初始殘余應力對鋁合金7475板件變形的解析法研究*
2012-10-23 05:49:42林愛琴鄭敏利樊春光
制造技術與機床 2012年6期
關鍵詞:變形
林愛琴 鄭敏利 樊春光 顧 巖
(哈爾濱理工大學機械動力工程學院,黑龍江哈爾濱 150080)
航空鋁合金7475板材主要應用在航空發動機典型板件上,這種材料具有高強度高塑性特點,在實際加工中易引起變形,導致加工精度超差,降低成品率。國內外對工件變形成因有所研究。如Nervi.Sebastian建立了毛坯初始殘余應力引起加工變形的數學預測模型,指出零件的最終變形情況與毛坯初始應力的分布狀態和形狀密切相關[1]。Keith A.Young采用數值模擬與銑削相結合的方法研究了銑削加工引入的殘余應力對加工變形的影響,指出加工引入的殘余應力與變形與刀尖圓弧半徑和切削刃鈍圓半徑密切相關[2]。黃志剛等人[3]研究了毛坯初始殘余應力釋放以及多因素耦合對工件加工變形規律的影響,對不同隔框加工順序進行了分析,確定了工件變形最小的隔框加工順序。郭魂等人預測了航空框類薄壁件加工過程中的變形,并分析了裝夾應力、殘余應力對工件變形的影響[4-5]。王秋成利用解析法研究依次剝層時初始殘余應力對鋁合金7075板材工件變形的影響[6]。根據上述研究表明,初始殘余應力是影響工件整體變形的主要因素,大多通過有限元和解析方法依次均勻剝層來分析每剝一層后殘余應力釋放引起工件變形及釋放后殘余應力重新分布狀態。但是對于一些結構對稱零件,通常需要正反面加工的。所以本文根據實際需要研究單面和正反面反復加工兩種情況下殘余應力的變化及對工件變形的影響,并進行對比分析。
1 單面剝層時殘余應力對工件變形影響分析
圖1為預拉伸處理的鋁合金7475矩形板,根據實際測量的此板材的初始殘余應力分布規律及理論計算方便進行如下假設:
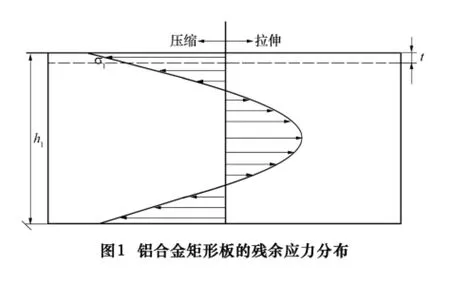
(1)初始殘余應力在平行于板厚的中間面的任一平面內均勻分布且沿板厚方向對稱分布。初始殘余應力是自平衡力,在垂直于應力方向的截面內,合力與合力矩都為零,即:

式中:σ為每層的殘余應力;h為板厚。
(2)材料具有各向同性,在剝層材料的加工工藝過程中,假設沒有切削力、熱等其他因素產生的新殘余應力場。
(3)將板厚均勻等分,每次去除材料的厚度相等。
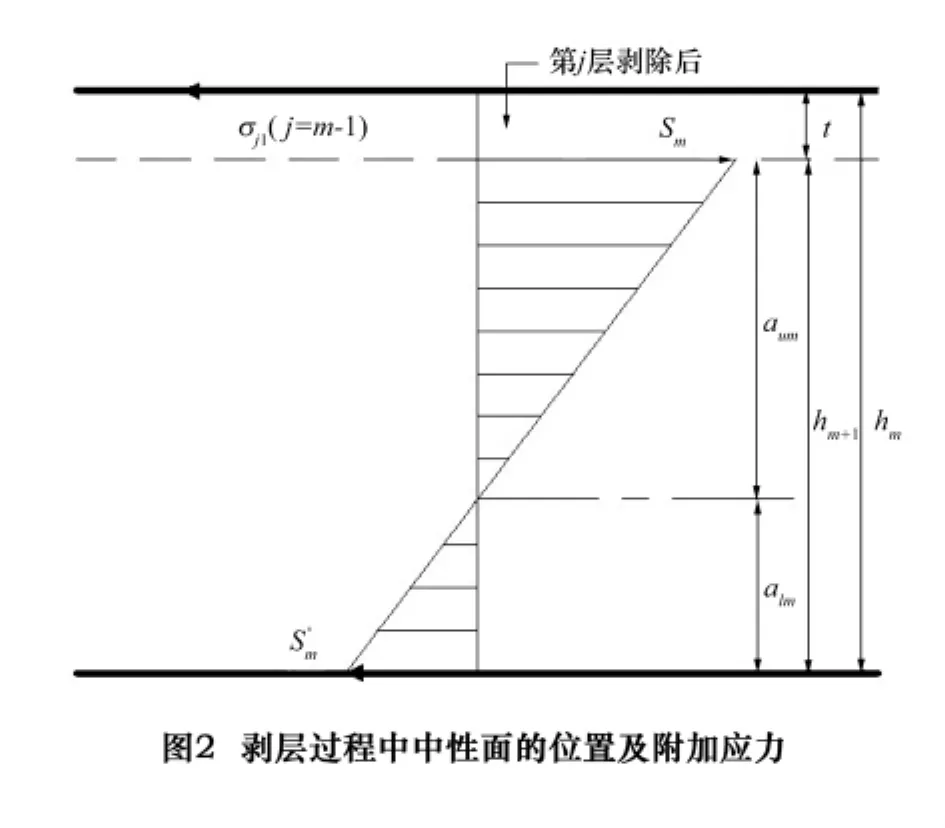
如果材料從上往下依次去除,如圖2所示,當去除m層時,則第m層材料剝除前后的曲率變化為[7]

