高密度網(wǎng)眼孔板分段沖孔工藝及技術(shù)裝備
2012-10-23 05:49:50梁東凱
制造技術(shù)與機床 2012年6期
梁 睦 梁東凱
(①中原工學院機電學院,河南鄭州450007;②河南省煤炭高級技工學校,河南新鄭 451199)
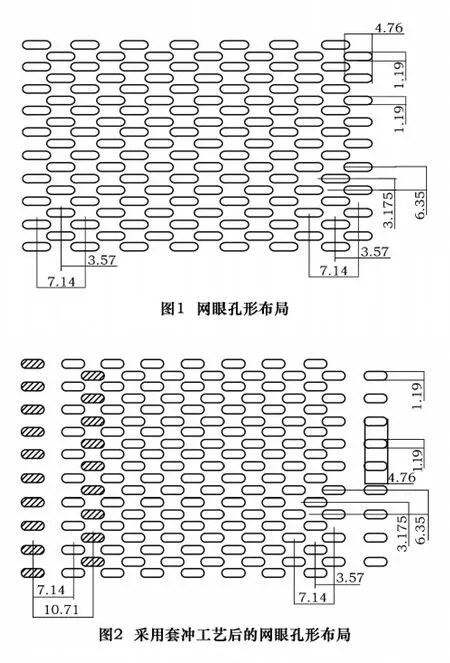
在與美國杜邦公司合作生產(chǎn)的腈綸設(shè)備中,有一種簾子網(wǎng)版,需要在3 050 mm×410 mm的不銹鋼板上制35 489個4.76 mm×1.19 mm的長圓孔,網(wǎng)眼孔形布局如圖1所示。
筆者當時面臨的加工難題有兩個:
其一:如此密集的網(wǎng)眼布局(直接按3.57 mm×3.175 mm呈品字形布置沖頭),沖頭在沖模上無法固定;
其二:原有沖床數(shù)控進給機構(gòu)的工作行程是:X坐標(長度方向)為2200 mm,Y坐標(寬度方向)為1200 mm;可滿足一般國產(chǎn)鋼板(尺寸為2 100 mm×1 000 mm)網(wǎng)板的沖孔加工要求;但是原設(shè)備進給絲杠長度只有2 500 mm,無法滿足3 050 mm的進給長度加工要求。
為解決加工難題,筆者首先采用了套沖工藝,解決沖頭固定的難題。即沖頭按6.35 mm×10.71 mm間隔呈品字形(如圖2中陰影的長圓孔)布局,每次縱向間歇性進給7.14 mm。具體做法是:用一20 N·m、步距角1.8°的步進電動機,驅(qū)動一直徑40 mm、螺距3 mm的單頭絲杠,每次轉(zhuǎn)動476個步距角,間歇性進給7.14 mm,由沖頭相對鋼板沖孔一次。累積沖孔形成的網(wǎng)眼布局如圖2所示。
脈沖數(shù)計算如下:
板料相對于沖頭每前進7.14 mm,步進電動機驅(qū)動絲杠需要轉(zhuǎn)動的角度為:

折算成步進電動機需要輸入的脈沖電流數(shù)為:
上述計算中:L為欲沖孔板料每間歇性進給一次需要前進的距離;S為絲杠導程;φ為板料每間歇性進給一次,步進電動機需要驅(qū)動絲杠連續(xù)轉(zhuǎn)動的角度;θ為步進電動機的步距角;N為板料每間歇性進給一次,驅(qū)動電源需要向步進電動機輸入的脈沖電流數(shù)。
采用上述套沖工藝的優(yōu)點是:解決了沖頭固定和連續(xù)沖孔工藝的基本難題,為原設(shè)備改造提供了最經(jīng)濟的可行性方案。但是其缺陷也是十分明顯的,在沖孔后的鋼板兩頭,各留下一排漏沖的虛位,以待另外補沖。
