超精密磨床振動和溫度無線監測系統研究*
2012-10-23 05:49:50郭隱彪
制造技術與機床 2012年6期
林 靜 郭隱彪 韓 偉
(廈門大學物理與機電工程學院,福建廈門 361005)
1 加工過程無線監測概況
為提高機械加工精度,對加工系統的狀態進行綜合的在線監測是技術發展趨勢[1]。加工過程監測主要是對力、振動、溫度和電流等特征量進行監測,從而判斷機床的工作狀態。其實質目標是了解和掌握加工系統在運行過程中的狀態,優化設備運行和加工過程,在出現異常時,可提供分析的依據。從監控流程上,具體的工作可以分為信號采集、無線傳輸、信號分析3個部分。
目前,無人車間的發展理念受到企業的更多關注,因此無線監測在環境監控方面的研究和開發成為一種迫切需要[2]。同時,近年來伴隨網絡技術的快速發展,加工過程無線監控系統開發越來越受到研究者的關注。在監控刀具磨損、切削力測量和磨削溫度測量等方面,無線監控領域都有相關的研究嘗試[3]。無線監測相對于傳統的有線監測,在方便、快捷和低成本方面具備其獨特的優勢。無線監測終端是由分布在機床上的傳感器等數據采集設備構成,周期性獲取振動、溫度、電流和聲發射等特征信號[4],采集到的各類數據信息,通過無線網絡在監測終端和控制中心之間進行傳遞。最終控制中心會對這些信號做出相應的處理,由數據處理結果反映機床的當前工作狀態,達到實時在線監控的目的。
2 無線監控系統構建
開發的無線監控系統基本結構如圖1所示,系統主要由紅外測溫儀、加速度傳感器、無線數據傳輸設備和下位機PC構成。精密磨削機床的振動信號、砂輪溫度信號分別由加速度傳感器和紅外測溫儀采集,采集得到的模擬信號,經過調理電路獲得轉換后的數字信號,通過無線網絡傳輸至控制中心并針對具體信號進行分析和處理。信號分析結果由監測軟件顯示,基于分析結果判斷機床是否處于正常工作狀態。

振動信號由壓電式加速度傳感器采集,針對振動信號在磨床的分布特點,系統采取多通道采集方案,測點位置主要分布在工作臺、機床底部和砂輪罩殼上方3處。機床工作臺沿導軌的水平移動提供加工過程X軸方向運動,振動現象比較其他地方要劇烈,是振動監測最關鍵位置。機床底部的測點設置,采集機床與地面接觸處的振動信號,可以反映來自周邊振源的影響。砂輪豎直方向的運動提供機床Y軸方向移動,磨削加工過程也是振動較明顯的位置,所以在砂輪罩殼上方設置一個測點位置。溫度信號通過紅外測溫儀采集,磨削過程砂輪與工件接觸區是熱量產生的主要區域,溫度采集點設置在這一區域能夠有效地反映機床工作過程溫度變化情況。加速度傳感器分布和紅外測溫儀的測點設置方案如圖2所示。

采用的壓電式加速度傳感器是江蘇聯能電子技術有限公司型號為CA-YD-186的產品,其輸出電壓范圍是0~6 V,相比于無線數據傳輸轉換設備的輸入電壓過小,需要在調理電路中配備電荷放大器。傳統的熱電偶測溫方法破壞工件整體性,導致熱量的傳導與實體工件有差異,紅外測溫儀采用紅外成像檢測技術對正在運行的設備進行非接觸檢測,屬于無損測量,靈敏度高,響應速度快,適合應用于磨削過程快速轉動的砂輪溫度監測。
3 實驗結果
實驗過程分兩階段在精密磨床MGK7160上進行的,首先針對機床振動情況進行監測,再分析溫度特征信號完成實驗。壓電式加速度傳感器采用江蘇聯能電子技術有限公司型號為CA-YD-186的產品,紅外測溫儀是購買德國Optris公司生產的CTlaser LT/1M/2M/CTglass產品。
經過無線傳輸獲得的振動信號分析結果如圖3所示,波形圖和幅值譜分別從時域和頻域分析振動特征信號。由振動波形可觀察到,采集到的振動信號維持在一個較小的振動范圍內變化,也沒有異常的振幅跳動發生;幅值譜中在60~70 Hz范圍的增大是由于砂輪轉動的自身固有頻率原因,不代表機床的工作異常。

