西門子840D系統五軸轉換及系統參數配置
2012-10-23 07:53:30韓亞洲
制造技術與機床 2012年10期
關鍵詞:定義
韓亞洲
(中航工業哈爾濱東安發動機集團公司制造工程部,黑龍江哈爾濱 150066)
隨著制造水平的日益提高,高端精密數控設備——五軸加工中心數量日益增多。五軸加工中心能夠進行整體葉輪、葉片等工件復雜型面的一次裝夾加工。不同于普通三、四軸加工中心的是,五軸加工中心具有極其復雜的坐標系轉換功能,需要通過數控系統中特定的轉換軟件來實現。
五軸轉換加工軟件的設計是源于復雜型面的加工需求,在硬件方面,五軸轉換要求加工中心至少具有3個直線軸如X、Y、Z;2個旋轉軸,如A、B或C等。所謂五軸轉換就是使一個軸對稱刀具被定向在工件坐標系中任意期望的角向位置,這需要有一定的數學矩陣轉換理論作為支持;從走刀路徑和速度方面來講五軸機床與三軸機床沒有不同,不同之處在于其刀具的方向需要在另外的附加運動模塊中進行計算,與平移運動的計算結果合成最后的運動軌跡,實現五軸聯動。
不同運動形式的機床需要進行不同的坐標變換,其相關參數和配置也有所不同。在程序編制過程中,可以用TRAORI(n)指令來啟動五軸聯動原點跟隨功能、用CYCLE800固定循環進行復雜的坐標系轉換。當然這樣的運動變換需要機床運動信息配置的支持;換句話說,就是在機床參數中或者在運動信息表格中對一些運動轉換所需的必要幾何參數進行配置。
不同的數控系統在設計理念上會有不同,對于五軸聯動的控制也有所差異。下面以SIEMENS 840D數控系統為例,對五軸轉換的內容從維修調試的角度逐步進行深入分析。
1 五軸坐標變換基本原理介紹
1.1 機床的三種基本幾何結構形式
圖1清晰地展示了數控機床的三種基本幾何結構形式,具體如下:
(1)第一種機床形式如圖1a所示。
