2O3基陶瓷刀片在不同切削條件下后刀面磨損量與切削加工時間的關系。圖3中1號、2號曲線的切削速度為300 m/min,兩者有相同的變化趨勢:切削初期,約在0~9 min,刀具后刀面的磨損量快速增加;切削中期,約在9~20 min時段,刀具后刀面的磨損量平緩增加;切削后期,時間約在20 min之后的磨損量急劇增加,刀具迅速達到磨鈍標準。
圖3中3號、4號曲線的切削速度為600 m/min,可以清楚地看出其變化趨勢基本相同,并未出現切削速度為300 m/min時的三段變化趨勢,后刀面的磨損量一直急劇增加,刀具在不到10 min的時間內就達到了磨鈍標準,說明刀具不能承受600 m/min的切削加工速度。因此該陶瓷刀片車削300M超高強度鋼時,切削速度的選擇應小于350 m/min。
綜合以上考慮,并依據刀具壽命公式,在使用該Al2O3基陶瓷刀片干式車削300M超高強度鋼時,建議切削參數為:切削速度200~300 m/min、切削深度0.1~0.15 mm、進給量0.05~0.1 mm/r。
3 結語
應用對角正交回歸法對Al2O3基陶瓷刀片干式車削300M超高強度鋼的刀具壽命進行了研究,得到了以下結論:
(1)Al2O3基陶瓷刀片干式車削300M超高強度鋼時的磨損機理主要是粘結磨損和顆粒磨損;
(2)獲得了Al2O3基陶瓷刀片干式車削300M超高強度鋼的刀具壽命經驗公式,為優化300M超高強度鋼切削參數優化提供了可靠的依據;
(3)Al2O3基陶瓷刀片干式車削300M超高強度鋼時的合理切削參為:切削速度200~300 m/min、切削深度0.1~0.15 mm、進給量0.05~0.1 mm/r。
[1]趙振業.航空高強度鋼的理論、發展和應用[J].材料工程,1991(2):29-31.
[2]韓榮第,于啟勛.難加工材料切削加工[M].北京:機械工業出版社,1996.
[3]張保國,陳志同,熊曦耀,等.涂層刀具銑削加工300M鋼的刀具磨損試驗研究[J].航空精密制造技術,2008,44(2):41 -44.
[4]劉志兵,王西彬,楊洪建.陶瓷刀具干銑削超高強度鋼的試驗研究[J].工具技術,2003,37(5):7-9.
[5]Benga Gabriel C,Abrao Alexandre M.Turning of hardened 100Cr6 bearing steel with ceramic and PCBN cutting tools[J].Journal of Materials Processing Technology,2003,143(12):237 -241.
[6]Coelho Reginaldo T,Eu-Gene Ng,Elbestawi M A.Tool wear when turning hardened AISI 4340 with coated PCBN tools using finishing cutting conditions[J].International Journal of Machine Tools & Manufac-ture,2007 ,47(2):263-272.
[7]艾興.高速切削加工技術[M].北京:國防工業出版社,2003.
[8]鄧建新,趙軍.數控刀具材料選用手冊[M].北京:機械工業出版社,2005.
[9]劉獻禮,陳波,嚴復鋼,等.PCBN刀具的選擇與使用[J].機械工藝師,1998(10):14 -16.
[10]仇啟源,龐思勤.現代金屬切削技術[M].北京:機械工業出版社,1989.
[11]陳章燕.研究切削過程的新方法[J].北京工業學院學報,1989,15(2).