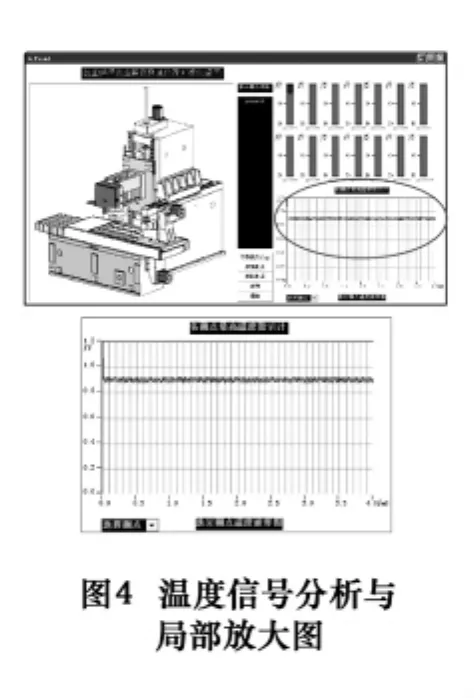
經過無線傳輸獲得的溫度信號分析結果顯示如圖4所示,溫度波形圖的光滑、平穩表明磨削過程產生的磨削熱沒有發生急劇升高的異常情況。當磨削過程出現異常狀況,反映到磨削熱方面通常會使得砂輪溫度急劇升高,所以溫度監測結果同樣表明機床也處于正常工作狀態。
4 結語
振動信號與加工系統的動態特性密切相關,其中包含著豐富的各類異常狀態的信息,在磨削加工過程中,產生的磨削熱使磨削區的溫度急劇升高,產生的高溫對砂輪、工件及磨床產生不同程度的不良影響,所以從振動和溫度的角度在線監測機床加工狀態較易實現。本文構建一套基于無線傳輸的精密磨床在線監控系統,終端振動傳感器和紅外測溫儀采集的信號調理后無線傳輸到監測中心,進行相關的數據分析和處理。實驗結果證明該無線監測系統可以實時、有效地監控機床的工作狀態。
[1]姜晨,郭隱彪,韓春光,等.精密加工環境分布式無線網絡監控技術研究[J].廈門大學學報:自然科學版,2010,49(5):631 -635.
[2]Lin Jing,Guo Yinbiao,Yang Wei,et al.A monitoring and wireless transmission system on the machining tool[J].Advanced Materials Research,2011,189 -193:4182 -4185.
[3]Ma Lei,Melkote Shreyes N.On-line monitoring of end milling forces using a thin film based wireless sensor module[C].Proceedings of the ASME 2010 International Manufacturing Science and Engineering Conference,October 12 -15,2010,Erie,Pennsylvania,USA.
[4]唐旎,郭隱彪,林曉輝,等.精密加工環境監控系統數據庫的開發研究[J].機械制造與機床,2011(1).
[5]涂文特,李家春,劉春偉.數控機床刀具磨損無線監測系統[J].煤礦機械,2011,32(10).
[6]周祖德,陳幼平.現代機械制造系統的監控與故障診斷[M].武漢:華中理工大學出版社,1999.
[7]盧文祥,杜潤生.機械工程測試·信息·信號分析[M].武漢:華中科技大學出版社,2003.
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
工業設計(2022年8期)2022-09-09 07:43:20
鴨綠江(2021年35期)2021-04-19 12:24:18
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
天天愛科學(2020年6期)2020-09-10 07:22:44
電子制作(2018年11期)2018-08-04 03:25:42
數學物理學報(2017年6期)2018-01-22 02:26:40
家庭影院技術(2017年9期)2017-09-26 03:41:45