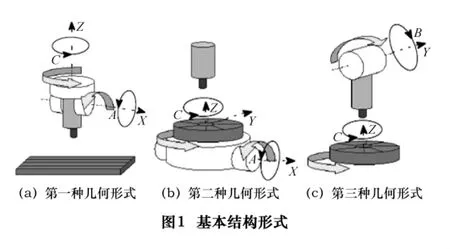
兩個旋轉軸均在刀具側,使得刀具可以在兩個旋轉自由度范圍內進行角度的確定,俗稱刀具定向。而工作臺至多只能進行三個方向的直線運動,不能參與旋轉。
(2)第二種機床形式如圖1b所示。
兩個旋轉軸均在工作臺側,使得工件可以在兩個旋轉自由度范圍內進行角度的確定,也就是工件的定向。而刀具至多則只能進行三個方向自由度的直線運動。
(3)第三種機床形式如圖1c所示。
一個旋轉軸在刀具側,另一個旋轉軸在工件側。刀具只能進行一個自由度的旋轉運動,同樣工件也只能進行一個自由度的旋轉運動。刀具和工件加在一起可進行至多三個自由度的直線運動。
1.2 旋轉軸符號的定義
在五軸加工中心上我們可以看到兩個旋轉軸的名稱并不相同。有的是A和B,有的是C和A,為什么呢?五軸加工中心旋轉軸符號的定義具體如下:A軸旋轉中心線平行于直線軸X;B軸旋轉中心線平行于直線軸Y;C軸旋轉中心線平行于直線軸Z。
1.3 五軸加工中心旋轉軸順序號的定義
對于第一、二種形式的機床,其運動能夠改變另一個旋轉軸位置的旋轉軸作為五軸轉換的第4軸;而將其運動不能改變另一個旋轉軸位置的旋轉軸作為五軸轉換中的第5軸。同時前者稱為第1旋轉軸,而后者稱為第2旋轉軸。
對于第三種形式的機床,則將能夠擺動刀具的旋轉軸稱為第1個旋轉軸,也成為五軸轉換的第4軸;將能夠轉動工件的第2旋轉軸作為五軸轉換的第5軸。
1.4 機床的配置信息
為了確保五軸轉換能夠正確地將程序中設定的值轉換成相應的軸運動,一定的配置信息需要在機床參數中進行定義。配置信息包括:①機床的幾何形式;②軸的分配;③幾何信息。
1.4.1 機床的幾何形式