式中:ρm、ρm+1分別表示去除第m層材料前后工件的曲率半徑;hm、hm+1分別為去除第m層材料前后的工件厚度;σj1為去除第m層前存在于該層的應力,j=m-1;t為剝層厚度;E為材料彈性模量。
當去除第m層材料后,剩余部分的變形撓度值為

式中:l為板的長度,曲率k=1/ρm+1。
根據力的平衡關系有:

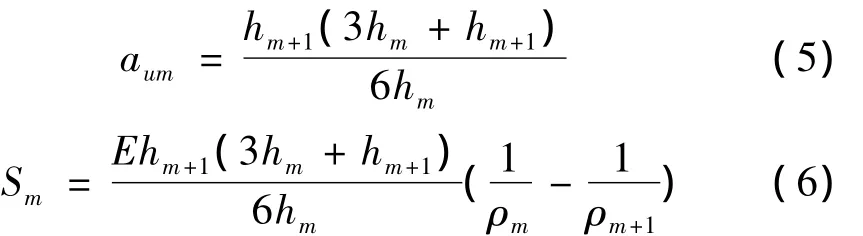
式中:Sm、S'm分別表示去除第m層引起工件材料剩余部分上、下表面的附加應力;aum為中性面至剩余部分上表面高度;alm為中性面至剩余部分下表面高度。

即得:
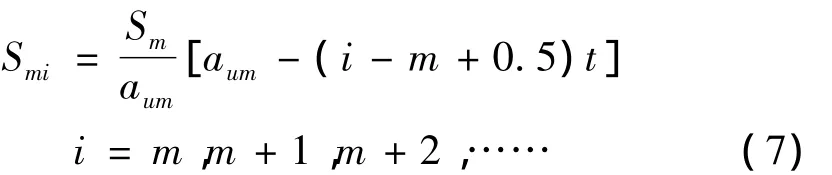
因去除m層后引起剩余各層內的附加應力Smi為
去除某一層后最上層的殘余應力重新分布為
式中:σi1代表去除了i層材料后剩余材料最上層的殘余應力值;σi+1表示工件原始第i+1層的初始殘余應力值。
將式(8)代入式(2)得出:

通過式(9)和式(3)可以計算出對應去除i層后工件的彎曲變形值。
2 正反面剝層初始殘余應力對工件變形影響
設工件從上往下共分n層,從工件上表面開始進行加工,第1層材料去除后殘余應力重新分布情況同上。當第2次加工材料(工件第n層)時,工件曲率變化與此層的應力關系式為

根據力的平衡關系有:

由胡克定律知:

將式(10)~(12)聯合求解得出:


