27SiMn圓管坯鋼表面裂紋成因分析及改進
2012-10-23 09:11:46侯志慧
天津冶金 2012年6期
關鍵詞:裂紋
侯志慧
(天津天鐵冶金集團煉鋼廠,河北涉縣056404)
1 引言
天鐵冶金集團煉鋼廠圓坯連鑄機于2008年10月建成投產,機型為全弧形5流連鑄機,鑄機半徑9 m,冶金長度24 m,安裝液面自動檢測裝置,外置式結晶器電磁攪拌,并配套新建了一座45 t LF爐,一座45 t VD爐。年設計產量75萬t,澆鑄Ф210、Φ180、Φ150三種斷面,定尺范圍4~10 m,主要生產石油鋼管、液壓支柱管及鍋爐用鋼等系列無縫鋼管坯料。
由于缺乏相關的生產經驗,在早期生產的27SiMn出現了質量問題,主要缺陷為表面裂紋。2010年共生產圓坯27SiMn鋼39617 t,因圓坯表面裂紋判廢及現場割廢約600 t,人工修磨460支,質量合格率僅有98.42%,嚴重制約公司品種鋼開發生產的步伐,并造成了職工因修磨圓坯,增加勞動負荷。
2 表面裂紋原因分析
2.1 典型的27SiMn表面裂紋形貌
對27SiMn圓坯進行了調查,發現裂紋大部分出現在表面氧化鐵皮多、鑄坯內外弧壓痕凹陷嚴重處。有的裂紋較深,寬約2~3 mm,長約1~2 m,有的裂紋較細,呈扁平狀,寬約0.5 mm,長約50~100 mm,見圖1。
對裂紋部位的鑄坯取樣進行電鏡掃描,未發現有硫化物偏析或富集,有直徑較大的夾雜物且有較重的高溫氧化現象。27SiMn中[C]在0.25%~0.30%,不存在裂紋敏感性。[Cu]在0.20%,但后來調整了轉爐合金化脫氧工藝,后續生產過程中消除了此有害元素。
2.2 原因分析
2.2.1 拉速對27SiMn表面裂紋的影響
拉速是連鑄機的重要工藝參數之一,其數值的合理設定直接影響到鋼水的凝固速度、連鑄機的生產能力及鑄坯的內外部質量[1]。

式中:r為鑄坯半徑;V為鑄機拉速;ρ為鋼坯密度,取7.8×103kg/m3;T 為轉爐裝容量,一般按 45 t計算;t為澆鋼周期,平均為25 min。
