快走絲電火花線切割對鋁材加工技術的改進
2012-10-23 05:49:54李林喜范文學
制造技術與機床 2012年6期
萬 華 李林喜 范文學
(內蒙古工業大學工程訓練中心,內蒙古呼和浩特 010051)
1 快走絲電火花線切割的切割原理
電火花線切割加工是利用工具電極鉬絲和工件兩極之間脈沖放電時產生的電腐蝕現象對工件進行尺寸加工。其中鉬絲與工件的被加工表面之間必須保持一定間隙,間隙的寬度由工作電壓 、加工量等加工條件而定。電火花腐蝕主要原因是兩電極在絕緣液體中靠近時,由于兩電極的微觀表面凹凸不平,其電場分布不均勻,離得最近凸點處的電場強度最高,極間介質被擊穿,形成放電通道,電流迅速上升。在電場作用下,通道內的負電子高速奔向陽極,正離子奔向陰極形成火花放電,電子和離子在電場作用下高速運動時相互碰撞,陽極和陰極表面分別受到電子流和離子流的轟擊,使電極間隙內形成瞬時高溫熱源,通道中心溫度達到10 000℃以上。以致局部金屬材料熔化和氣化。同時必須采用脈沖電源,即火花放電必須是脈沖性、間歇性,在脈沖間隔內使間隙介質消除電離,使下一個脈沖能在兩極間擊穿放電。
2 快走絲電火花線切割在切割鋁材時遇到的問題及原因分析
以鉬絲為刀具的快走絲電火花線切割對鋁質材料進行切割時會遇到很多問題。以下就針對實際加工中遇到的一些問題進行總結:
(1)導電塊導電效果不佳,短時間內導電塊被磨損并形成凹溝,最終導致斷絲現象。加工時,電源的正極與工件相連,負極通過線架上的導電塊傳遞到鉬絲上,這樣就可以形成1個高頻脈沖放電的回路,而導電塊是保證傳輸能量損失最少的關鍵。對鋁質材料進行切割時,由于放電產生的高溫使得鋁和空氣中的氧氣發生氧化反應生成了氧化鋁顆粒。而氧化鋁是制造砂輪的一種耐磨材料,同時這種材料也是不導電的,如果液體沖刷效果不是很好,導電塊被氧化物包圍并且氧化鋁在工件表面形成一層薄膜,這樣就無法形成正負極之間的放電,使得切割無法進行;導電塊被割成深凹槽、導電塊本身導電性能不好致導電塊與鉬絲間接觸不良,損耗大量的電流能量,減緩切割速度,嚴重的時候將導致鉬絲被拉斷。
(2)被切割工件與鉬絲之間無高頻脈沖電流產生,也不發生短路報警且繼續走絲,出現工件被拉傷現象。線切割機床當發生短路時,數控系統會發出報警信號,同時機床斷絲保護會自動切斷機床的運行,但在切割鋁質材料時由于氧化鋁的覆蓋,使得工件與電極之間無法產生放電,同時導電塊還未被氧化鋁包圍時,其與電極絲間產生火花放電,機床繼續運行,鋁質工件將被鉬絲拉傷,最終工件報廢,鉬絲被拉斷。
(3)切割當中極易出現夾絲、斷絲現象,切割速度很慢。由于鋁質材料極易被氧化,所以切割參數的設置一般較難控制,脈沖間隔太小,放電產物來不及排除,放電間隙來不及充分消電離,這將使加工變得不穩定,易造成斷絲或燒傷工件;但脈沖間隔太大,電流太小又無法保證切割速度。
總之,這些問題都將給實際加工帶來很多的額外工作,要不斷地更換鉬絲的位置或更換導電塊,這樣既無法保證加工精度,也會大大降低加工效率。由于快走絲電火花線切割機床是屬于數控加工設備,安裝好工件后操作工人就沒有必要一直站在機床邊上進行操作了,所以一旦發生短路沒有報警的情況,就可能發生斷絲或拉切工件現象。更換鉬絲是要求有一定的工作經驗,同時需要耗費大量的時間和金錢,因為繞絲的方向、繞絲的松緊、繞絲是否有壓絲等問題都可能導致工作的失敗。如果在短路初期就發現,由于鋁材材質很軟不會把鉬絲拉斷,但工件可能會被拉切而報廢。
3 問題的優化處理
針對以上問題及其分析,經過資料查詢和DK7740電火花線切割機床實際操作可以采用以下方法加以改進切割效果。
3.1 加強工作液循環系統沖刷性能,降低氧化效果
機床的工作液循環系統性能及其沖刷力度對切割效果有著很大的影響,好的循環系統可以保證工作液的沖刷力度,使得切割過程中產生的氧化鋁顆粒能被及時沖刷掉,不至于在工件表面成膜,另外在切割過程中可以借助外力沖刷以阻止氧化鋁薄膜的形成。DK7740電火花線切割機床提供上下水沖刷系統,但其強度較弱,并經常會出現沖刷液柱偏移電極絲的方向而達不到好的沖刷效果。為此對于鋁材切割時,一定要疏通沖刷管路,必要時應該配備壓力較大的泵,以加強沖刷力度,并外接關鍵噴頭對導電塊部位進行必要噴刷,延緩其被氧化膜覆蓋。
為了驗證工作液循環系統對切割效果的影響,選用7A52鋁材,該材質相對純鋁較硬,但與剛性材質相比易氧化且較軟。以圖1的沖擊試樣切割過程為例進行數據采集并給予相應的分析。表1為DK7740電火花線切割機床在變頻為75 Hz,步速為175 μm/min條件下不同工作液循環系統下切割5組試樣獲取的數據,工作液為乳化液。

