TiN涂層刀具的抗熱沖擊性能*
2012-10-23 05:49:24崔海冰鄧建新劉愛華連云松
制造技術與機床 2012年6期
崔海冰 鄧建新 劉愛華 連云松
(山東大學機械工程學院,山東濟南 250061)
TiN涂層具有高硬度、高耐磨性和小摩擦系數等優異性能,廣泛應用于切削刀具,可以提高加工精度,改善工件的表面質量,大幅提高切削刀具的使用壽命[1]。然而刀具在進行切削時,由于切入時的急劇升溫、切出時的急劇降溫或切削液的冷卻使涂層刀具在極短的時間內產生劇烈的溫度變化,并相應地產生很大的熱應力,造成涂層的剝落失效[2],因此研究涂層刀具的抗熱沖擊性能就顯得尤為重要。目前針對涂層的抗熱沖擊性能研究主要集中于厚度較厚熱障涂層[3-7],而對于較薄的刀具涂層研究較少。傳統的研究方法是采用水淬法,將臨界溫差作為評價涂層抗熱沖擊性能的參數。但是筆者經過試驗發現,水淬法不適合研究刀具涂層的抗熱沖擊性能,主要原因在于刀具涂層的厚度較小,產生的熱應力不足以使刀具涂層產生裂紋或脫落,卻足以使基體破壞。采用激光照射的方法,熱影響區域較小,升溫速度快,在涂層中產生的熱應力比較大,可以比較方便地觀察熱沖擊對涂層刀具的影響。因此采用激光照射的方法研究TiN涂層刀具的抗熱沖擊性能。
1 試驗方法
試樣采用由巴爾查斯公司制備的物理氣相沉積(PVD)TiN涂層刀具,基體為YG6,涂層刀具的制備溫度為400℃。涂層的厚度為3 μm,硬度為2 300 HV,和基體之間的結合力為60 N。
圖1為激光熱沖擊試驗裝置示意圖。實驗原理為:由激光器發射出的激光,經由匯聚透鏡聚焦,照射到試樣表面,激光光波的電磁場和材料發生相互作用,將光能轉變為熱能,試樣表面溫度迅速上升,對試樣形成熱沖擊。激光器采用氙燈泵譜釔鋁石榴石(YAG)脈沖激光器,激光波長為1 064 nm,脈沖寬度為0.1 ms,光斑直徑為1 mm。在試驗過程中使用J-50MBYAG激光能量探頭檢測激光的能量。

激光功率密度計算公式為

式中:Q為脈沖激光的能量,J;τ為脈沖寬度,s;d為光斑直徑,m。
2 應力場的有限元仿真
采用ANSYS軟件對激光照射試樣過程中產生的應力場進行仿真計算。建立如圖2所示的有限元模型,基體直徑D=3 mm,基體厚度H=0.5 mm,涂層厚度h=3 μm,光斑直徑為1 mm,表1為涂層和基體的熱物理性能參數。由于模型的軸對稱性,計算時可取其一半并可簡化為二維問題。圖3為有限元模型的邊界條件,與空氣的對流系數取hc=6 W/(m2·℃)。因為激光束的能量分布屬于高斯分布,所以施加如圖4所示的表面熱源,加熱時間為0.1 ms,模型的初始溫度和環境溫度為20℃,考慮殘余應力的影響。采用ANSYS Plane13單元進行直接熱力耦合分析,在計算過程中作如下假設:涂層和基體均為各向同性;涂層和基體的熱物理性能參數與溫度無關;忽略塑性變形的影響;涂層與基體結合良好。


表1 涂層和基體的熱物理性能參數
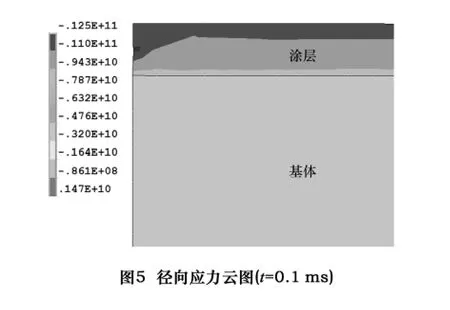
圖5~7為功率密度2 400 MW/m2的激光在照射終止時刻(t=0.1 ms)得到的徑向應力、軸向應力和剪切應力云圖。可以看出,軸向應力和剪切應力在結合界面處取得最大值,最大值分別為0.545 GPa和0.509 GPa,軸向應力和剪切應力利于涂層從基體脫離。徑向壓應力在涂層表面取得最大值,最大值可達12.5 GPa,徑向壓應力要遠遠大于其他2個方向的應力,在涂層的破壞中應該起主導作用。圖8為在光斑中心位置徑向應力沿厚度方向的應力分布,可以看出涂層中的應力要大于基體中的應力,并且在涂層和基體的界面處存在較大的應力梯度。圖9為在不同時刻涂層表面徑向應力沿半徑方向的應力分布,壓應力在照射過程中逐步增大,在照射終止時刻應力達到最大值,隨后減小。在激光照射區域內部為壓應力,因為激光光束的功率密度為高斯分布(如圖4),所以在光斑內部存在較大的應力差,光斑中心位置應力取得最大值。在光斑邊緣應力變化較大,并且應力由壓應力轉變為拉應力。