上面所提到的機床3種幾何形式在機床參數24100$MC_TRAFO_TYPE_1到24460$MC_TRAFO_TYPE_8中進行設置,表1中給出了適合五軸轉換的機床形式列表。標記×的內容代表此種形式沒有意義,因為C軸旋轉方向與主軸刀具旋轉方向相同。表1中軸的順序按照以下原則定義:
五軸機床的幾何形式定義中,不只有五軸的轉換形式定義,三/四軸的幾何形式轉換也會出現,其他的特殊幾何形式如柱面等幾何形式也會出現。這些形式都是五軸轉換的特殊形式。例如參數24100值設定為512,參數24200中值則設定為513,24300中則設定為56,24400中設定為256;可見五軸加工中心的幾何類型可以很多,每一種類型對應一種特定的幾何轉換。變換由指令TRAORI(n)來觸發,其中n代表第n種轉換形式。
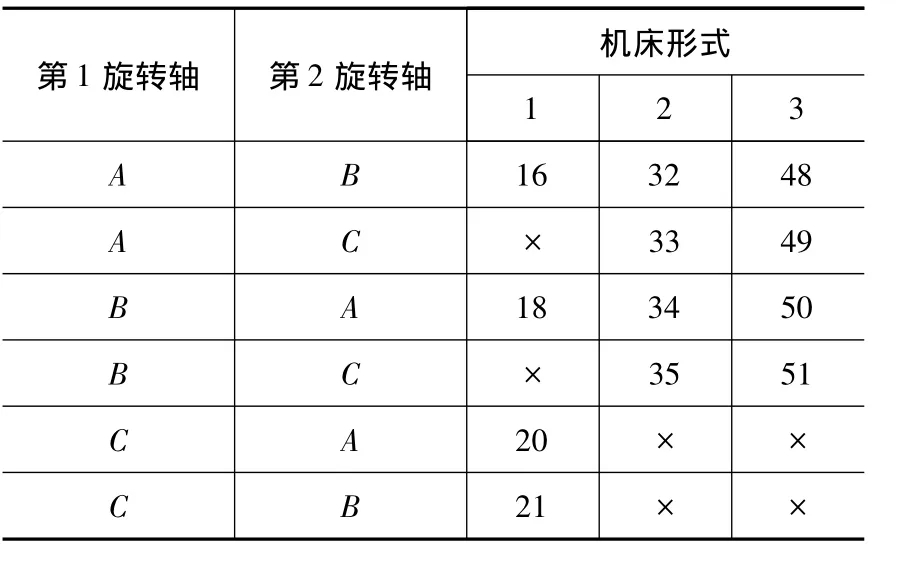
表1 五軸轉換機床形式對應信息
(1)五軸轉換與參數的對應關系。表2中列出了n與參數的對應關系。

表2 n與參數對應關系
(2)三、四軸的幾何轉換。表3中列出了常見的幾種三、四軸轉換的形式對應信息。

表3 三、四軸轉換機床形式對應信息
(3)特殊的幾何形式。表4所示為常見的兩種特殊轉換對應信息。
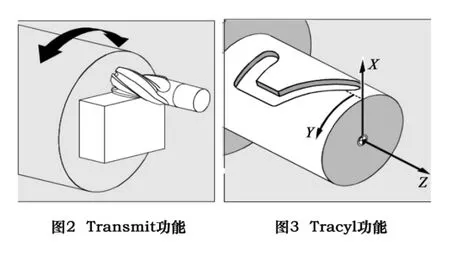
Transmit功能表示在旋轉工件的端面上進行孔加工和輪廓加工,如圖2所示。這種轉換包含一個旋轉軸、一個與旋轉軸軸線垂直的進給軸以及一個平行于旋轉軸軸線的縱軸,同時進給軸和縱軸也是互相垂直的。
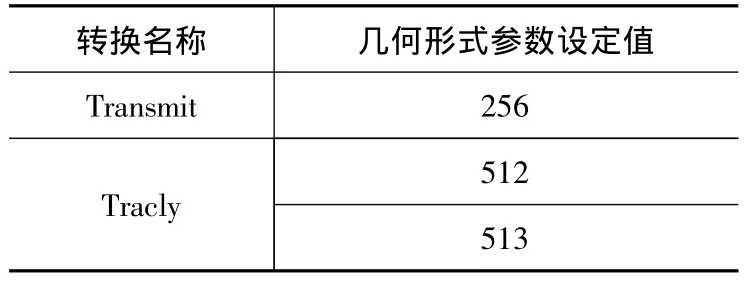
表4 特殊轉換對應信息