依據爐機匹配原則和公式1計算確定的各斷面拉速如下:
Φ150拉速為 2.6~2.7 m/min;Φ180拉速為 1.8~1.9 m/min;Ф210拉速為 1.3~1.4 m/min。
為了判斷拉速是否為27SiMn表面裂紋產生的主要因素,試驗了十個澆次。將其中一個流拉速降低0.3~0.4 m/min,其余四個流按照目標拉速澆鑄,發現同一爐次拉速低的流出現裂紋廢品的比率明顯比其他流低。
2.2.2 保護渣性能對27SiMn表面裂紋的影響
保護渣選用的適當與否,直接影響到連鑄的生產順行和鑄坯質量。由于該鋼種鋁含量偏高,鋼水流動性差,夾雜物不易上浮,保護渣易被夾入坯殼形成夾渣或粘在鑄坯表面形成粘渣。渣子的導熱率差,夾渣或粘渣這部分的坯殼冷卻收縮慢,其他區域的坯殼冷卻強度大,收縮快。在結晶器內生成的坯殼就會出現因收縮幅度不同而產生的應力不平衡的現象,導致裂紋的出現。
此外,在設備條件和操作因素不變的條件下,保護渣熔化特性選用不當,液渣層厚薄不一,造成渣膜厚度不均,使局部坯殼變薄也會產生縱裂[2]。
自生產27SiMn以來,先后更換了5種保護渣,其理化性能指標見表1。

圖1 裂紋表面形貌
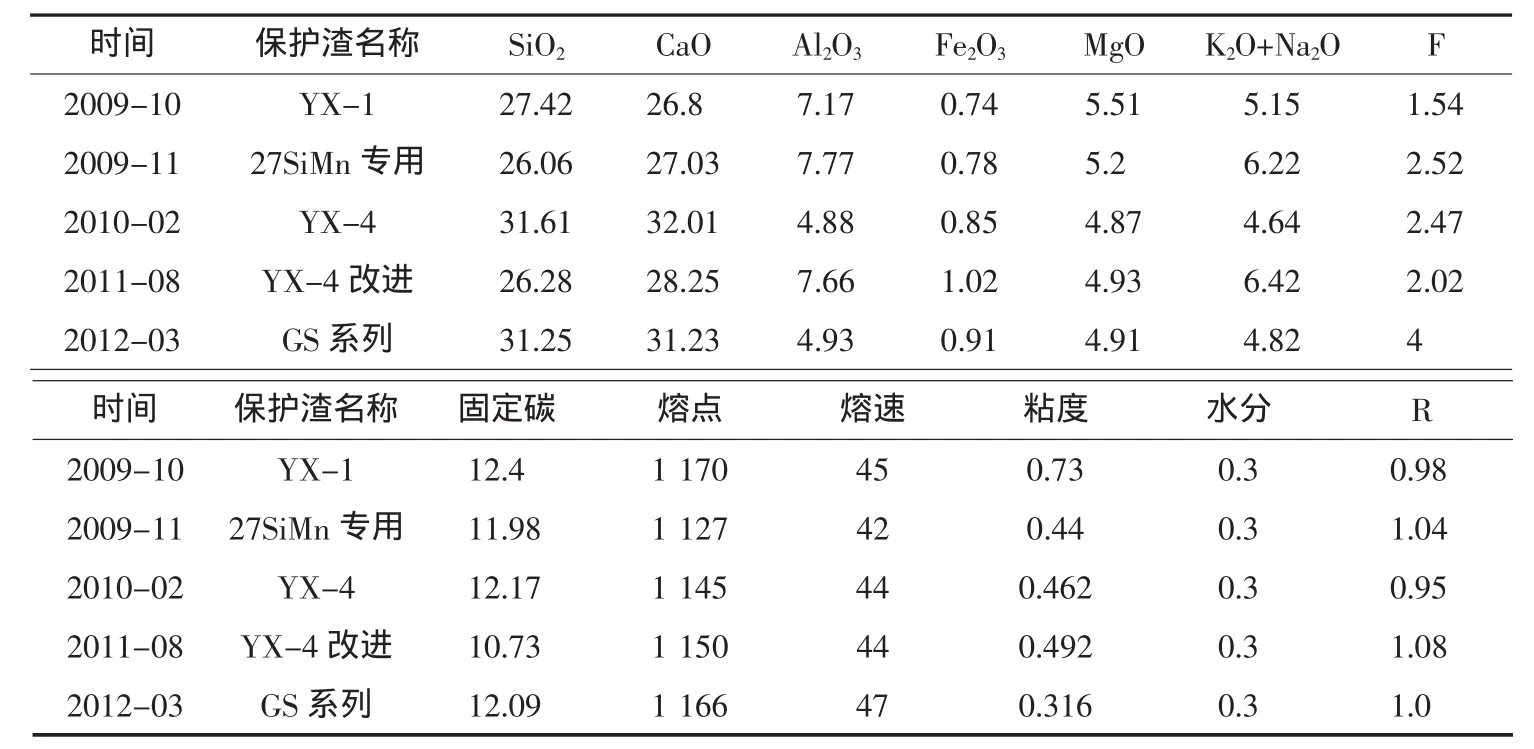
表1 27SiMn圓坯保護渣理化性能指標表
對各型號保護渣的液渣層厚度分別進行了測量,27SiMn專用和GS系列液渣層厚度能達到10~11 mm,耗渣量約0.35~0.38 kg/t。其他保護渣液渣層厚度約7~9 mm,YX-1#保護渣消耗量比較大,能達到0.4 kg/t,使用過程中液面泛紅的情況較多。YX-4、YX-4改進型耗渣量約0.25~0.27 kg/t。對這5種保護渣的使用效果進行了統計,見表2。

表2 27SiMn圓坯保護渣使用效果統計表
2.2.3 結晶器對27SiMn表面裂紋的影響
對下線的結晶器進行了解剖,見圖2。