3 試驗結果與討論
圖10為試樣經功率密度為4 000 MW/m2的激光照射之后的表面形貌,可以發現試樣表面有“凸起”現象,并產生明顯的裂紋,裂紋在光斑中心位置最寬并向周圍呈輻射狀擴展。從上一部分的有限元分析可知,由于涂層和基體熱膨脹系數和溫度場的差異,在涂層和基體的結合界面處存在較大的應力梯度,從而造成結合界面處應變場的突變。當應力和應變大到一定程度時,涂層和基體脫離。在涂層脫離基體之后,脫離涂層受到周圍很大的壓應力作用,類似于四周固支的薄圓板受壓應力的作用[8],當壓應力達到一定值時,涂層發生彈性失穩翹曲,向外形成“凸起”。涂層翹曲之后,在壓應力的作用下加速失效,產生裂紋。計算涂層發生彈性失穩的臨界應力可由下式[9]得出:

式中:μ為材料泊松比;E為彈性模量,Pa;h和a分別為涂層的厚度和半徑,m。

經過試驗發現,涂層發生“凸起”的區域主要集中在距光斑中心30 μm的范圍內,將a=30 μm代入公式(2)得出TiN涂層發生彈性失穩的臨界壓應力為σc=7.83 GPa。利用有限元可以計算出在不同功率密度激光照射下距光斑中心30 μm涂層表面徑向應力,如圖11所示。根據臨界壓應力σc=7.83 GPa可以獲得臨界功率密度Pc=1 685 MW/m2。

圖12為試樣在不同功率密度激光照射下光斑中心位置的表面形貌。可以看出激光的功率密度越大,產生的裂紋寬度越寬;激光功率密度越小,產生的裂紋寬度越窄。當激光功率密度為2 000 MW/m2時,僅可觀察到微細裂紋存在;當功率密度為1 900 MW/m2時,涂層表面觀察不到裂紋的存在。因此在這樣的試驗條件下,涂層的臨界功率密度為1 900 MW/m2。

理論分析得到的結果臨界功率密度為1 685 MW/m2,與試驗結果存在12.5%的誤差。誤差存在的主要原因在于在實際條件下脈沖激光的全部能量并不能被涂層全部吸收,存在一定的反射,理論分析則假定試樣將脈沖激光的能量全部吸收。除去誤差的因素,理論分析和試驗結果有較好的一致性,所以可以將激光的臨界功率密度作為評價涂層刀具抗熱沖擊性能的參數。
4 結語
(1)通過激光照射的方法研究涂層刀具的抗熱沖擊性能是可行的,將激光的臨界功率密度作為評價涂層刀具抗熱沖擊性能的參數,通過試驗獲得TiN涂層刀具的臨界功率密度為1 900 MW/m2。
(2)當激光照射區域涂層和基體在結合界面處應力應變大到一定程度時,涂層與基體發生部分脫離,然后在很大的壓應力作用下發生失穩翹曲,從而導致涂層產生裂紋。
(3)通過理論分析和有限元計算得到的結果與試驗結果存在12.5%的誤差,產生誤差的主要原因在于試樣不能將激光的能量完全吸收,除去誤差的因素,試驗結果和有限元計算結果吻合良好。
[1]S Dolin V S Ek,M Sokovi C.Influence of TiN(PVD)coating on the tool on the identification parameters in turning[J].Journal of Materials Processing Technology,1998,78(1):67 -74.
[2]Schulz H,J D O Rr,I J Rass,et al.Performance of oxide PVD - coatings in dry cutting operations[J].Surface and Coatings Technology,2001,146:480 -485.
[3]張紅松,時蕾,楊樹森,等.高能等離子噴涂Sm2Zr2O7熱障涂層及其熱沖擊性能[J].材料熱處理學報,2011(2):112-118.
[4]Han J C.Thermal shock resistance of ceramic coatings[J].Acta materialia,2007,55(10):3573 -3581.
[5]Wang Y,Tian W,Yang Y,et al.Investigation of stress field and failure mode of plasma sprayed Al2O3-13\% TiO2coatings under thermal shock[J].Materials Science and Engineering:A,2009,516(1 -2):103-110.
[6]Li Meiheng,Sun Xiaofeng,Hu Wangyu,et al.Thermal shock behavior of EB -PVD thermal barrier coatings[J].Surface and Coatings Technology,2007,201(16 -17):7387 -7391.
[7]Gan Z,Ng H W.Experiments and inelastic finite element analyses of plasma sprayed graded coatings under cyclic thermal shock[J].Materials Science and Engineering:A,2004,385(1):314 -324.
[8]馮愛新,謝華錕,張永康,等.膜-基界面結合狀況應力-應變診析技術研究[J].工具技術,2003,37(12):44 -47.
[9]劉鴻文,林建興,曹曼玲.板殼理論[M].杭州:浙江大學出版社,1987:185-189.
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
上海節能(2020年3期)2020-04-13 13:16:16
裝備制造技術(2019年12期)2019-12-25 03:06:00
天津醫科大學學報(2019年6期)2019-08-13 07:04:32
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
機械工程師(2015年10期)2015-02-02 01:14:03
建筑材料學報(2014年3期)2014-03-11 17:08:02
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