Tracyl功能,可以進行柱面物體的縱向、橫向和任意形式的溝槽加工,如圖3所示。基于加工的要求,機床一般有兩種配置,X-C-Z(TRAFO_TYPE_n=512)和X-Y-Z-C(TRAFO_TYPE_n=513)。X-C-Z形式有一個旋轉軸C,一個與旋轉軸軸線垂直的進給軸X,一個平行于旋轉軸軸線的縱軸Z,X和Z相互垂直。而513形式比512形式多了一個Y軸,加工的溝槽可以更復雜。
1.4.2 軸的分配
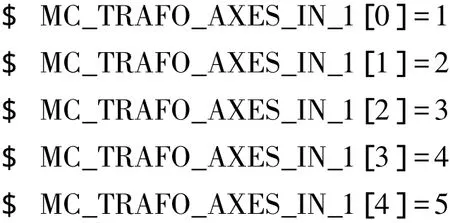
五軸轉換的軸分配定義了五軸轉換中各個軸與通道軸的對應關系。該種關系在參數 $MC_TRAFO_AXES_IN_1… $MC_TRAFO_AXES_IN_8中定義。一般來講,該參數是轉換軸與通道軸的順序對應。例如
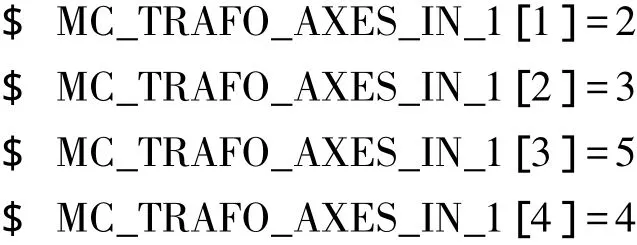
但事實上由于機床的結構不同,有很多情況下不是順序對應的,例如當工作臺具有兩個旋轉軸A、B,同時B軸的運動可帶動A軸運動,而A軸旋轉對B軸沒有影響,則定義B軸為五軸轉換的第4軸,A軸為第5軸。從24110參數中可以看出,

1.4.3 幾何信息
機床各軸之間幾何關系信息的確定十分必要,因為通過幾何關系的確定可以準確地計算出五軸轉換時軸的坐標值。這個信息存儲在以下幾個關鍵參數中:
(1)$MC_TRAFO5_PART_OFFSET_1(工件方向偏移量)
機床形式1(兩擺頭旋轉軸):從機床原點到工作臺零點的向量。
機床形式2(兩工作臺旋轉軸):從第5軸的連接點到工作臺零點的向量。
機床形式3(一個擺頭旋轉軸,一個工作臺旋轉軸):從旋轉工作臺的連接點到工作臺零點的向量。
(2)MD:$MC_TRAFO5_JOINT_OFFSET_1
機床形式1和2:從第1個節點到第2個節點的向量。
機床形式3:從機床零點到工作臺連接點的向量。
(3)MD:$MC_TRAFO5_BASE_TOOL_1