加長絲杠是解決進給行程最簡單的方法,但需要在加長絲杠的同時加長滑座[1],并重新考慮進給滑座的合理支撐,其改造工作量大、成本高、改造工期時間較長,不僅難于滿足生產(chǎn)進度的時間要求以及停機改造工期太長對近期生產(chǎn)任務(wù)的完成,也有十分不利的影響。另外,加長絲杠的方案缺乏現(xiàn)場應(yīng)變的靈活性,如這次為滿足3 100 mm的板長進給要求改造了沖床,下次再有更長的產(chǎn)品仍然難以加工[2],因此,這不是一個很好的改造方案。為此,我們采用了增加定、滑尺工裝,重復定位,分段沖孔的工藝方案。圖3所示為改進后的板料重復定位進給機構(gòu)。
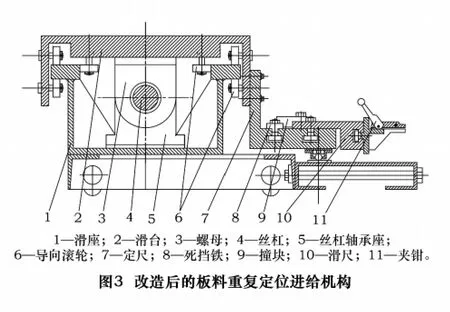
圖4所示為始沖狀態(tài)。我們在原滑臺6上固定了1根3 750 mm長的定尺14,并在定尺14上安裝1根3 300 mm長的滑尺10,滑尺長度以加工板長而定[3](本方案加工板長為3 100 mm),以保證被加工板料的長度固定要求;定尺長度依滑尺重復定位要求(定位滑塊設(shè)置)及定位后系統(tǒng)剛度要求而定。沖孔加工前,被加工板料4由板料定位塊5、13定位后,用夾鉗8夾持固定在滑尺10上,在滑尺一端固定一撞塊11,并將死擋鐵12緊靠在撞塊11上(以備將來為提高功效重復定位之用),然后將滑尺10與定尺14間用T型螺釘固定[4]。沖孔加工時,先將板料中心對準沖頭中心,利用原數(shù)控小孔沖床控制系統(tǒng)的數(shù)顯脈沖數(shù)確定位置,并保證此時滑座進給行程大于板料長度的一半。

然后開動沖床,使板料由中間向一邊沖孔加工,按數(shù)顯脈沖技術(shù)操作,完成板料進給一半行程的沖孔后停機,這時沖孔已達到被沖孔板料一頭的邊緣,如圖5一半沖程所示。

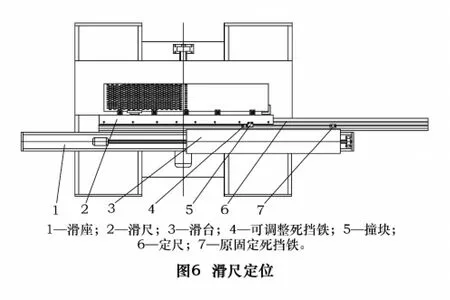
緊接著如圖6滑尺定位所示,松開定尺6與滑尺2間的緊固T型螺釘,抽動滑尺2,使板料中心回到?jīng)_頭中心加一步進給量的位置(圖中兩排孔中間空位),并考慮沖孔后板料的延伸量,盡量保證續(xù)沖后,對接處的孔距誤差小于±0.1 mm,再將另一死擋鐵4靠緊滑尺定位后的另一端[5](為下一步重復定位方案之用),并固定在定尺6上,用T型螺釘固定定尺6、滑尺2。
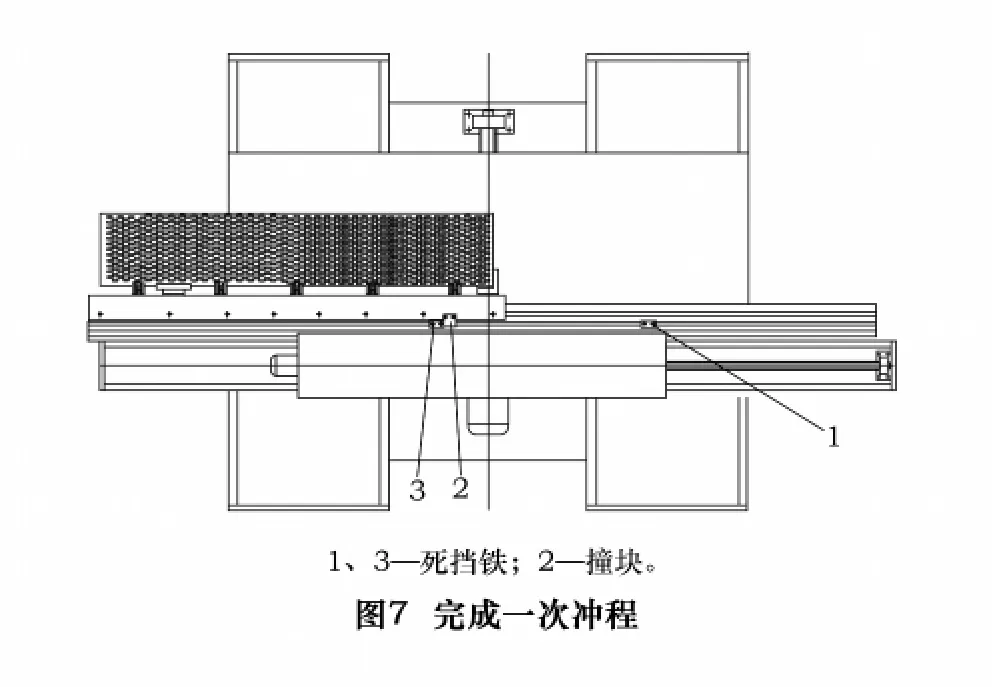