發現結晶器進水、回水腔交界處無密封圈,存在嚴重的密封不嚴現象。同時發現有3個水套變形嚴重,水套直徑偏差2.5~3 mm,水縫均勻性遭到了破壞,銅管過燒嚴重。其他結晶器銅管表面還有不同程度的水垢,追查發現結晶器足輥冷卻水壓力大于結晶器銅管冷卻水壓力,硬水(足輥冷卻水)有回灌的情況。
由于圓坯的結晶器較之方坯無角部,冷卻均勻,但直徑同方坯邊長相等的圓坯表面積小,結晶器熱流強度大,在彎月面處最為明顯,該區域凝固坯殼生長不均勻,在坯殼薄弱點,正處于凝固脆性溫度區,在應力作用下超過鋼的允許強度和允許應變萌生裂紋,出二冷區繼續擴展[2]。因此,結晶器冷卻達不到生產工藝要求是出現表面縱裂紋的主要原因。
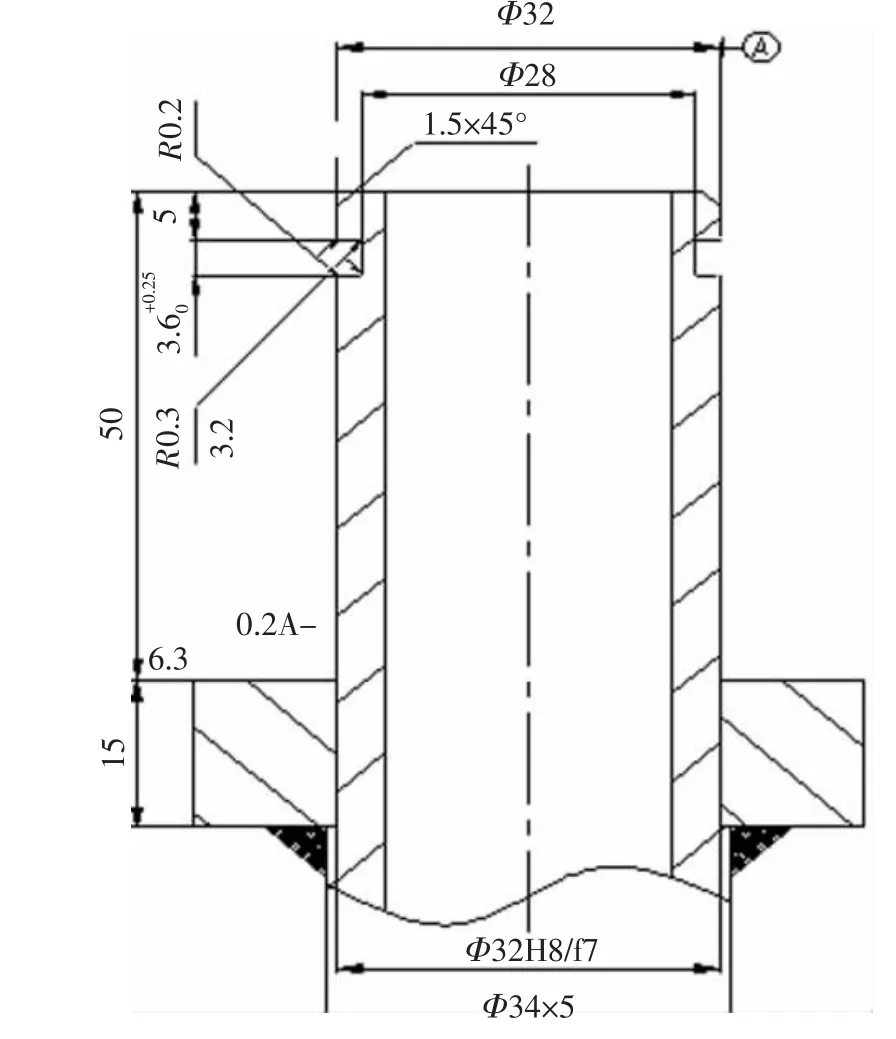
圖2 結晶器剖面圖
2.2.4 液面波動對表面裂紋的影響
2#機振動采用的是無干擾復式全板簧振動模式,鐳目Cs137液面自動控制系統。根據不同斷面和拉速選擇振頻,振動曲線按照公式(2)控制。

式中:VC為實際拉速,m/min;V0為平均拉速,m/min。
結晶器液面波動一般控制在±2 mm以內,但系統有故障,數據采集或原始液位設置不當以及鋼水流動性不好時,常造成液面波動幅度較大。液面波動大,一是造成結晶器內熱流分布不均勻;二是容易卷渣,渣膜厚度分布不均,影響坯殼的傳熱和潤滑,部分坯殼薄弱導致鑄坯表面出現凹陷、裂紋。
3 改進措施
(1)根據拉速對比試驗,將27SiMn各斷面的拉速下調0.2~0.3 m/min,減少注流對結晶器內鋼水的沖擊,使鑄坯在結晶器內得到充分冷卻,形成足夠厚度的坯殼。調整前后的拉速、二冷水參數見表3。
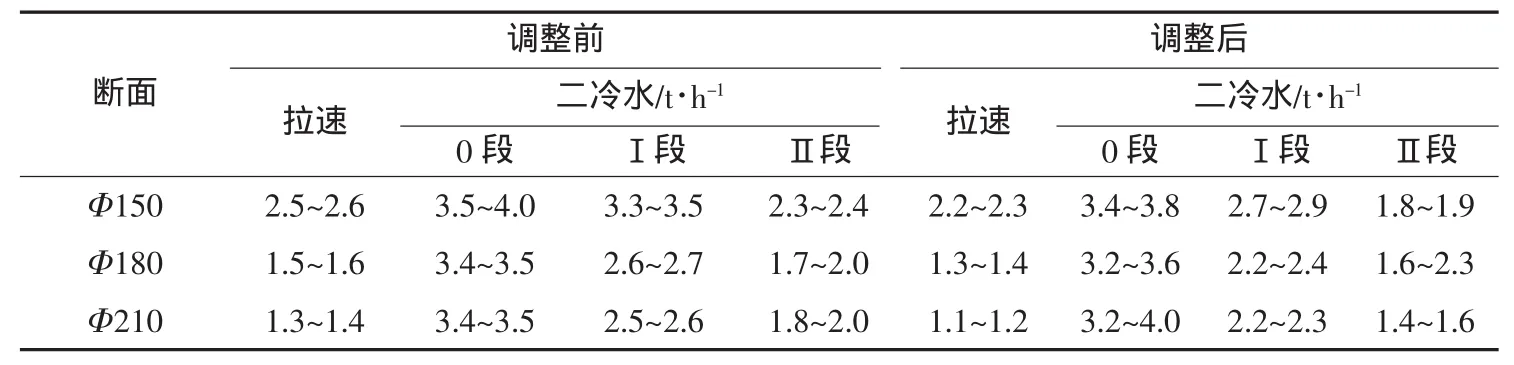
表3 圓坯27SiMn拉速和二冷水參數表
(2)結晶器保護渣的選擇。
