NGCLZ型鼓形齒式聯軸器的改進與找正
2012-10-23 09:11:54孔祥彬
天津冶金 2012年6期
關鍵詞:方法
孔祥彬
(天津天鐵冶金集團有限公司第一煉鐵廠,河北涉縣056404)
1 引言
高爐上料主卷揚系統是煉鐵廠高爐最關鍵的原料輸送設備。天鐵1#~4#高爐上料卷揚系統采用雙料車上料,料車卷揚機電機高速聯軸器采用NGCLZ型帶制動輪鼓形齒式聯軸器。鼓形齒聯軸器齒的接觸條件好,傳遞轉矩的能力大,可允許較大的角位移、軸向、徑向補償,延長使用壽命,滿足了卷揚上料系統的要求。但在卷揚系統更換電機時,由于其結構特點,安裝困難,不容易對中找正,造成檢修時間長、勞動強度大、電機軸斷、系統振動異響運行不平穩等。基于上述原因,對NGCLZ型帶制動輪鼓形齒式聯軸器的結構進行了改進,解決了更換安裝困難問題,提出一種切合實際的找正對中方法,使系統運行平穩,滿足了高爐上料系統的要求。
2 改進前狀況
互換性要求是NGCLZ型鼓形齒式聯軸器研制過程中的一個難點。一般國內很多廠家生產的聯軸器沒有互換性。目前大多數鼓形齒聯軸器其兩端軸套的絞制螺栓孔都是采用配鉆鉸的方法,然后打上標記對號入座進行裝配的。采用這種方法制造的聯軸器是不能互換的。
因此在更換電機時,拆除時的步驟為:
(1)把絞制螺栓拆除,電機連同電機軸套1移走;
(2)制動輪2移除;
(3)舊內齒圈3氣割毀壞移除。
外齒軸套4裝于減速機高速軸軸頭,由于軸徑Φ110 mm較大、現場空間和檢修時間等限制,一般是不予更換的。因此安裝新電機方法為:把電機、電機軸套1、制動輪2和內齒圈3組裝好,整體吊裝好后靠內外齒間隙讓內齒圈3平行插入外齒軸套4,但由于內齒圈3密封處結構限制,必須對內齒圈3進行改進。NGCLZ型帶制動輪鼓形齒式聯軸器基本型結構見圖1。內齒圈3密封處結構放大圖見圖2。
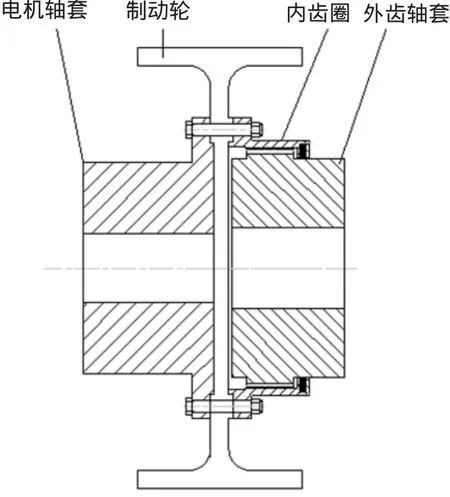
圖1 NGCLZ型帶制動輪鼓形齒式聯軸器基本型結構圖