然后再開動沖床反向進給(如前一半沖孔時,步進電動機驅(qū)動絲杠順時針轉(zhuǎn)動,在滑尺相對于定尺移動、固定后,步進電動機應(yīng)驅(qū)動絲杠按逆時針轉(zhuǎn)動),按脈沖數(shù)顯完成另一半板料進給行程的沖孔加工。如圖7所示,在采用了重復定位的分段沖孔工藝后,原來套沖工藝漏沖的那一排孔,也得到了十分合理的補沖,使加工工藝圓滿地達到了圖紙設(shè)計的技術(shù)要求。
由此完成了一次板料全長行程的沖孔初步調(diào)整操作。進一步比較沖孔對接處的缺陷,逐步調(diào)整死擋鐵3的位置,使兩次沖程連接處的孔距誤差小于±0.1 mm,直到對接處滿足要求為止。這樣死擋鐵1與3不再變動,利用撞塊2相對于兩處死擋鐵的固定位置重復定位,操作即可加快。裝夾板料后(板料相對滑尺也有一個死定位),讓滑尺靠緊定尺一端的死擋鐵,用T型螺釘固定定尺與滑尺,開動沖床,按脈沖數(shù)顯示完成板料一半行程的沖孔加工;松開T型螺釘,抽動滑尺,使滑尺上固定的撞塊靠緊定尺另一端的死擋鐵(這就是文中所提的重復定位),擰緊T型螺釘,固定定尺滑尺(不再考慮沖孔對接問題),開動沖床反向進給,按脈沖數(shù)顯示完成另一半的板料沖孔加工,卸料、裝料,然后再重復這一操作過程。
采用此改造方案,在2個死擋鐵沒有固定前,由于每次沖孔到一半時,都需要仔細對接下一半的沖孔位置,否則就會出現(xiàn)次品、甚至是廢品,所以生產(chǎn)效率較低,每一張板料需要沖孔35~40 min。在死擋鐵位置固定后,利用撞塊相對于死擋鐵間固定位置的重復定位,每張板料的沖孔加工時間可減少20~25 min,十分明顯地提高了加工質(zhì)量和效率。另外,板料沖孔長度可以拓寬為0~4 800 mm,原設(shè)備改造工作量小,結(jié)構(gòu)簡單,用少量的改造資金解決了生產(chǎn)關(guān)鍵問題。因此筆者認為,對于長板沖孔中小批量生產(chǎn),在進給絲杠不夠長的情況下,采用定滑尺機構(gòu)重復定位,分段沖孔工藝是一種行之有效、切實可行的方案。筆者采用此方案,順利地解決了進口板料出口產(chǎn)品加工的技術(shù)難題,為企業(yè)創(chuàng)造了良好的經(jīng)濟效益。
[1]濮良貴.機械設(shè)計[M].北京:高等教育出版社,2007:380-408.
[2]孫桓,陳作模.機械原理[M].北京:高等教育出版社,2005:196-227.
[3]黃平.常用機械零件及機構(gòu)圖冊[M].北京:化學工業(yè)出版社,1999:392-413.
[4]黃真.空間機構(gòu)學[M].北京:機械工業(yè)出版社,1991:113-120.
[5]成大先.機械設(shè)計圖冊[M].北京:化學工業(yè)出版社,2000:203-251.
