基于觸摸屏與PLC的自動鏜銑床控制系統研究
2012-10-23 05:50:06齊鳳蓮陳曉男許麗娟雷東亮
制造技術與機床 2012年6期
齊鳳蓮 陳曉男 趙 民 許麗娟 雷東亮
(沈陽建筑大學交通與機械工程學院,遼寧沈陽 110168)
傳統的普通鏜銑床采用繼電器-接觸器控制系統對其工作進行控制,有接線復雜、故障率高、自動化程度低等缺點,并且由于其系統大多采用開環控制,機床發生故障時沒有檢測裝置,會對后期的機床維護診斷帶來困難。盡管一些進口的數控鏜銑機床擁有諸多優點,但其價格高昂,并且目前很多企業中還存有大量的普通鏜銑機床。鑒于此,為了使普通鏜銑床擁有部分數控機床的優點,我們對普通鏜銑床進行數控改造。在鏜銑床控制系統的選擇方面,我們選擇了PLC(可編程控制器)做為系統的控制核心。PLC作為近幾年比較普遍采用的控制系統具有功能完備、組合靈活、編程方便、穩定可靠和抗干擾性強等優點,其結構特點完全能夠滿足鏜銑床的系統控制及其工作環境的要求。但單純的PLC控制系統不宜實現現場監控以及工藝參數的現場設置和修改,為了解決這一問題,我們選用觸摸屏作為機床設備的人機對話接口來完成對機床的輸入輸出顯示。實踐表明,PLC-觸摸屏構成的監視控制系統不僅可以替代傳統的控制面板和鍵盤輸入,而且能以圖形化的方式描繪自動加工過程,操作者可以通過觸摸屏輸入的方式執行設備的各項功能[1-3]。
1 PLC-觸摸屏控制系統的工作原理
鏜銑床工作大致可分為主軸箱升降運動(Y軸)、工作臺的回轉運動(B軸)、上滑座移動運動(X軸)、下滑座移動運動(Z軸)、鏜桿的移動運動(W軸)、平旋盤滑塊移動運動(U軸)及主軸的旋轉,在PLC-觸摸屏控制系統下這些運動均由PLC來實現轉換。
1.1 控制系統的執行
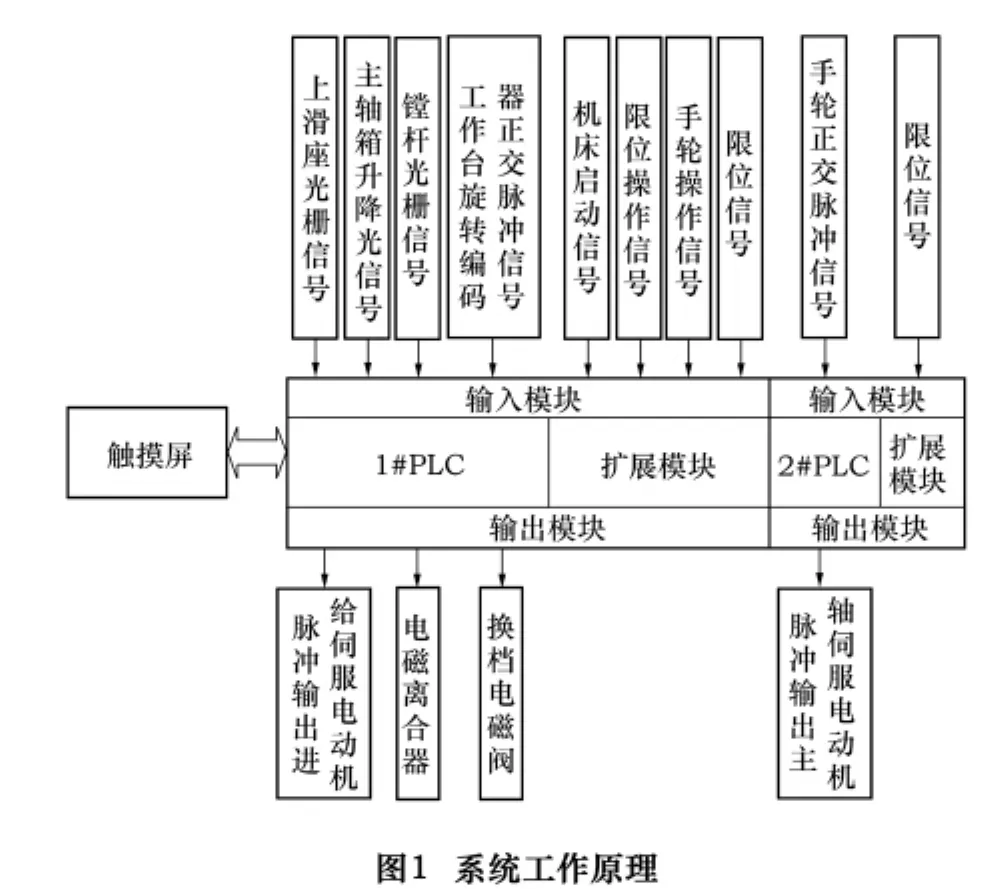
圖1為系統的工作原理圖,PLC與觸摸屏構成的控制系統主要由可編程邏輯控制器模塊、進給伺服控制模塊、主軸伺服控制模塊、測量模塊、輸入、輸出及通信模塊等組成。當要執行機床操作時,首先啟動主軸箱油泵,待操作者通過觸摸屏輸入指令后,系統會自動調出與觸摸屏輸入指令地址相對應的PLC程序,PLC通過執行梯形圖程序來控制其觸點,從而達到對接觸器、伺服電動機、電磁離合器、換檔電磁閥以及機床各個部件控制的目的。同時,PLC還會把光柵尺傳感器、伺服電動機編碼器、旋轉編碼器、限位信號等一系列反映鏜銑床工作狀態的信息送回觸摸屏,用戶可以通過在觸摸屏上調整參數值來實時調整機床的工作狀態。而當機床一旦發生故障,PLC還會將傳感器與編碼器等反饋的信息進行比較來判斷其故障原因,并顯示一些重要的參數來實現機床的自我診斷[4]。
1.2 PLC-觸摸屏鏜銑床的定位系統