由于27SiMn鋼中硅元素含量高,氧化成SiO2后,易進人保護渣中富集,改變保護渣的性能,會使保護渣的粘度增大。渣子的粘度不合適,流入坯殼與銅板之間的渣膜厚薄不均勻,致使結晶器導熱不均從而使局部區域坯殼厚度不均,局部應力增大而促使縱裂紋產生[2]。因此,優化保護渣性能時對其粘度、熔速和堿度進行了調整,降低了保護渣的粘度,提高了熔速,適當增大了堿度,以提高保護渣吸附夾雜的能力。表2的數據也表明GS系列保護渣消除裂紋的效果比較明顯。與其他型號的保護渣相比,其熔速高、粘度低,且結晶器鋼水液面上液渣層厚度能夠達到10 mm以上,耗渣量約0.35 kg/t左右,與拉速相匹配。
(3)穩定結晶器內鋼水液面。
①更改斷面前用廢舊坯頭模擬拉坯生產過程,測定各流假液面,設置液面自動控制參數值N,消除假液面對液面波動的影響,穩定鋼水液面。
②用報廢的結晶器銅管做成中包水口對中器,用于座對水口。開澆之前將中包開至澆注位,再校對一次,保證水口對中。浸入式水口插入深度下調10~20 mm,保證在100~110 mm。在澆注中后期升渣線時浸入水口深度不得低于80 mm。
③轉爐強化脫氧合金化操作工藝,嚴格控制鋼水中鋁含量和銅、砷、硒等有害元素及氣體含量,保證鋼水可澆性,減少鋼水發粘,棒位嚴重上漲,液面波動大的情況。
(4)調整結晶器錐度,改進結晶器進回水密封,保證一次冷卻效果。
27SiMn鋼屬中碳高硅高錳鋼種,鑄坯收縮率較37Mn5鋼小。因此將結晶器倒錐度調整為1.20%/m(37Mn5鋼的結晶器倒錐度為1.29%/m),以減少坯殼和管壁之間的氣隙,更好地符合鑄坯收縮要求,提高結晶器傳熱效率。當過鋼量達到1200 t時及時更換,保證使用時錐度合適,坯殼能均勻生長。
鑒于結晶器進回水密封不嚴,二冷水硬水與結晶器軟水混合,銅管過燒,結垢嚴重的情況,對結晶器進行了改造。進回水處加裝了“O”型槽和密封套,如圖3所示,分開結晶器進水和回水,使結晶器水保持5℃左右的水溫差,并增大了結晶器水壓,強化了結晶器軟水處理,避免水溫差過小、銅管結垢造成的結晶器冷卻傳熱不良;同時固定了水套,使水縫保持在3.8~4 mm。
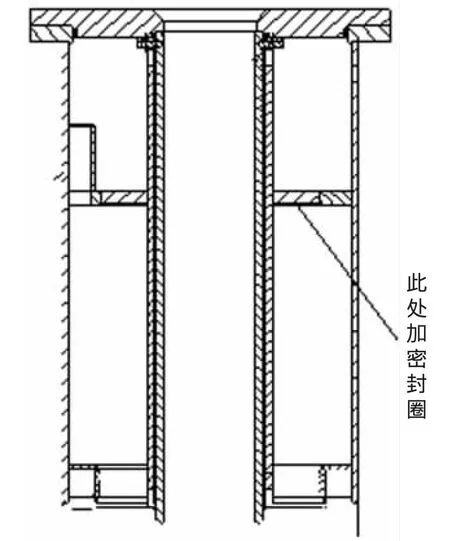