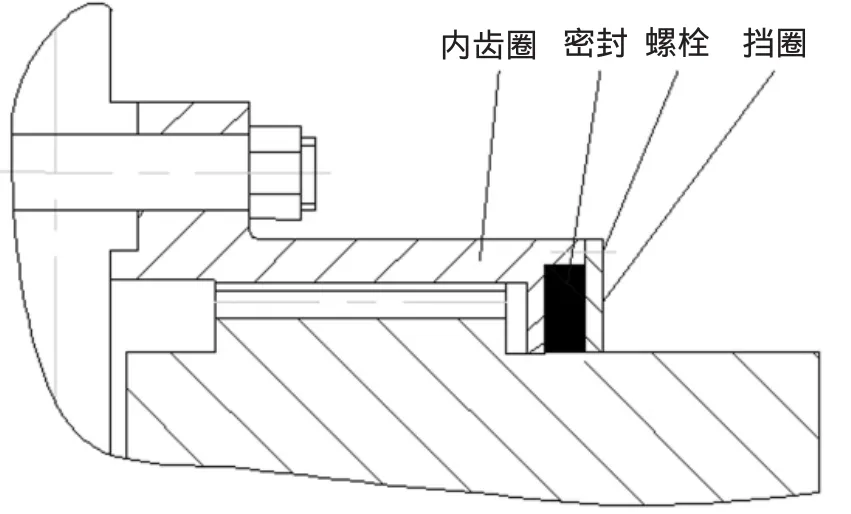
圖2 密封處結構放大圖
3 結構改進方案
3.1 初期改進方案
初期對聯軸器內齒圈采用加工改進方法。加工改進方法是:
(1)絞制螺栓孔打上標記后,整套聯軸器解體。(2)內齒圈在沒有齒的地方切成含齒和密封槽兩部分,見圖3。
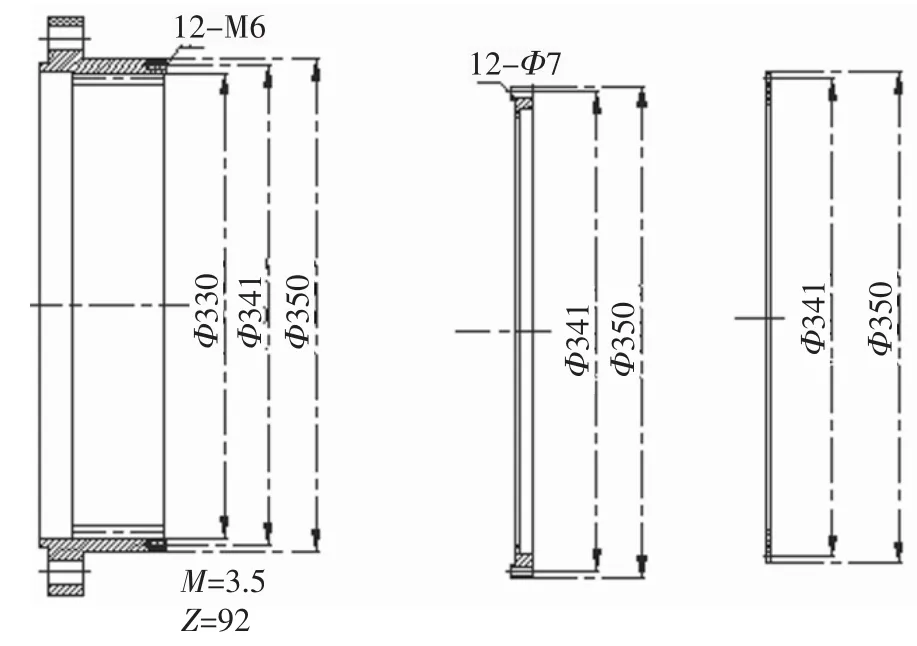
圖3 加工改進圖
(3)在含齒部分打孔攻絲12-M6,密封槽部分鉆孔12-Φ7。
(4)密封槽部分和密封擋片都用銑床銑成兩半。
更換電機時,把電機、電機軸套1、制動輪2和內齒圈3(含齒部分)組裝好后,平行插入外齒軸套4,再把密封槽部分和密封擋片等用12-M6*35內六角螺栓固定在一起,完成電機更換。
此種方法的缺點是:
(1)加工困難,容易做成廢件。
由于內齒圈外圓Φ350 mm,內圓Φ330 mm,一邊厚10 mm,而且本身已經有12個孔,還要另外再找位置打12個孔套絲M6,非常難加工,一旦加工不好就要報廢整套聯軸器,而一套聯軸器價值13219.20元,造成經濟損失,同時可能耽誤生產。
(2)需要人工解體、運輸、加工、組裝費用。
(3)現場安裝固定密封繁瑣。
(4)密封加工走刀量間隙大,密封性能差。
3.2 后期改進方案
后期改進方案是徹底改變內齒圈的密封處結構,見圖4。
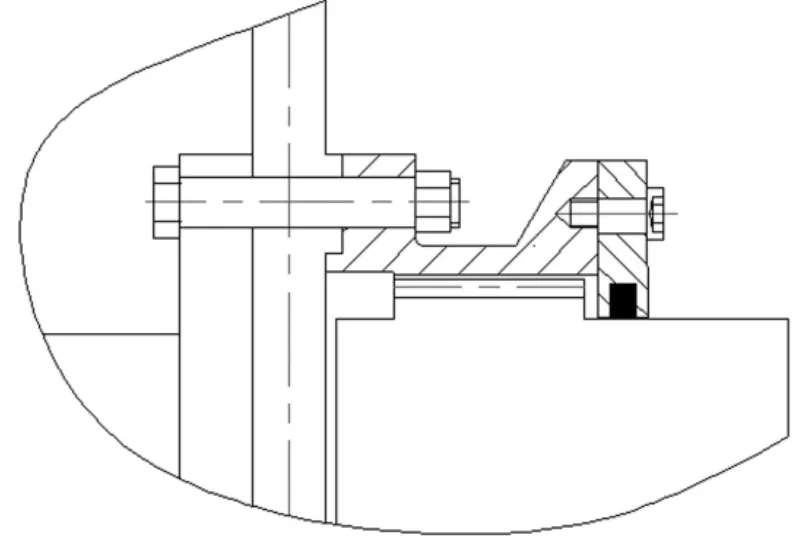
圖4 改進后結構圖
具體做法是:
(1)內齒圈齒根處圓采用通孔,同一尺寸不再有小圓。
(2)內齒圈螺栓孔處外圓擴大,以增大擋圈螺栓直徑,易于現場安裝。
(3)密封函采用線切割技術制成兩半,使間隙減小,大大提高了密封性。
3.3 改進后效果
后期改進成功后投入使用至今,效果良好,不但縮短了在線維修更換時間,降低了工人維修更換備件的勞動強度,而且節省了加工費用,帶來了十分明顯的經濟效益。
3.4 今后研究方向