本PLC-觸摸屏控制系統在上滑座移動運動(X軸)、主軸箱升降運動(Y軸)、鏜桿移動運動(W軸)這三個軸的定位方面分別加入了光柵尺位移傳感器。每當執行完一個操作,光柵尺會將實際的位移量以脈沖次數的形式反饋到PLC,PLC通過高速計數器記錄下反饋脈沖次數,并將接收的脈沖次數進行計算得出實際位移,然后存入到PLC的一個內存地址中,再通過觸摸屏讀取這個地址的數值來顯示實際位移量。如果實際位移量與輸入數值發生偏差,就需要進行調試,以此來保證機床加工的精度。可以說,與傳統簡單編碼器定位的開環鏜銑床控制系統相比,由光柵尺組成的具有反饋功能的閉環定位系統可以帶來更高的精度。
1.3 PLC-觸摸屏鏜銑床的潤滑系統
本設備的潤滑主要包括下滑座導軌潤滑和主軸箱導軌潤滑兩部分,采用了集中潤滑方式,由液壓泵提供一定排量、一定壓力的潤滑油。由PLC控制打油時間和間隔時間、處理報警信號和控制換向閥等動作,并且通過軟件將潤滑間隔時間預先設置為每1 h自動潤滑10 s。在機床已放置很長時間未使用的情況下,在第一次啟動機床時,通電后要先按導軌潤滑按鈕來進行機床初始潤滑以保證機床正常運行。
2 控制系統的硬件組成
如圖2所示。根據設備的工藝要求,本控制系統的PLC選用了西門子S7-200系列CPU224XP,其內部集成了14路輸入接口和10路輸出接口,2路模擬輸入點和1路模擬輸出點,2個高速脈沖輸出,2個RS485通訊/編程口,其高速計數器可以采集100 kHz的脈沖,輸出脈沖也可以達到100 kHz。由于控制系統中需要5路高速脈沖計數器,而所選PLC型號只有4路,為滿足接口的需求,我們使用了兩塊PLC構成可編程邏輯控制器模塊,分別為1#PLC和2#PLC。在兩塊PLC功能分工方面,1#PLC主要負責機床進給伺服驅動器、電磁離合器和換檔電磁閥,2#PLC主要負責機床主軸伺服驅動器;在兩塊PLC之間的數據傳輸方面,1#PLC為主機,當使用觸摸屏輸入指令時,指令通過PPI協議進入1#PLC,經1#PLC處理后執行指令;而當使用控制面板輸入指令時,指令要先進入2#PLC,經2#PLC傳輸到1#PLC,再由1#PLC進行數據處理,之后執行指令[5]。這里1#PLC的Port1端口與2#PLC的Port1端口通過西門子PPI協議交換數據。

為使系統具有更好的可靠性與兼容性,觸摸屏選擇了同一品牌的西門子MP277-10.4 Touch,其內部提供了6MB的內存空間可用于存儲數據,1個RS422/RS485接口、2個USB接口和1個Ethernet接口用于數據通訊。MP277的軟件系統使用了 Windows CE 5.0操作系統,其非易失性報警緩沖給操作和服務等人員提供了方便[6]。而與觸摸屏同為輸入設備的控制面板的外表面使用了薄膜開關作為人機接口,內部使用自行設計的電路板進行控制,可實現按鈕的處理和對應指示燈的顯示,數據通訊時把按鍵值用RS-485接口發往設為自由口通信的2#PLC主機的Port0端口。
在伺服電機部分,系統分別選用了廣州數控15 kW主軸伺服電動機和4.7 kW進給伺服電動機這2臺伺服電動機作為運動的執行單元,負責對外輸出動力。其中15 kW主軸電動機負責主軸和平旋盤的旋轉;而4.7 kW進給電動機控制機床下滑座移動、上滑座移動、工作臺回轉、主軸箱升級、鏜桿移動運動及平旋盤滑塊的運動。其具有位置、速度和轉矩控制、動態制動、抱閘勵磁輸出、振動抑制、伺服調整、電子齒輪、分頻輸出信號和報警記錄等功能。