機床形式1:從主軸端面到第2旋轉軸回轉中心的向量。
機床形式2:從機床零點到第1旋轉軸回轉中心的向量。
機床形式3:從主軸端面到第1旋轉軸回轉中心的向量。
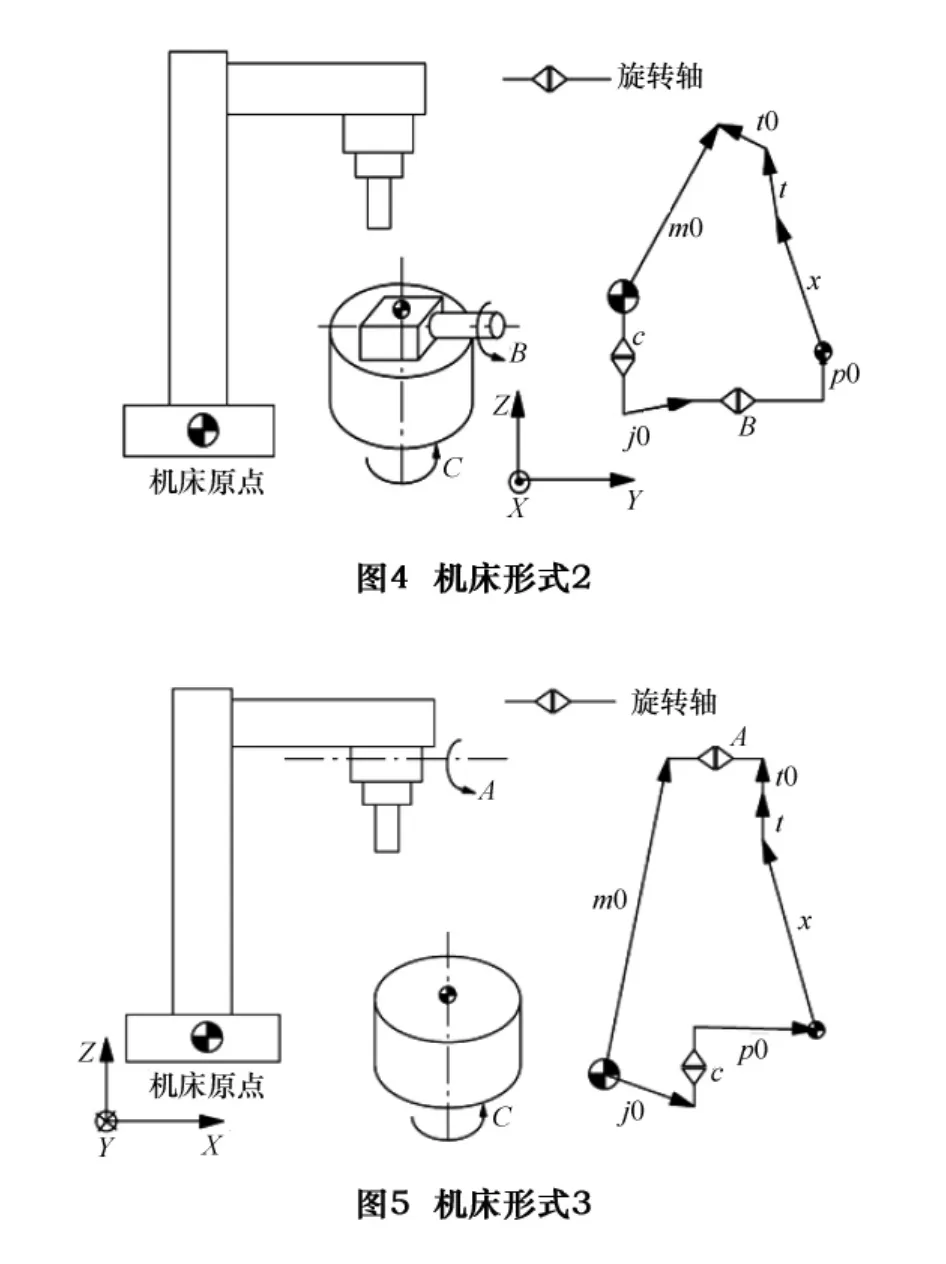
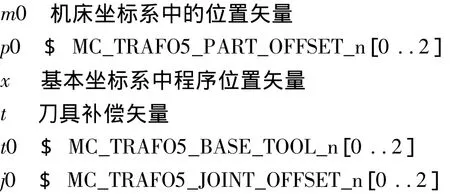
圖4所示為第2種機床形式的各向量的關系圖,圖5所示為第3種機床形式的各向量關系圖。其中p0、t0、j0等向量的意義如下:
2 五軸轉換高級形式
工作臺或刀具可旋轉的機床形式既可以被看成真正的五軸機床,也可作為常規的可定向刀具機床形式。兩種情況下機床運動學數據是一樣的;而之前兩種情況形式不同,不得不進行不同形式的輸入。定向刀具系統需要通過系統變量輸入,五軸轉換通過機床數據配置。當SIEMENS 840D數控系統的軟件版本高于SW6.4時,不再需要對不同的機床形式進行不同的機床參數設定。無論是擺頭形式還是旋轉工作臺形式,都可以通過統一的變量調用來實現,在程序中加入相關變量的定義。
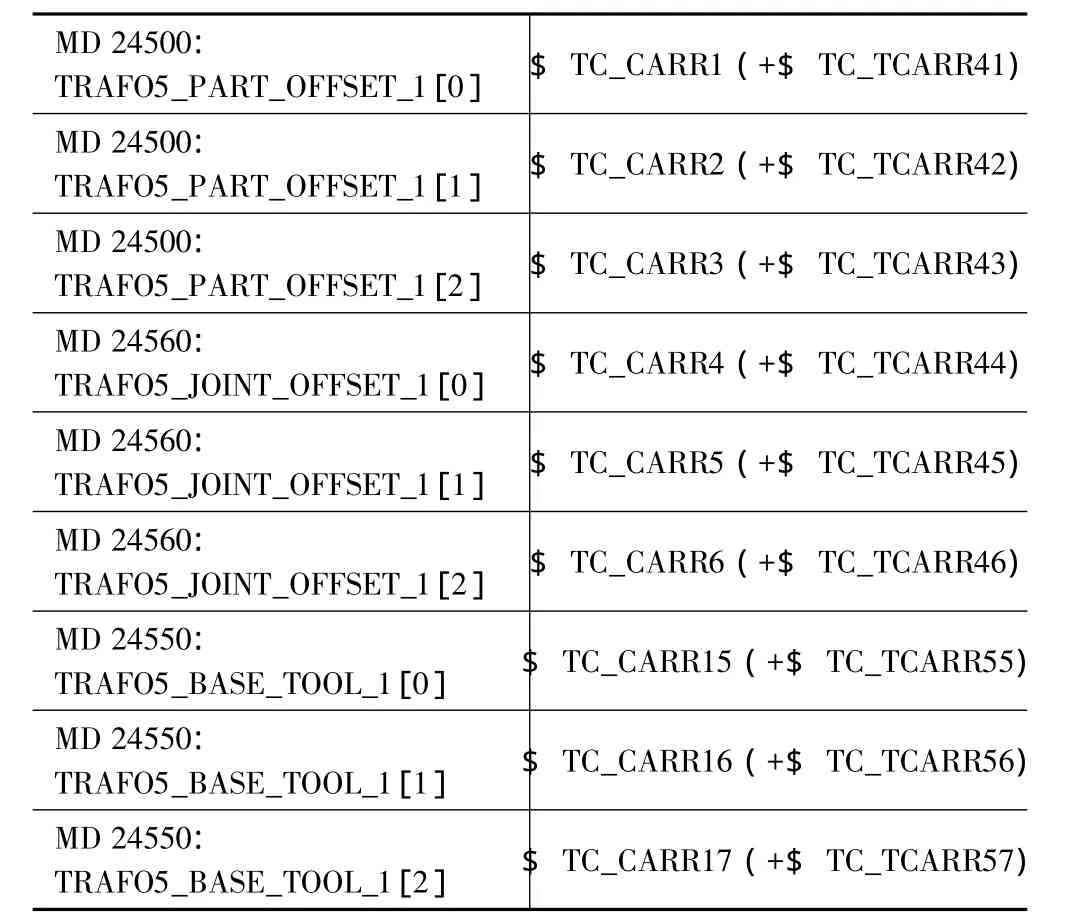
表5 五軸轉換參數與變量的對應關系
例如:定義刀具T1


五軸轉換參數與變量的對應關系如表5所示。
參數MD 24100:TRAFO_TYPE_1或MD 24200:TRAFO_TYPE_2可以被用來定義一個轉換形式為72(表6)的五軸轉換,運動學數據可以從定向刀具的數據變量中讀出,也可以通過swivel cycle數據表中的相應設定參數獲得。數據表的號碼分別由機床參數MD24582和MD24682給出。
MD 24582:TRAFO5_TCARR_NO_1,對應第一轉換。