圖3 結晶器進回水密封示意圖
(5)防止裂紋擴展的其他措施。
①采用弱冷制度。將結晶器水量從140~150 t/h下調至100~110 t/h,二次冷卻比水量控制在0.35~0.50 L/kg。一般采用下限,特殊情況下可微調。冷卻制度改變前后水量控制情況見表3。
②更換了足輥噴嘴。曾用過9895、3175、4085等型號的噴嘴,冷卻效果不佳。后全部更換為5990,半自動控制水量,壓縮空氣壓力0.3 MPa,水量維持在3.5~4.0 t/h,以增加坯殼抗應變強度,減少裂紋出現幾率。
③拉矯壓力控制在2.5~3.0 MPa。拉矯壓力調整以不使橢圓度超標為準。
4 改進效果
改進措施實施前后圓管坯27SiMn鋼的入庫產量、廢品量和合格率統計見表4。

表4 27SiMn圓坯生產指標統計表
5 結論
通過對圓管坯27SiMn鋼表面裂紋形成原因的分析,提出的降低拉速、優化保護渣性能指標及穩定結晶器鋼水液面等措施,能夠有效控制27SiMn鋼表面裂紋的產生,使該鋼種的質量合格率提高了1.4%,圓坯合格率完成99.91%的考核指標,創造了可觀的經濟效益,達到了降本增效的目的。
[1]盧純剛.淮鋼圓坯連鑄改造實踐[J].圓坯大方坯連鑄技術論文集,2009(9):127.
[2]蔡開科,程士富.連續鑄鋼原理與工藝[M].北京:冶金工業出版社,1994:313-382.
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18
艦船科學技術(2022年13期)2022-08-11 09:29:16
艦船科學技術(2022年6期)2022-04-19 11:01:32
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚子江(2019年1期)2019-03-08 02:52:34
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38