當剝除第k層時,可得出:其中:bk、ak分別為剝除第k層后,工件上、下表面到中性面距離,hk、hk+1為剝除第k層前后工件的厚度,S'k為剝除k層后材料下表面的殘余應力;Ski為去除第k層后,引入剩余各層的附加殘余應力。當剝除第n層后剩余各層的殘余應力為:
第3次加工是工件的上表面第2層,當剝除上表面第2層時,施加的殘余應力分布按照單面剝層情況的推導公式求解。綜上,可得工件上下表面對稱加工時,去除工件第i層前此層的殘余應力為
式中:i表示剝除工件總層數的任意一層。
將式(2)、(3)、(19)聯立,可求出對應此層的工件彎曲撓度值。
3 鋁合金7475初始殘余應力引起的工件變形結果分析
毛坯材料為鋁合金板件7475,彈性模量和泊松比分別為71 GPa和0.32,工件尺寸為500 mm×300 mm×20 mm。利用剝層法得到的毛坯初始殘余應力進行離散化,按照“力平衡,力矩平衡”原則,得到各層的平均應力,如圖3所示。
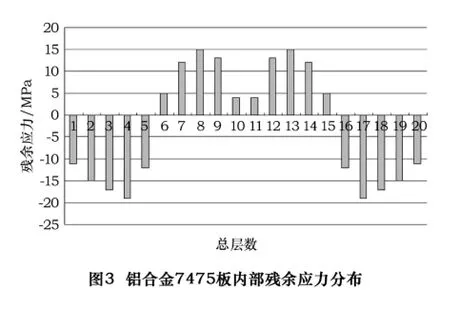
將圖3中每層的初始應力值代入式(2)中,然后通過式(3)~(9)進行計算,得出對應單面剝層情況從上之下依次剝除對應各層的殘余應力分布和工件變形值。
選用尺寸相同的鋁合金7475矩形板進行高速銑削實驗,機床為多棱三軸加工中心,刀具為直徑100 mm的硬質合金面銑刀,前角 10°,后角7°,主偏角45°,刀尖圓弧半徑0.8 mm。測量儀器:三坐標測量機。
切削參數:切削速度v=1 800 m/min,每齒進給量f齒=0.1 mm/齒,銑削深度ap=1 mm,進行分層切削。
每次銑削完一層后,進行時效處理,使得工件殘余應力充分釋放后,測量工件的變形撓度值與解析法求得的變形值進行對比,如圖5所示。
通過圖5可知,解析值和實驗值是有一定誤差的,主要是因為解析法假設殘余應力是單向的,殘余應力迭代時的附加應力也簡化了,而且在實際加工中裝夾力和切削力對工件變形也有一定的影響,使得實驗值大于解析值,但變化趨勢是一致的,驗證了解析法的正確性。