試驗通過同種機床采用3種工作液系統循環切割了15個試樣,對數據進行統計分析后可以看到,對與鋁材加工沖刷力度太小難以防止氧化膜的形成導致短路或斷絲次數較多,工件加工面的精度較低,耗時也較長;但是沖刷力度也不能太強,因為沖刷力度太強使得工件穩定性下降,電極絲的抖動也會隨之加劇,斷絲的情況就會頻頻發生,致使工件表面粗糙度值增大,耗時加長。所以沖刷力度的選擇是比較重要的,要在加工中不斷總結,合理控制沖刷力度才能保證短路次數的減少和避免斷絲的發生。

表1 DK7740電火花線切割機床工作液循環系統改進前后7A52鋁材切割數據
3.2 選擇合適的工作液并保持工作液的清潔
不同的工作液對切割效果會有一定的影響,一般鋁散熱速度比鋼快得多,所以選擇油液要比乳化液或水能起到更好的效果;同時,由于切割過程中產生的電蝕產物會與工作液混合在一起,隨回流系統一起流回到工作液箱內,當工作液不再清潔時,會加快鋁的氧化及絕緣效果。所以為了保證順利切割,在機床回流管道與工作液箱間加過濾系統,并在抽取工作液的泵頭加過濾網。同時對非油工作液的配置要保證液體濃度適中,確保良好的流動性、清潔性。
同樣,在DK7740電火花線切割機床上利用3種不同工作液切割5組沖擊試樣,得到表2數據,切割參數保持變頻為75 Hz,步速為175 μm/min,采用機床原有工作液循環系統。

表2 DK7740電火花線切割機床不同工作液對7A52鋁材切割的影響
由表2中數據可以看到,工作液的選擇對鋁材加工也是很重要的,選擇一種濃度適中、流動性好、防氧化性強的工作液對提高加工效率有著舉足輕重的作用。油因為其本身的特性,所以在加工中體現了很好的效果;而乳化液需要進行不同比例的稀釋,所以濃度、防氧化性都難以控制在適當的范圍內;單純以水為工作液,其防氧化性非常弱,使得短路不斷發生,一般加工中是不會采用水為工作液的。
3.3 智能導電塊系統的應用
智能導電塊系統是專門為了減少導電塊磨損、更換,防止夾絲而設計的。其原理就是利用光敏電阻判定導電塊是否產生火花放電,并通過制動控制系統降低導電塊位置并移動導電塊,使導電塊完好部分與電極絲接觸。同時導電塊在螺栓軸上是可控旋轉的,這樣就可以在很大程度上防止短路時由于導電塊放電而不發生報警信號的問題,同時也減少了斷絲現象。
3.4 合理調配加工參數
加工參數是電火花線切割加工中的主要影響因素,參數設置匹配與否,直接關系到加工效率。在實際加工條件的限定下,無法對機床結構進行改進時,加工參數的調整尤為重要。切割參數的選取對不同材料有不同的選擇,切割過程中影響較大的幾個可控參數包括脈沖管數量的選擇、脈寬脈間的調節、變頻的控制、步速大小的設定和電壓的調節。
為了更好地對鋁材進行切割加工,在DK7740電火花線切割機床進行了大量的試驗,得到了一些可以指導實際加工的數據。第一組試驗只改變功率管數量,其他參數保持恒定,脈寬 15 μs,變頻為 75 Hz,步速為175 μm/min,電壓調到高檔,試驗數據如表3。
由表3可以看出,在其他參數恒定的情況下,功率管數量開放數量要保持適中,開放數量太少,電流達不到切割需要,易形成短路;然而過多地開放功率管數量又易導致電極絲過熱而被熔斷。同時,鋁材的切割功率太高也容易發生氧化。所以,根據實驗數據切割鋁材時開放3~4個功率管是較為合適的。
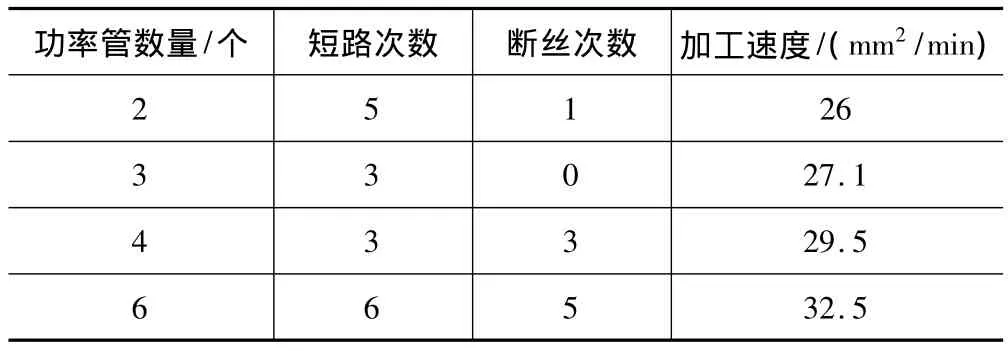
表3 DK7740電火花線切割機床功率管開放數量對7A52鋁材切割的影響
第二組試驗只改變脈寬大小并保證脈沖為脈寬的3~5倍,其他參數保持恒定,功率管開放3個,變頻為75Hz,步速為175 μm/min,電壓調到高檔,試驗數據如表4。
由表4得到,在鋁材加工時,脈寬增大可以加快加工速度,但極易導致加工事故的出現而適得其反。所以根據實驗數據,在鋁材加工時一般保持脈寬10~20 μs可以減少事故,從而保證加工效率。