目前大多數鼓形齒聯軸器其兩半內齒圈的絞制螺栓孔都是采用配鉆鉸的方法,然后打上標記對號入座進行裝配的。采用這種方法制造的聯軸器是不能互換的。但如果是北京太富力傳動機器有限責任公司生產的,則可以在更換電機時只換電機和電機軸套即可。因為以他現在的技術水平要求兩半軸套聯接絞制螺栓孔相對于定心圓的位置度公差為φ0.02,這一要求他是在加工中心和數控鏜床上保證的。這樣保證了互換性要求,以后可以探索試驗。
4 安裝對中找正
雖然此聯軸器具有允許的角位移補償量大等優點,但在安裝中如果超過所允許的補償量,則會產生系統振動、噪音、制動架損壞,嚴重時則會造成電機軸斷等設備事故,影響高爐正常生產。因此在安裝過程中聯軸器的對中找正尤為重要,找正示意圖見圖5。
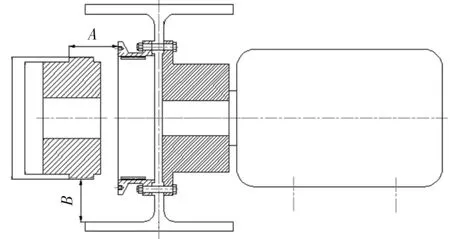
圖5 聯軸器對中找正示意圖
允許偏差:ΔX,ΔY≤0.10 mm。
找正步驟:
使O1、O2兩點在同一高度上,即消除兩聯軸器高度差。軸線位置示意圖見圖6。
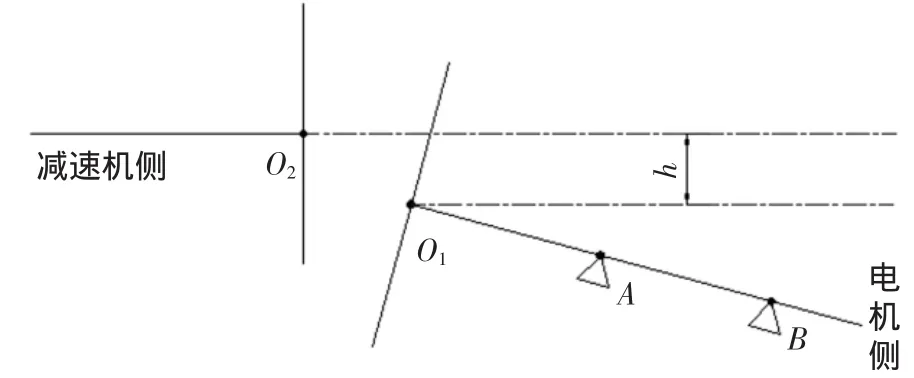
圖6 軸線位置示意圖
實施方法:用卡尺測量圖5中尺寸B。
若B上=249 mm,B下=250 mm,則A、B兩支點同時墊高 h=(B下-B上)/2=(250-249)/2=0.5 mm。
抬高h后如圖7所示。
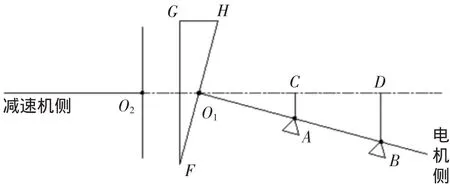
圖7 找同心高度圖
使電機軸線與減速機軸線平行,即消除聯軸器張口。
在A、B兩支點下分別墊不同厚度的墊片。

總的調整墊片厚度:前支座A為h+AC;后支座A為h+BD。
實施方法:用內徑尺量A上、A下,GH=A上-A下。
實施后見圖8。
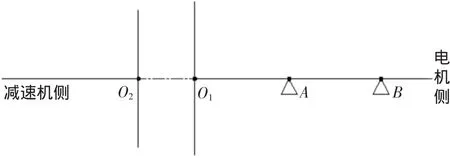
圖8 調整后軸心示意圖
使兩軸線在同一直線上。
實施方法:用卡尺測量圖1中尺寸B。