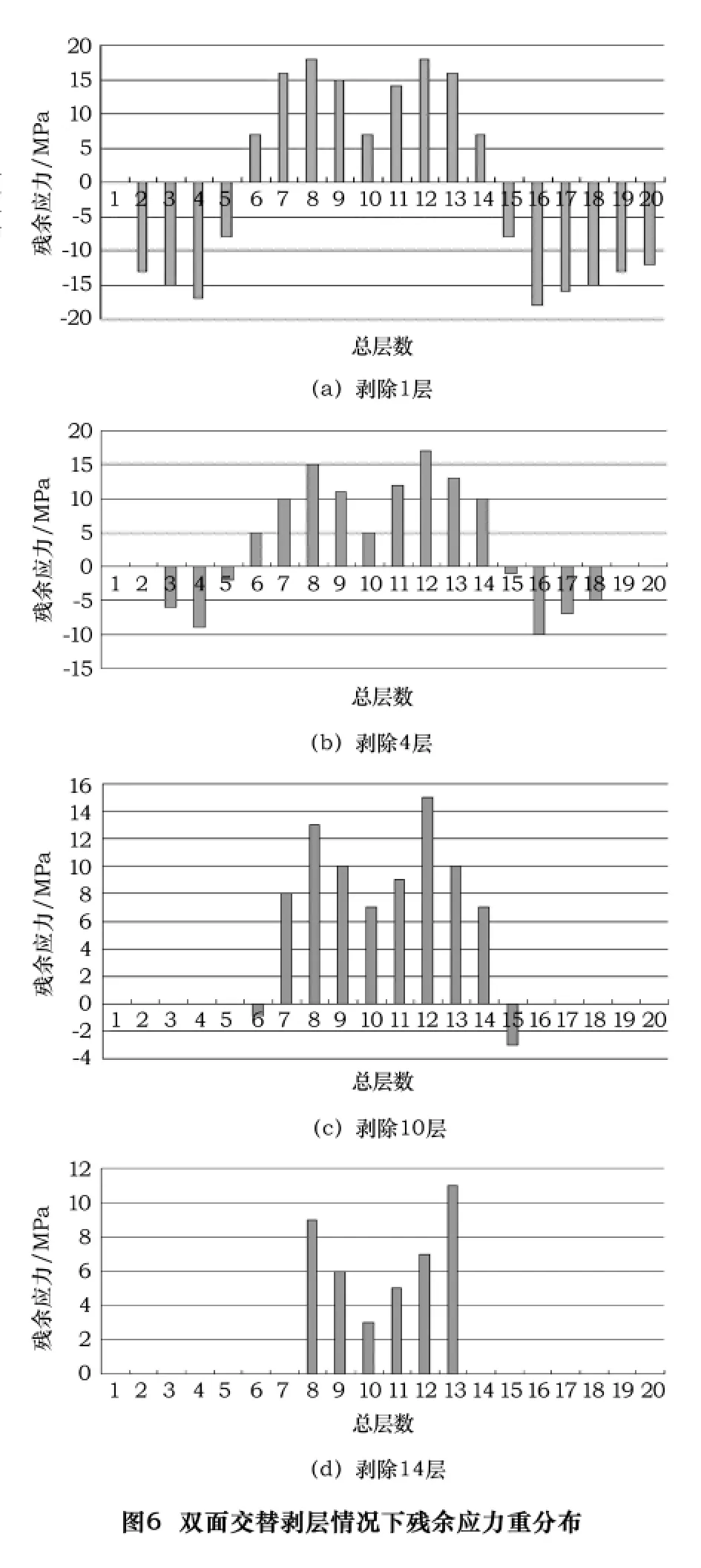
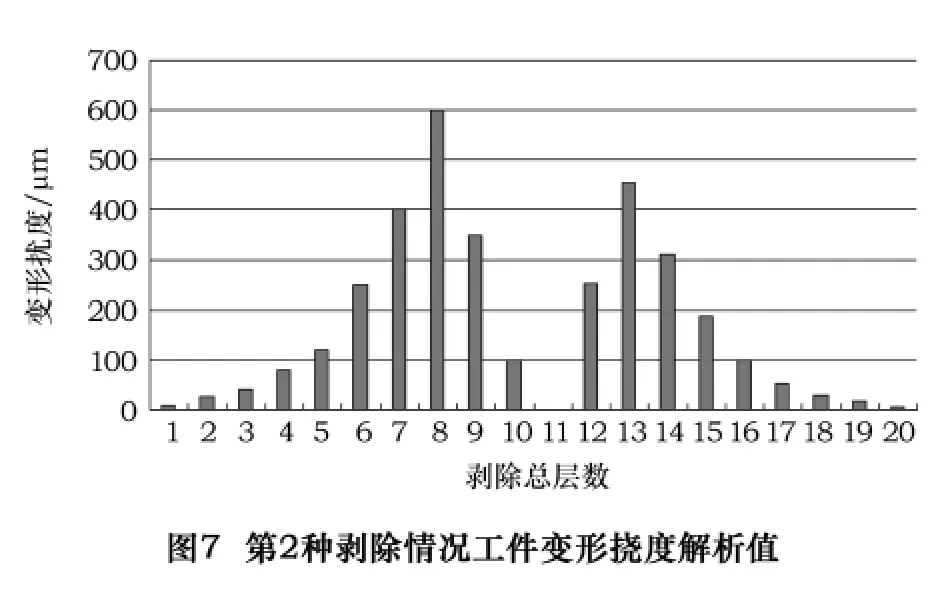
通過雙面交替剝層情況,計算剝除某層后對應剩余層的殘余應力重新分布和對應工件彎曲變形值分別如圖6和圖7。
4 結語
通過對上述兩種剝層方法引起的工件變形和殘余應力分布進行了解析法計算和實驗驗證,得出以下結論:
(1)在單面剝層情況下剝除材料時,在材料去除的初始階段,工件的變形值隨著剝層深度的增加而增加。當剝層深度達到13 mm時,變形程度最大,而后變形呈減小趨勢,當剝層深度達到15 mm,工件兩端的向上翹曲變形最小,繼續剝層時工件開始向相反方向翹曲。
(2)當采用對稱剝除材料方法得到的工件翹曲方向一直是一個方向,在初始階段變形值有增大趨勢,剝除總第8層后開始逐漸減小,最后剝除總第10層后變形值比第一種情況變形值小很多。說明采用對稱去除材料方式能夠驅使初始殘余應力充分均勻的釋放,有效地控制了工件變形。
(3)通過上述的解析方法可以分析殘余應力引起的加工變形規律,獲得最小變形時的最佳加工方法,對控制工件的變形有指導意義。
[1]Nervi Sebastian.A mathematical model for the estimation of effects of residual stresses in aluminum parts[D].Washington University,USA,2005.
[2]Young Keith A.Machining-induced residual stress and distortion of thin parts[D].Washington University ,USA,2005.
[3]黃志剛,柯映林,董輝躍.框類整體結構件銑削加工順序的有限元模型[J].浙江大學學報,2005,39(3):368 -372.
[4]Guo H,Zuo D W,Wang S H,et al.The application of FEM technology on the deformation analysis of the aero thin一walled frame shape workpiece[J].Key Engineering Materials,2006,315/316:174 -179.
[5]Guo H,Zuo D W,Yu Wei,et al.Simulation of effect of clamping on residual stress of aero components by measns of FEM[J].7thICPMT,2004:730-734.
[6]王秋成.航空鋁合金殘余應力消除及評估技術研究[D].杭州:浙江大學,2003.
[7]唐志濤.航空鋁合金殘余應力及切削加工變形研究[D].濟南:山東大學,2008.
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