3 控制系統的軟件設計
本系統采用SIEMENS S7-200PLC配套的編程工具STEP 7-Micro/WIN進行系統參數設置、PLC程序的編制、測試、調試和文檔的處理。編程軟件主要用梯形圖編寫,程序編譯正確后用 RS232下載到 PLC中[7]。
3.1 觸摸屏的界面設計
根據設備工藝和控制要求,觸摸屏的軟件設計采用WinCC flexible Standard 2008組態軟件,它可以為所有基于 Windows CE的 SIMATIC HMI設備組態。WinCC flexible與編程軟件STEP 7集成一起,控制系統使用統一的通信協議、統一的數據庫和統一的編程組態工具。我們通過該軟件內置的工具庫設計出機床需要使用的軟件界面[8-10]。該系統所涉及的界面窗口主要包括1個啟動窗口和6個功能窗口,如圖3、圖4所示,分別為觸摸屏系統的啟動界面和主界面。系統啟動自檢后首先進入啟動窗口(如圖3),啟動窗口包含時間顯示、用戶登錄信息、用戶級別、機床LOGO等一些基本數據外主體顯示的是進入各個功能窗口的按鍵,通過點擊按鍵可直接進入各個功能窗口。在主窗口中(如圖4)用戶可以設定工作臺移動方向及其移動數值、主軸箱升降方向及其升降數值、滑塊和主軸移動方向及其移動數值;機床高檔、低檔、空檔間的切換;機床進給與主軸電動機的正向、反向與停止;同時還包括系統的清零、輔助、快速進給的轉速等其他功能,也是機床操作者最經常使用的窗口[11]。
除此之外系統還包括自動加工窗口、管理窗口、報警窗口、參數設置窗口、調試窗口。這些都為機床的操作提供了方便。當計算機設計好這些窗口以后,通過將PC的Ethernet接口與觸摸屏的Ethernet接口通過網線連接,將設計好的窗口畫面從計算機傳送到觸摸屏,同時在畫面的設計調試過程中,仍然可通過網線將觸摸屏的窗口畫面回傳到計算機再對其進行修改。

3.2 兩臺PLC之間數據通訊
S7-200 PLC之間的PPI通信通過Profibus電纜分別連接到各個PLC的Port1上,并使用USB/PPI多主站電纜與裝有STEP 7-Micro/WIN的計算機相連,組成一個使用PPI協議的單主站通信網絡[12]。首先在STEP 7-Micro/Win編程軟件內設置端口,將2#PLC設為主站,站地址為2;1#PLC設為從站,站地址為3;編程用的計算機的站地址為0。然后,用NETR和NETW指令編寫PPI通信程序,S7-200 PLC之間的PPI通信可以在主站側通過調用NETR和NETW指令實現數據的交換,從站側不需要編寫通信程序,只需向數據緩沖區提供數據或從緩沖區提取數據即可[13-14]。本系統在主站側(2#PLC),將 VB500 ~VB509設為接收緩沖區,將VB400~VB409設為發送緩沖區;在從站側(1#PLC),將VB507~VB516設為接收緩沖區,將VB407~VB416設為發送緩沖區。如果要調試數據,在主站側則需將要送入對方的數據存入VB400~VB409并從VB500~VB509提取對方送來的數據;在從站側則需要將要送入對方的數據存入VB407~VB416,并從VB507~VB516提取對方送來的數據,編程時可直接使用。