表4 DK7740電火花線切割機床脈沖寬度對7A52鋁材切割的影響
第三組實驗主要通過控制切割追蹤參數來觀察其對鋁材切割的影響。參數變頻和步速不斷改變,保持其他參數恒定,脈寬15 μs、功率管開3個,試驗數據如表5。

表5 DK7740電火花線切割機床脈沖寬度對7A52鋁材切割的影響
由表5可知,追蹤頻率和步速對于改變短路也有一定的影響,在鋁材加工中小的頻率和步速可以減少短路次數,保證加工過程的連續性。同時,在加工過程中也可以通過調整追蹤頻率和步速來解除短路事故。
4 結語
根據相關參考文獻及其試驗數據的歸結,可以得到適合于鋁材加工的指導性方法和數據。首先,通過對機床切割原理和鋁材的特性的掌握選擇適當的工作液循環系統,保證沖刷力度,提高切割效率;其次,依據鋁材的易氧化特性,選擇合適的工作液(油液),防止切割時氧化現象加重,短路頻頻出現;然后,需要考慮導電塊系統,通過對機床導電塊系統的改造,使其智能化,防止短路帶來斷絲問題或拉切現象。
除了對機床結構的改造,在加工過程中參數的設置尤為重要,根據實驗可以知道脈寬、脈間、峰值電流(功率管數量)、追蹤頻率和步速對鋁材切割都有著不同的影響:
(1)功率管數量開放多少,直接影響的峰值電流的大小,但也不能一味追求大電流而造成斷絲。所以根據實驗,功率管一般開放數量3~4個即可,這樣切割電流也控制在了合適的范圍2~2.5 A。
(2)脈沖寬度是單個脈沖能量的決定因素之一,隨著脈沖寬度的增加,單個脈沖放電能量也增加,這樣極易使鋁在高溫下表面形成不導電的氧化膜。所以適當減小脈沖寬度可以減小氧化鋁顆粒的大小和數量,根據實際加工經驗脈沖寬度一般選擇為10~20 μs。
(3)為了防止氧化鋁的產生,在不引起電弧和斷絲的前提下,線切割加工時放電停歇時間相對要小才能保證高速加工,一般選擇為脈沖寬度的3~5倍。
(4)控制變頻和跟蹤的速度,降低變頻和跟蹤的速度,減少短路的機率可有效減少導電塊打火,一般追蹤頻率控制在65~80 Hz,步速控制在160~180 μm/min,能夠保證加工穩定性。
本文針對鋁材切割中遇到的問題,設計相應的試驗來完善切割過程。通過試驗獲得了大量數據,能夠對實踐加工進行指導。然而本文的研究尚未完全解決鋁材切割中的問題,仍然存在一些其他參數對切割過程影響,有待進一步驗證。
[1]耿雷,曹國輝,張文生,等.電火花線切割加工參數對加工效率的影響[J].黑龍江科技學院學報,2008,18(3):195 -198.
[2]于信偉,麻曉紅,王雷,等.影響線切割工藝指標因素的研究[J].煤礦機械,2001(9).
[3]楊靜云.線切割加工過程中的斷絲問題[J].九江職業技術學院學報,2004(1).
[4]孫淑惠,黃東強.易損件導致線切割機床的幾種故障[J].設備管理與維修,2009(1):27-30.
[5]線切割常見問題39例[DB/OL].http://www.jdzj.com.