若B左=249 mm,B右=250 mm,則電機向左移動距離=(B右-B左)/2=(250-249)/2=0.5 mm。
按上述計算數據將電動機前后支點調整好,調整聯軸器左右徑向偏差時,用頂絲同時頂或用紫銅棒敲擊電動機底座側面中間部位,使電動機向左或向右平移;調整左右軸向偏差時,用紫銅棒敲擊電動機底座左后側或右后側,或加設頂絲。復測時,如果偏差值較小,則通過緊固電動機地腳螺栓的方法調整。擰緊地腳螺栓,再復核一遍,A、B各點讀數基本相同,符合要求。
當內齒圈插入外齒后,徑向測量以內齒圈齒根圓到外齒圈齒根圓的四方位距離為B,軸向測量以減速機端平面到內齒圈端平面的距離為A,也可計算調整。
5 結束語
通過對聯軸器的結構進行改進,使得更換電機成為可能,而且方便快捷,滿足了實際生產的要求。
電機更換時,通過一種切合實際、簡單易行的聯軸器同軸度找正對中方法,使得高爐卷揚系統運行平穩可靠,保證了高爐正常生產。
[1]成大先.機械設計手冊[M].北京:化學工業出版社,2000.
[2]程協瑞.通用機械設備安裝工程[M].北京:中國計劃出版社,1997.
猜你喜歡
中老年保健(2021年9期)2021-08-24 03:52:04
河北畫報(2021年2期)2021-05-25 02:07:46
中學生數理化(高中版.高考理化)(2020年2期)2020-04-21 05:33:04
兒童繪本(2020年5期)2020-04-07 17:46:30
兒童故事畫報(2019年5期)2019-05-26 14:26:14
Coco薇(2016年2期)2016-03-22 02:42:52
山東青年(2016年1期)2016-02-28 14:25:23
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年7期)2015-08-11 15:03:12
小雪花·成長指南(2015年4期)2015-05-19 14:47:56