4 結語
本系統利用觸摸屏和PLC成功實現了對普通鏜銑床的自動化控制。該系統運行良好,可靠性高,操作方便,達到了設計要求,滿足了控制系統的需要。同時該系統也可以應用于其他行業設備的改造,具有較高的推廣和使用價值。
[1]吳寶萍,范四立,葉靜.淺談舊機床數控改造[J].中國設備工程,2003(3).
[2]沈軍.數控機床改造方案的選擇[J].數控機床市場,2006(4).
[3]張曉杰,王君艷.基于觸摸屏、PLC及伺服驅動器的伺服系統[J].微特電機,2010(3).
[4]呂品.PLC和觸摸屏組合控制系統的應用[J].自動化儀表,2010(8).
[5]Parr E A.“Programmable controllers”[M].Newnes,Oxford,2003:10 -55.
[6]西門子(中國)有限公司自動化與驅動集團.MP277西門子面板下載手冊[Z],2008.
[7]廖常初.PLC編程及應用[M].北京:機械工業出版社,2005.
[8]于曉輝,顧海明.S7-200及工控組態軟件WinCC的應用[J].機械工程與自動化,2006(2):134-135.
[9]許磊,于海生.基于鉆WinCC及S7-200PLC的電梯監控系統設計[J].機械工程與自動化,2008(2):117 -119.
[10]李煒,馬思樂.基于S7-200與WinCC的溫室控制系統設計[J].PLC&FA,2008(1):45 -46.
[11]Li G,Ying J,Wu M H.A configuration software system for industrial monitoring and controlling information acquisition[C].Proceedings International Conference,Hangzhou,2004:466 -470.
[12]郭宗仁.可編程序控制器應用系統設計及通信網絡技術[M].北京:人民郵政出版社,2002.
[13]王永華.現代電氣控制及PLC應用技術[M].北京:北京航空航天大學,2005.
[14]王小曼.現代可編程控制器網絡通信技術[M].北京:中國電力出版社,2006.
猜你喜歡
科普童話·神秘大偵探(2023年1期)2023-05-30 12:48:10
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
測控技術(2018年5期)2018-12-09 09:04:26
電子測試(2018年18期)2018-11-14 02:30:34
家庭影院技術(2017年9期)2017-09-26 03:41:45
電信科學(2016年10期)2016-11-23 05:11:56