MD 24682:TRAFO5_TCARR_NO_2,對應第二轉換。
轉換形式可以通過參數$TC_CARR23得到。轉換只有當相關定向刀具定義好了,同時$TC_CARR23中包含一個有效的輸入數據才能生效,例如T、P、M(大小寫均可)。
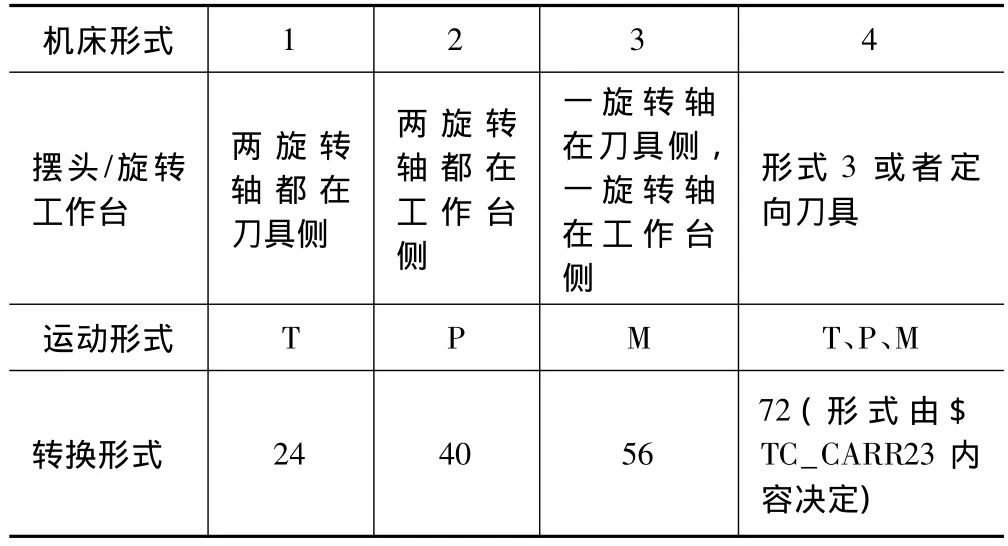
表6 機床形式對應的轉換形式
一些比較有意義的定向刀具的轉換參數值在程序中可以通過NEWCONFIG來激活。
[1]SINUMERIK 840D/840Di/810D special functions(SINUMERI 840D/840Di/810D特殊功能手冊)[Z].
[2]Programming guide advanced 840D/840Di/810D(SIEMENS840D/840Di/810D高級編程手冊)[Z].
猜你喜歡
幼兒教育·父母孩子版(2022年4期)2022-05-08 21:35:35
中學生數理化(高中版.高考數學)(2021年3期)2021-06-09 06:09:14
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:38
中學生數理化(高中版.高二數學)(2021年2期)2021-03-19 08:54:04
海峽姐妹(2020年9期)2021-01-04 01:35:44
華人時刊(2020年13期)2020-09-25 08:21:32
VOGUE服飾與美容(2020年9期)2020-09-02 14:47:26
山東青年(2016年1期)2016-02-28 14:25:25
汽車維護與修理(2015年6期)2015-02-28 12:16:55
當代修辭學(2014年3期)2014-01-21 02:30:44
